数控车床加工螺纹的必备知识和基本操作技术
2017-08-09 20:51戴爱瑜
农机使用与维修 2017年8期
戴爱瑜
摘 要:在数控车床上加工螺纹,必须对螺纹几何参数、指令格式、起点终点、走刀轨迹、多刀切削等螺纹基础知识和操作技术全面把握,才能加工出合格螺纹。
关键词:几何参数;螺纹指令;走刀轨迹
中图分类号:G712 文献标识码:A
doi:10.14031/j.cnki.njwx.2017.08.005
Abstract:In the CNC lathe processing thread, we must grasp the thread geometry parameters, instruction format, starting point and end point tool path, cutting knife and other thread of basic knowledge and technique, to produce qualified thread.
Keyword:geometric parameter;thread instruction;tool path
螺纹在数控车床上加工方便快捷,质量易满足要求。必须从五个方面熟练掌握数控车床的螺纹加工知识和操作技术:螺纹几何参数、螺纹加工指令格式、螺纹加工起点和终点、螺纹刀具走刀轨迹、螺纹加工多刀切削。
1 螺纹的几何参数
普通螺纹有左旋螺纹和右旋螺纹之分,左旋螺纹应在螺纹标记的末尾处加注“LH”,未注明的是右旋螺纹。螺纹的几何参数主要是径向参数,轴向只有螺距P,导程Ph (Ph=P×N,N——表示螺纹头数),径节P/2(中径上的轴向牙长或槽长)。