
液环式真空泵系统问题和解决方法
2017-08-07 05:48钟菊玫廖家熠
中国氯碱 2017年6期
钟菊玫,廖家熠
(广西柳化氯碱有限公司,广西柳州545600)
液环式真空泵系统问题和解决方法
钟菊玫,廖家熠
(广西柳化氯碱有限公司,广西柳州545600)
介绍了液环式真空泵(纳氏泵)抽真空系统装置在生产过程中所出现的问题和解决方法。利用DCS的优点实现了自动调节和远程监控,确保真空泵抽真空系统装置的稳定运行,降低了操作人员的劳动强度,减少设备故障的发生率,保证了安全生产。
液环式真空泵(纳氏泵);自动调节;DCS
广西柳化氯碱有限公司15万t/a烧碱和8万t/a液氯项目,配套2台液环式真空泵所组成的液氯包装废氯气抽真空系统。自2010年生产装置开车以来,废氯气抽真空系统装置故障多,运行不稳定,影响系统安全生产,针对存在的问题进行技术改造,利用DCS进行自动调节和远程监控,做到优化操作,节能降耗,确保液环真空泵抽负装置的安全稳定运行。
1 液环式真空泵抽负系统流程
液环式真空泵系统流程示意图见图1,液氯包装所产生的废氯气(主要由氯气和空气组成)进入到真空罐,由液环式真空泵以98%(wt)浓硫酸为介质进行循环抽吸,维持真空罐在30~40 kPa的真空度,确保液氯充装钢瓶操作顺利进行。从液环式真空泵出来的气液混合物(主要由氯气+空气+浓硫酸组成)进入到气液分离器进行气液分离,从分离器出来的废氯气进入到氯气吸收塔,以浓度为18%(wt)左右NaOH溶液吸收氯气,不凝性气体(空气)由风机抽出来排空。从分离器出的浓硫酸因经液环泵压缩后温度会升高,需移走热量,浓硫酸经过螺旋板式冷却器以循环冷却水冷却后再进入到真空泵进口,不断循环抽吸液氯包装产生的废氯气。液氯包装时废氯气中混入的空气中含有水分,特别是南方天气,空气水分量大,水分随混合气和浓硫酸接触后被浓硫酸吸收,致使浓硫酸变稀,所以要定期排放和更换浓硫酸,防止设备被腐蚀。当硫酸浓度降到92%(wt)时,就要从高位槽加入98%(wt)浓硫酸进行置换。
液环式真空泵系统装置中从分离器出口到真空泵进口回流管安装有回流阀,是根据液氯充装岗位操作性质决定的。液氯充装操作是断断续续的,送往液环真空泵系统废氯气量跟随液氯充装量变化而变化。而真空泵系统装置是连续运行的,当液氯充装系统排放的废氯气减少或停止时,要求打开回流阀补充部分废氯气到真空泵入口,以维持浓硫酸循环和带走热量,确保真空罐真空度稳定。
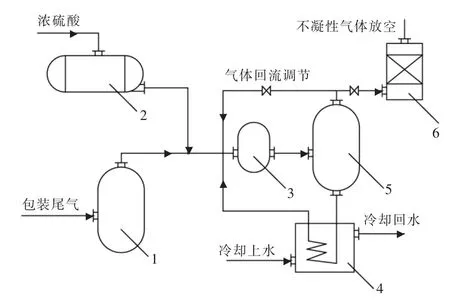
图1 改造前液环式真空泵流程示意图
2 液环真空泵系统装置在运行中存在的问题
废氯气真空系统装置自开车投入运行后,由于液氯充装系统排放的废氯气量不稳定,造成真空泵出口压力波动大且频繁,致使进口真空罐的真空度无法保证,甚至失去真空度变为正压,直接影响到液氯充装岗位的液氯充装钢瓶操作,造成液氯包装无法进行,影响氯气系统平稳生产,严重时氯气会泄漏到空气中,造成环境污染和人员中毒事故。此外,因泵出口压力过低致使循环硫酸断酸无法移出热量,真空泵泵壳、叶轮和机械密封因温度过高腐蚀严重而频繁损坏,使用寿命缩短,增加维修量和维修费用。
通过分析,废氯气真空泵系统装置运行时发生循环硫酸中断,导致系统失去真空度和发生机械故障。发现当系统正常运行时,真空泵出口压力即气液分离器的压力要保持大于或等于0.1 MPa,当小于此值时硫酸容易失去循环发生中断现象,而送往废氯气吸收塔管道为-2 kPa左右,在操作中要把气液分离器出口阀关小,把分离器压力提升0.1 MPa以上,以满足真空泵系统运行时循环硫酸不发生中断。由于液氯岗位充装钢瓶的操作是间隙排放废氯气,送往真空泵系统的废氯气也随液氯充装量的大小而变化,当废氯气真空泵出口压力降低,此时操作人员关小或关闭出口阀,以防止真空泵发生循环酸中断;当液氯岗位充装量大时,真空泵出口压力会升高,此时操作人员开大出口阀防止泵因超压而损坏。真空泵出口压力调节是由人工操作,增大了操作人员的强度,时常因岗位间协调问题和人工调节不及时造成真空泵出口压力波动大,真空罐失去真空度,真空泵断酸造成泵损坏事故。
