
焦化干气加氢制备乙烯原料工艺技术研究与工业应用
2017-08-12 16:16艾抚宾祁文博
石油炼制与化工 2017年8期
徐 彤,艾抚宾,乔 凯,祁文博
(中国石化抚顺石油化工研究院,辽宁 抚顺 113001)
焦化干气加氢制备乙烯原料工艺技术研究与工业应用
徐 彤,艾抚宾,乔 凯,祁文博
(中国石化抚顺石油化工研究院,辽宁 抚顺 113001)
以焦化干气为原料,采用中国石化抚顺石油化工研究院开发的LH-10D焦化干气加氢专用催化剂,在反应温度为240~300 ℃、反应压力为3.5~7.0 MPa、气体体积空速为600~1 300 h-1的条件下,进行了焦化干气加氢制备乙烯原料的实验研究。加氢后焦化干气反应产物中烯烃质量分数不大于1.0%;氧质量浓度不大于1.0 mgm3;1 800 h的稳定性实验结果表明该催化剂具有良好的活性稳定性。
焦化干气 加氢 乙烯原料
乙烯是三大合成材料的基本原料,乙烯产品占石化产品的75%以上,世界上已将乙烯产量作为衡量一个国家石油化工产业发展水平的重要标志。受油气资源结构以及长期以来形成产业结构的影响,我国用于生产乙烯的原料(乙烯原料)主要为石脑油,随着乙烯规模的快速增长,原料供给短缺和成本增加的困局进一步加剧,且高成本的石脑油成为制约乙烯企业竞争力的瓶颈[1-4]。焦化干气由于杂质、氧、硫、CO、CO2等组分含量高,对其经济利用技术难度大,除用作燃料和制氢外,尚无更好的用途,附加值较低[5]。如果将焦化干气通过加氢进行烯烃饱和并脱除氧和硫,将成为优质的乙烯原料,成本优势突出,不仅可弥补乙烯原料的短缺,还能够提高经济效益[6-13]。为此,中国石化抚顺石油化工研究院(简称FRIPP)进行了焦化干气加氢生产乙烯原料成套技术的开发。本课题采用焦化干气加氢专用催化剂对焦化干气加氢的工艺条件进行研究,确定反应的最佳工艺条件,并进行加氢脱氧和稳定性实验考察。
1 焦化干气加氢反应原理简介
1.1 实验原料、催化剂及产物指标要求
实验所用原料焦化干气来源于国内某炼油厂,其组成见表1。所用催化剂为FRIPP开发的LH-10D焦化干气加氢专用催化剂,物性指标见表2。由表1可以看出,焦化干气中含有多种烯烃,含量较高的只有乙烯、丙烯、正丁烯、异丁烯、顺丁烯及反丁烯。因此,在焦化干气加氢反应中具有代表性的是烯烃加氢反应。
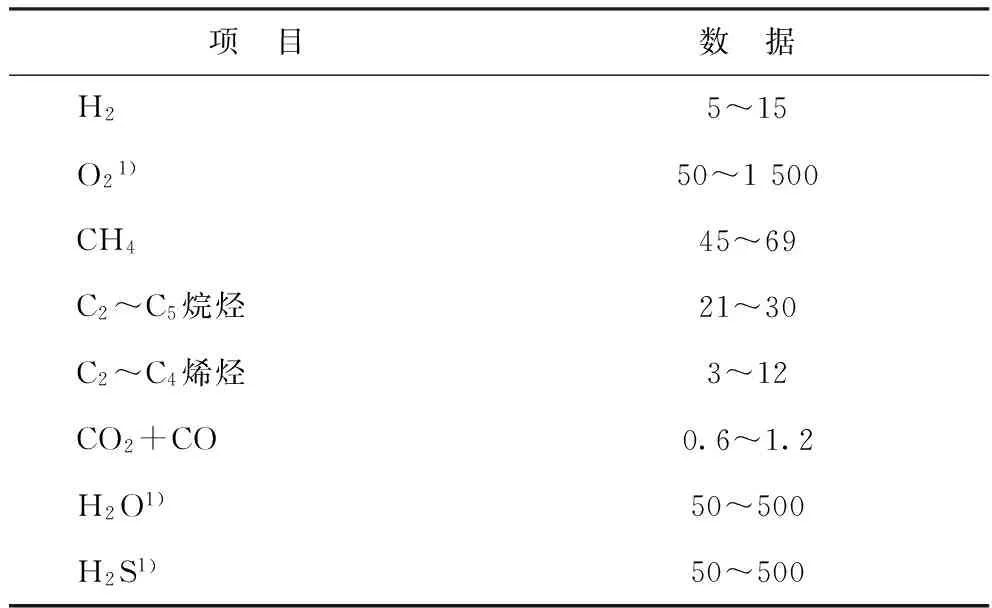
表1 焦化干气原料的组成 w,%
1)单位为mgm3。
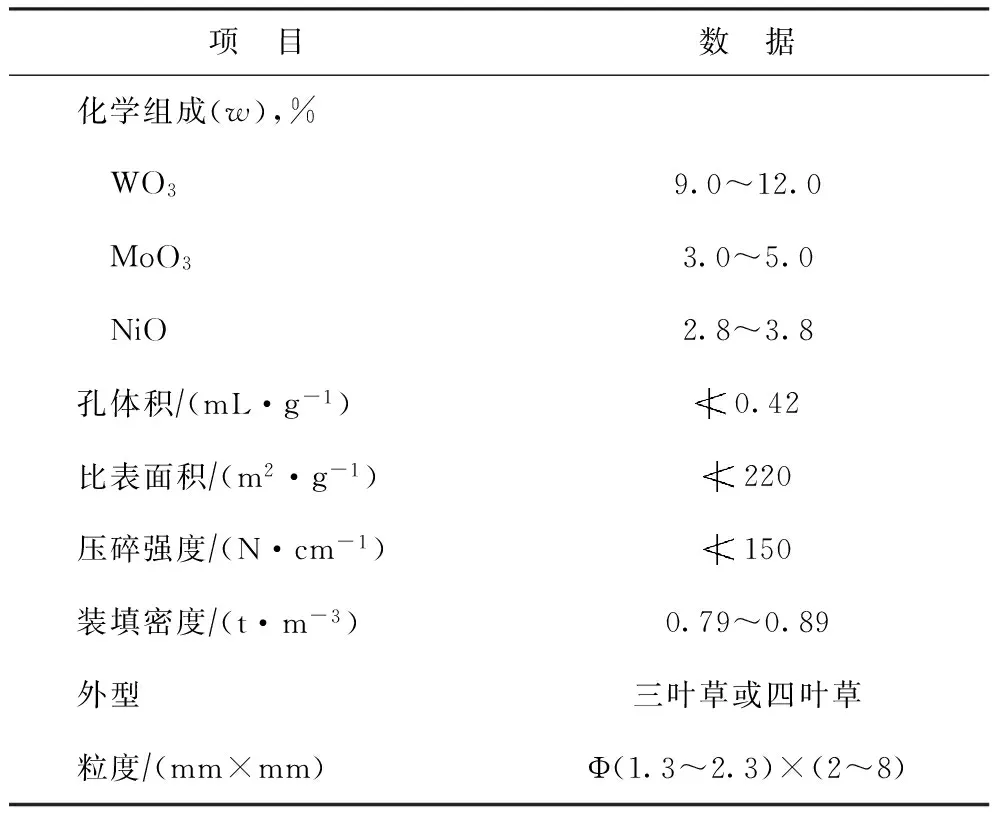
表2 LH-10D催化剂的物性指标
焦化干气加氢反应即利用焦化干气自身的氢(正常氢体积分数为10%),完成加氢脱烯烃和加氢脱氧反应,使加氢后产物中烯烃质量分数不大于1.0%,氧质量浓度不大于1.0 mgm3,以满足乙烯生产装置对原料的要求。
1.2 评价装置及方法