径向尺寸参数有:(1)螺纹大径(D、d),即是公称直径;外螺纹大径在螺纹加工前通过车削外圆得到,该外圆的实际直径通过其大径公差带确定或用中径公差带控制。(2)螺纹中径(D2 、d2 ), D2(d2)=D(d)-(3H/8)×2=D(d)-0.6495P;在数控车床上,螺纹中径通过控制螺纹的削平高度(由螺纹车刀的刀尖体现)、牙型角、牙型高度和底径等综合控制。(3)螺纹小径(D1 、d1)和牙型高度(h),D1(d1)=D(d)-(5H/8)×2=D(d)-1.08P,h=5H/8=0.54125P,取h=0.54P。(4)螺紋编程直径和总切削深度的确定,d′=d-1.1~1.3P ;D′=D-P(车削塑性金属),D′=D-1.05P(车削脆性金属)。在编程小径的经验公式中,已考虑到了部分直径公差的要求;考虑螺纹公差要求与螺纹切削过程对大径的挤压作用,编程或切削过程中外螺纹大径应比公称直径小0.1~0.3 mm。
2 螺纹加工指令的格式和螺纹加工的起点和终点
圆柱等螺距螺纹切削循环指令。G92(FANUC系统)指令格式:G92 X(U)_ Z(W)_ F Q_;式中:X(U)_ Z(W)_ ——螺纹切削终点处B的坐标,U与W后面的数值为终点B相对于起点A的相对坐标,单位mm;F——螺纹导程(F=Ph),单位mm;Q——螺纹分度,数值单位0.001°,2线螺纹编程数值分别是:0和180000;3线螺纹编程数值为:0、120000和240000。螺纹导程和螺距关系如图1所示。
3 螺纹刀具的走刀轨迹
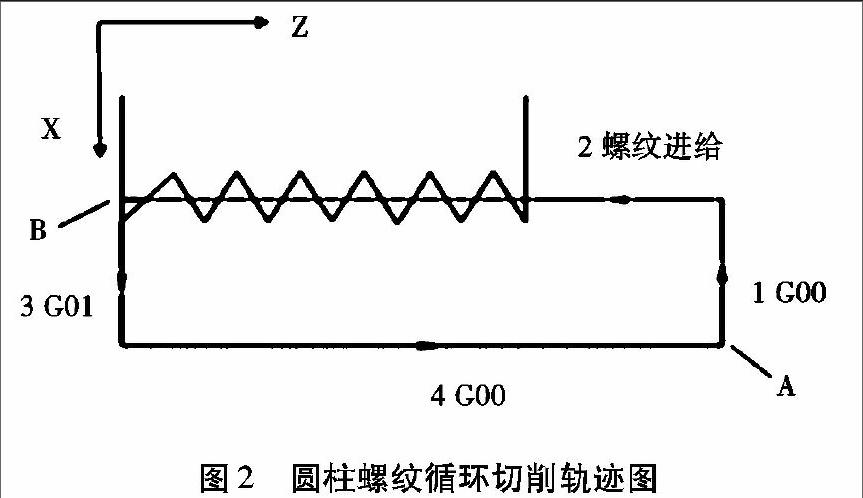