3 液环真空泵系统装置问题的解决
为了解决真空泵出口压力因人工调节不及时,导致循环硫酸断酸造成设备损坏影响系统生产或氯气泄漏污染环境、人员中毒事故发生的问题。对真空泵系统进行工艺改造,见图2。在真空泵出口即气液分离出口管安装自动调节阀,和原来手动调节阀并联,在气液分离器安装远传压力检测装置,利用DCS进行远程监控和自动调节操作,可设置调节阀根据气液分离压力调节开度,稳定真空泵出口压力在0.1 MPa,当气液分离器压力低于设定值时(0.1MPa),DCS产生低报以提醒主控操作员通知现场操作工检查真空泵系统运行情况,循环硫酸是否中断,真空罐是否失去真空度等。提高液氯包装充装钢瓶效率和系统生产负荷,防止氯气泄漏到空气中污染环境和人员中毒事故发生。

图2 改造后液环式真空泵流程示意图
4 结语
氯气处理工序液环式真空泵抽真空系统装置优化改造后投入运行,自动调节阀反应灵敏,真空泵进口真空度和出口压力很稳定,真空泵循环硫酸很少发生断酸事故,使真空泵故障率和维修量大大降低。不仅提高了液氯包装工作效率,改善了工作环境,还提高了装置的自动化操作程度,降低了人员的劳动强度,有效保证了装置安全稳定运行。
Liquid ring vacuum pump system problems and resolution
ZHONG Ju-mei,LIAO Jia-yi
(Guangxi Liuhua Chlor-alkali Co.,Ltd.,Liuzhou 545600,China)
Introduce liquid ring type air really pump device(nessler's pump)vacuum system in the process of production and solutions for the problems.Use of the advantages of DCS to realize the automatic adjustment and remote monitoring,to ensure that the air pump for the stable operation of the vacuum system device,reduce the labor intensity of the operators and reduce the incidence of equipment failure,to ensure the safety in production.
liquid ring vacuum pump(nessler's pump);automatic adjustment;DCS
TQ051.21
B
1009-1785(2017)06-0032-02
2017-04-12
猜你喜欢
中国氯碱(2022年6期)2023-01-06
氯碱工业(2022年7期)2022-11-07
氯碱工业(2022年2期)2022-07-04
水泵技术(2022年2期)2022-06-16
设备管理与维修(2022年6期)2022-04-22
资源节约与环保(2019年10期)2019-11-05
造纸信息(2019年7期)2019-09-10
中国化工贸易·上旬刊(2018年9期)2018-09-10
中学化学(2017年2期)2017-04-01
中学生数理化·中考版(2017年1期)2017-03-29