催化剂评价采用固定床反应器(见图1),反应器长1.2 m,内径25 mm,内装100 mL催化剂,焦化干气原料从反应器上部进入;加氢产物经冷却器冷却后进入到高压分离器-1、高压分离器-2进行气液分离;尾气经气体计量器计量后排出,实验所取样品用气相色谱仪分析,产物中氧浓度采用在线微量氧分析仪进行分析。
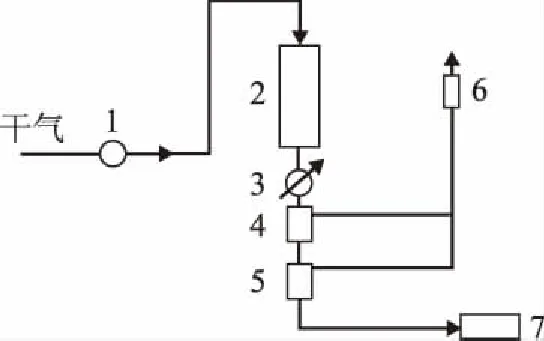
图1 催化剂评价装置示意1—氢气定压器; 2—反应器; 3—冷却器; 4—高压分离器-1; 5—高压分离器-2; 6—气体计量器; 7—液体收集罐
2 结果与讨论
2.1 反应温度的影响
以焦化干气为原料、LH-10D为催化剂,在反应压力为4.0 MPa、气体体积空速为800 h-1的条件下,焦化干气加氢反应产物中烯烃、氧含量随反应温度的变化见图2。由图2可见:随着反应温度的升高,反应产物中烯烃含量和氧含量快速降低,当反应温度高于230 ℃时,加氢反应产物中烯烃质量分数降到1.0%以下,反应温度大于240 ℃时,加氢产物中氧质量浓度小于1.0 mgm3,满足乙烯装置对原料的要求;继续升高温度,加氢反应产物中烯烃含量和氧含量变化不大。过高的反应温度会导致催化剂床层温度升高,降低催化剂的活性和使用周期。综合考虑,适宜的反应温度为240~300 ℃。

图2 焦化干气加氢反应产物中烯烃、氧含量随反应温度的变化 ●—烯烃含量; ■—氧含量
2.2 反应压力的影响
以焦化干气为原料、LH-10D为催化剂,在反应温度为230 ℃、气体体积空速为800 h-1的条件下,焦化干气加氢反应产物中烯烃含量随反应压力的变化见图3。由图3可见:当反应压力由2.0 MPa提高到3.0 MPa时,加氢反应产物中烯烃含量迅速降低;反应压力高于3.5 MPa,加氢反应产物中烯烃质量分数降到1.0%以下。因此,适宜的反应压力为3.5~7.0 MPa。

图3 焦化干气加氢反应产物中烯烃含量随反应压力的变化
2.3 气体体积空速的影响
以焦化干气为原料、LH-10D为催化剂,在反应温度为240 ℃、反应压力为4.0 MPa的条件下,焦化干气加氢反应产物中烯烃含量随气体体积空速的变化见图4。由图4可见:当气体体积空速由600 h-1提高到1 300 h-1时,加氢反应产物中烯烃质量分数降到1.0%以下;气体体积空速大于1 300 h-1时,加氢反应产物中烯烃含量迅速增加。因此,适宜的气体体积空速为600~1 300 h-1。
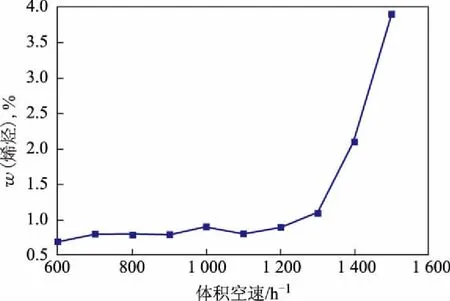
图4 焦化干气加氢反应产物中烯烃含量随气体体积空速的变化
2.4 催化剂稳定性实验
以焦化干气为原料、LH-10D为催化剂,在反应温度为240 ℃、反应压力为4.0 MPa、气体体积空速为800 h-1的条件下进行了1 800 h稳定性实验,结果见图5。由图5可见,在1 800 h 稳定性实验中,加氢反应产物中烯烃质量分数为0.4%~0.7%,氧质量浓度为0.66~0.86 mgm3。满足加氢产物中烯烃质量分数不大于1.0 %、氧质量浓度不大于1.0 mgm3的指标要求,可作为乙烯原料。另外,在1 800 h 稳定性实验中,未有明显的提温过程,说明该催化剂具有良好的加氢活性和稳定性。