固定循环G92指令的编程轨迹(如图2所示):圆柱螺纹循环轨迹图。A点既是循环起点也是编程起始点,B点为编程终点;轨迹分为4段:第1段是G00速度,螺纹车刀不允许碰到工件,也即是车刀左侧面离工件右端面保持至少(2~3)P的距离,也为了开始阶段的螺纹尺寸准确,这是导入距离δ1;第2段为螺纹进给,主轴每转1圈刀具走1个导程,但是本段的结束点必须落到1个螺距多的退刀槽中心,既保护了刀尖,又使螺纹结束阶段的螺纹尺寸准确,这包含导出距离δ2;第3段为G01的速度;第4段为G00速度。
4 螺纹加工的多刀切削
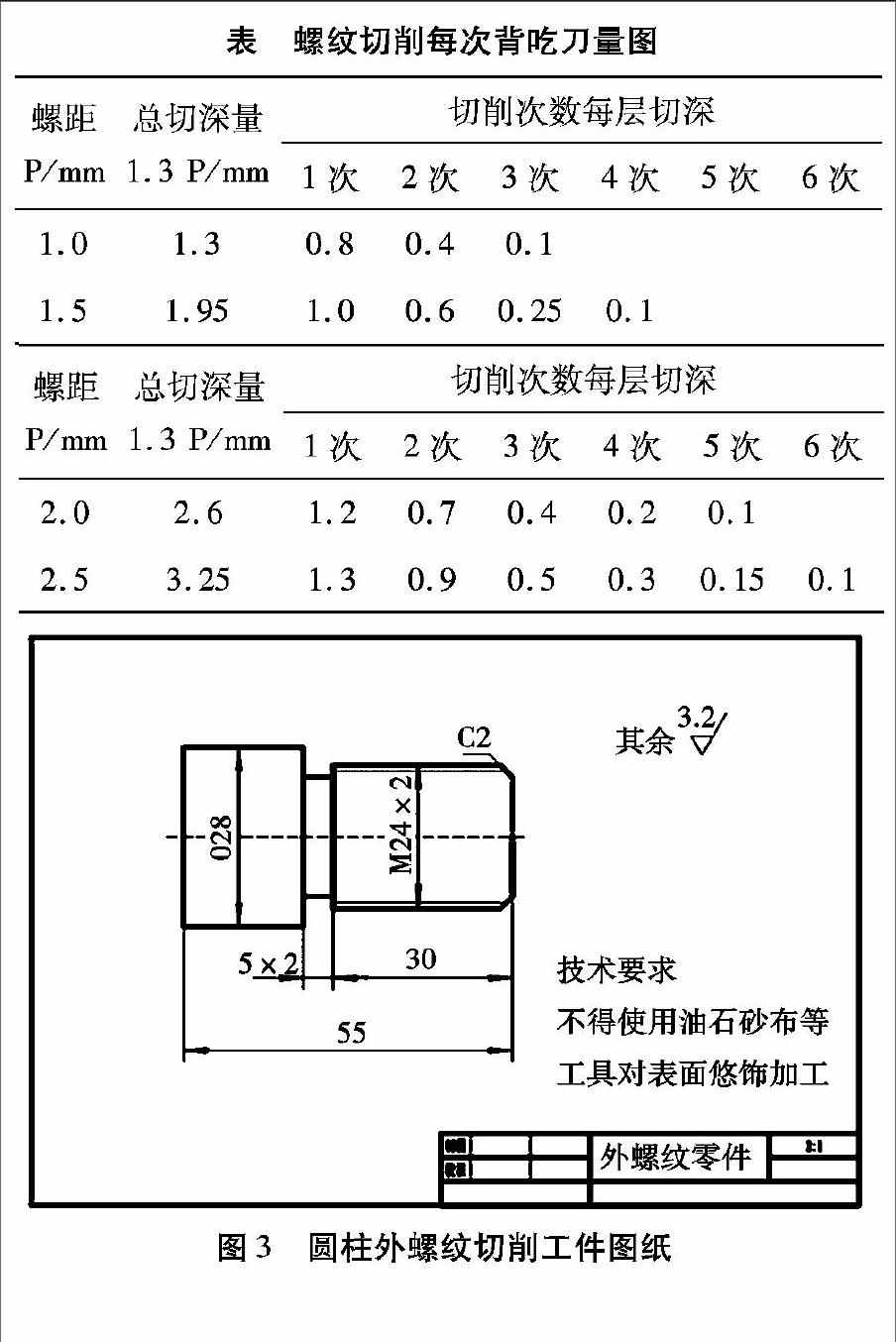
如果螺纹螺距较大或牙型较深,必须多次吃刀,也即是用G92多次循环进给。每次进给的背吃刀量是实际牙型高度减去精加工背吃刀量所得的差,按递减规律分配每次的背吃刀量(如表所示),撷取部分螺纹进给次数和实际背吃刀量(直径值)作为参考。
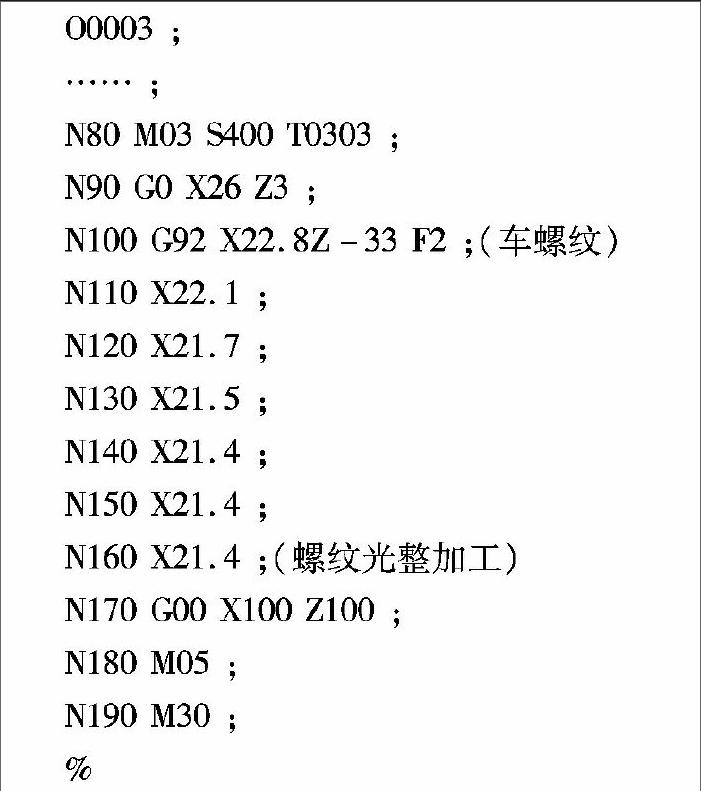
5 圆柱外螺纹加工实例(如图3)
(1)看清图样要求,车螺纹前外径d=24-2×0.2=23.6,计算螺纹尺寸,d1=d-2h=d-2×0.65P=24-2×0.65×2=21.4 mm。(2)编写并检查程序,用螺纹切削循环(G92)车削螺纹部分。(3)装夹毛坯,伸出长度(限位尺寸+刀宽+工件总长,即10+3+55=68 mm)。(4)装刀及试切对刀(使用3把高速钢刀:一把90°偏刀,一把60°螺纹刀,一把3 mm切断刀)。(5)检验对刀无误后,进行切削加工。(6)加工完毕,测量检查各部分尺寸并交验。(7)参考程序如下:
参考文献:
[1] 沈建峰.数控机床编程与操作(数控车床分册)[Z].北京:中国劳动社会保障出版社,2012.