
短玻璃纤维增强塑料快速热循环注塑成型制品冲击性能研究
2017-08-09 15:40张荣芳白云磊山东协和学院
大陆桥视野 2017年10期
李 姣 张荣芳 白云磊 / 山东协和学院
短玻璃纤维增强塑料快速热循环注塑成型制品冲击性能研究
李 姣 张荣芳 白云磊 / 山东协和学院
短玻纤维增强复合材料在快速热循环注塑成型过程中,由于熔体在模具型腔内流动的复杂性,会引起纤维取向和分布的不均匀。这种不均匀性会对纤维增强复合材料制品的力学性能和表面质量产生很大的影响。本文通过实验,对标准冲击试样进行测试,研究模具温度对纤维增强复合材料快速热循环注塑成型制品性能的影响规律,并揭示其内在机理。
快速热循环注塑;玻璃纤维增强ABS;拉伸试验;模具温度
引言
纤维增强复合材料注塑制品比单一聚合物注塑产品具有更加优良的机械性能和热性能,其使用价值越来越受到人们的重视。而在常规的注塑成型中,由于短纤维增强复合材料熔体内部纤维流动过程的复杂性,容易出现纤维取向不均、表面纤维浮出、制件各向异性等缺陷,制约了纤维增强复合材料的发展和应用。短玻璃纤维增强塑料快速热循环注塑成型技术可获得高质量的纤维增强塑件,但国内外对其成型过程中的纤维取向、熔接痕形貌、表面浮纤等的变化规律缺乏研究,本课题对短玻璃纤维增强塑料快速热循环注塑成型工艺进行了较为深入系统的研究,为该成型技术的工程应用奠定了一定的理论基础,具有重要的理论意义和工程应用价值。
1.实验方法
按照ASTM D256,即《测定塑料的耐悬臂梁摆锤撞击性能的标准试验方法》的实验要求,将注塑得到的冲击试验试样利用缺口制样机做出冲击缺口,有缺口标准冲击试样如图1所示。采用承德精密试验机有限公司生产的XC-5.5D型电子摆锤式冲击试验机进行实验,如图2所示,实验时环境温度23℃。
本文针对不同模具温度下得到的短玻纤维增强ABS和短玻纤维增强PP两种复合材料的单浇口和双浇口标准冲击试样进行冲击试验。为了减少误差,提高实验的准确性,在本实验中,对每一种试样实验5次,然后取5次实验结果的平均值。

图1 缺口冲击试样

图2 XC-5.5D型冲击试验机
2.结果与讨论
图3为试验获得的模具温度对纤维增强ABS单浇口和双浇口试样的冲击强度的影响规律。由图中曲线可以看出,对于纤维增强复合材料冲击试样,随着成型时模具温度的升高,无论是单浇口成型试样还是双浇口成型试样,冲击强度都会呈上升的趋势。
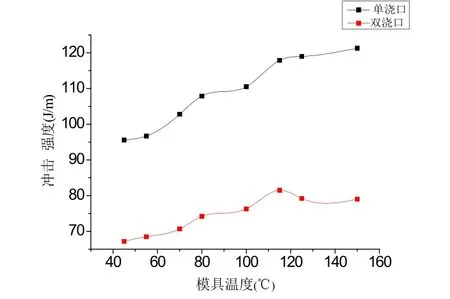
图3 模具温度对纤维增强ABS试样抗冲击强度的影响
从图3中可以得出,在所测试模具温度范围内,对于单浇口纤维增强ABS复合材料标准冲击试样,当模具温度为45℃时,冲击强度最小,为,随着模具温度的升高,冲击强度逐渐增大,当模具温度达到150℃时,达到冲击强度的最大值,为,较45℃时提高了,相对变化量达到26.9%。单浇口纤维增强复合材料成型试样的冲击强度会随着模具温度的升高单调增大的原因,与试样内部的纤维取向分布有关系。随着剪切层纤维取向程度的下降,纤维复杂程度越高,试样中纤维既有垂直于熔体流动方向的取向,又有平行于熔体流动方向的取向。同时,沿试样厚度方向上,随着成型时模具温度的升高纤维取向的分布趋于均匀。当模具温度为60℃时,试样内部沿厚度方向存在明显地层状结构,当模具温度升高到160℃,沿厚度方向的纤维区向分布较为均匀,分层结构趋于不明显。
3.结论
模具温度升高造成的这种纤维取向沿厚度方向趋于均匀的变化,在宏观上表现为试样的冲击强度随着成型时模具温度的升高而增大,即较高的模具温度有利于试样冲击强度的改善。对于纤维增强ABS来说,冲击强度能提高26.9%。
[1]刘斌,赵春振.薄壁注塑成型中的变模温控制技术.塑料科技,2008,36(9):44-48.
[2]李熹平, 赵国群, 管延锦, 李辉平.快速热循环注塑模具加热与冷却过程分析及其结构优化设计.塑性工程学报, 2009, 16 (1):196-201.
[3]张爱敏, 赵国群, 高军, 陈国文, 严柳青.基于快速热循环注塑工艺要求的ABS改性.合成树脂及塑料, 2009, 26(2): 4-7.
[4]杨扬, 董斌斌, 刘春太. 成型温度对纤维增强注塑熔接线拉伸性能的影响. 郑州大学学报(工学版),2004,25 (1):102-104.
2016年山东协和学院国家级大学生创新创业训练计划项目(项目编号:201613324078)。
李姣(1987—),硕士研究生,主要研究方向:注塑成型工艺和模具。
猜你喜欢
橡塑技术与装备(2022年6期)2022-06-02
汽车实用技术(2022年5期)2022-04-02
模具制造(2021年2期)2021-12-07
模具制造(2021年10期)2021-11-20
建材发展导向(2021年11期)2021-07-28
疯狂英语·新悦读(2020年10期)2020-11-26
模具制造(2020年12期)2020-02-06
当代陕西(2019年7期)2019-04-25
汽车电器(2018年1期)2018-06-05
汽车维修与保养(2015年12期)2015-04-18