图5 焦化干气加氢反应稳定性试验结果 ●—烯烃含量; ■—氧含量
3 工业应用
该技术于2014年10月首次在中国石化某炼油厂进行工业应用,装置规模为230 kta。以焦化干气为原料、LH-10D为催化剂,在反应温度为245 ℃、反应压力为3.5 MPa、气体体积空速为800 h-1的条件下,工业装置上焦化干气加氢反应产物中烯烃、氧含量随运转时间的变化见图6。由图6可见,加氢反应产物中烯烃质量分数小于1.0%,氧质量浓度小于1.0 mgm3,达到乙烯原料的指标要求。到2017年2月底,该装置已平稳运转2年,并且催化剂加氢活性良好,生产装置运转平稳。
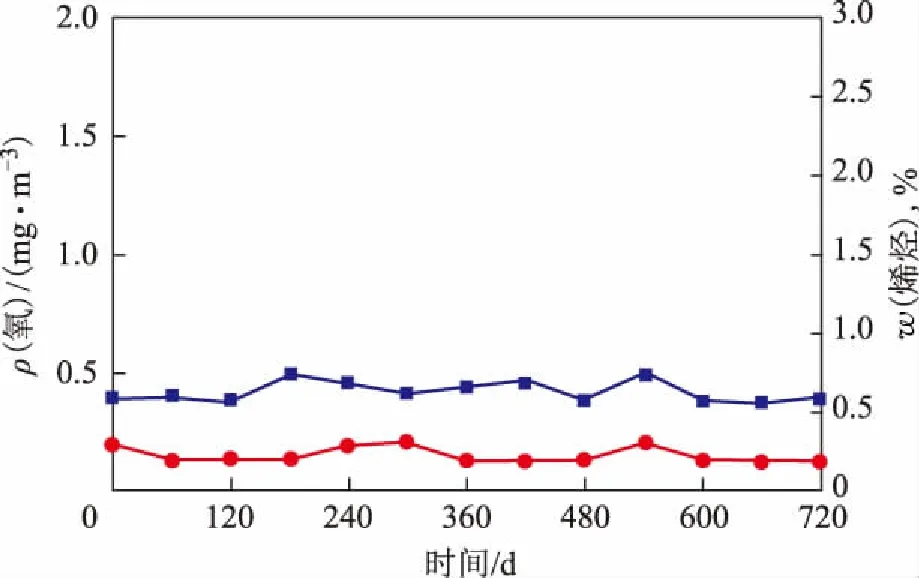
图6 工业装置上反应产物中烯烃、氧含量随运转时间的变化 ●—烯烃含量; ■—氧含量
4 结 论
(1)焦化干气加氢制备乙烯原料适宜的工艺条件为:反应温度240~300 ℃,反应压力3.5~7.0 MPa,气体体积空速600~1 300 h-1。加氢反应产物中烯烃质量分数不大于1.0%,氧质量浓度不大于1.0 mgm3。1 800 h的稳定性实验结果表明该催化剂具有良好的活性稳定性。
(2)焦化干气加氢制备乙烯原料技术的工业应用结果表明,加氢产品中烯烃质量分数不大于1.0%,氧质量浓度不大于1.0 mgm3。工业装置运行的工艺条件与实验室基本一致,产品指标略优于实验室结果。
[1] 徐哲,韩波.我国炼厂气体的综合利用[J].当代化工,2009,38(3):257-261
[2] 曹武卫,邱冬梅,宋建平.提高炼厂气综合利用水平的途径[J].内蒙古石油化工,2004,30(5):143-146
[3] 徐勤利.炼厂气分级利用[J].齐鲁石油化工,2009,37(3):252-254
[4] 李其京.炼厂气的综合利用新技术应用现状[J].四川化工,2006,9(5):25-28
[5] 陈 雷,吴弘.炼厂干气制氢用于加氢装置[J].石油炼制与化工,2004,35(2):40-43
[6] 乔映宾.炼厂气的综合利用技术[J].石油炼制与化工,1997,28(6):20-24
[7] 郑嘉惠.跨世纪国内外炼油新技术的发展动向[J].石油炼制与化工,1996,27(12):6-13
[8] 袁晴棠.关于优化乙烯原料的若干思考[J].当代石油石化,2001,9(10):5-10
[9] 方向晨,谭汉森.加氢反应动力学研究[J].抚顺石油化工研究院院报,1993,6(1):131-136
[10] 乔凯,方向晨,艾抚宾.液化石油气加氢生产乙烯裂解料的方法:中国,201010513951.0[P].2012-05-16
[11] 艾抚宾,乔凯.一种液化石油气加氢制备乙烯裂解料的方法:中国,201010509400.7[P].2012-05-09
[12] 艾抚宾,乔凯,方向晨.炼厂C2~C5馏分加氢制备乙烯裂解原料工艺研究[J].石油化工,2012,41(S):80-82
[13] 张永军,赵春晖,苑慧敏.乙烯裂解原料发展趋势及优化建议[J].化工科技市场,2007,30(6):8-11
RESEARCH AND APPLICATION OF COKER DRY GAS HYDROFINING TO PREPARE FEEDSTOCK FOR ETHYLENE PRODUCTION
Xu Tong, Ai Fubin, Qiao Kai, Qi Wenbo
(SINOPECFushunResearchInstituteofPetroleumandPetrochemicals,Fushun,Liaoning113001)
The coker dry gas hydrofining process and appropriative catalyst LH-10D,developed by FRIPP,to prepare the feedstock for ethylene production was introduced.The optimized technical conditions are:a temperature of 240-300 ℃,a pressure of 3.5-7.0 MPa,a GHSV of 600-1 300 h-1.Under the conditions,the olefin content of the product is less than 1.0% and oxygen content is less than 1.0 mg/m3.The 1 800 h long-running test proves a good activity and stability of the catalyst.
coking dry gas; hydrogenation; feed stock for ethylene production
2017-02-21; 修改稿收到日期: 2017-03-21。
徐彤,硕士,工程师,主要从事低碳烃加氢技术研究工作。
徐彤,E-mail:xutong.fshy@sinopec.com。
猜你喜欢
航空维修与工程(2022年11期)2022-02-06
中国石油石化(2021年9期)2021-07-17
缔客世界(2020年10期)2020-04-10
昆钢科技(2020年6期)2020-03-29
创新作文(1-2年级)(2019年1期)2019-07-04
山东冶金(2019年1期)2019-03-30
储能科学与技术(2019年2期)2019-03-08
山东冶金(2018年5期)2018-11-22
中国新技术新产品(2017年3期)2017-03-07
当代化工研究(2016年2期)2016-03-20
