
数控弯管机弯曲成形芯棒的研究
2017-08-07 19:32汪鹏飞李殿起
重型机械 2017年4期
汪鹏飞,李殿起
(沈阳工业大学 机械工程学院,沈阳 110870)
数控弯管机弯曲成形芯棒的研究
汪鹏飞,李殿起
(沈阳工业大学 机械工程学院,沈阳 110870)
数控弯管机管件弯曲成形过程中,易出现管壁压扁、破裂、折皱等问题。芯棒的设计和应用解决了这一难题。所以优化芯棒的技术是提高弯管质量的重要环节。本课题以台湾颖霖弯管机(CNC-80 Tube bender型)为对象就芯棒的设计、结构、原理进行了研究,并研究了芯棒直径、伸出量、芯头数等参数及关系公式,抽芯速度、弯曲速度对弯曲质量的影响,芯棒与管件间隙对弯曲变形产生的影响,芯棒的选择和应用等问题。芯棒的使用降低了生产成本,提高了质量,为弯管成形加工提供理论参考与实际指导。
数控弯管机;弯曲成形;芯棒;伸出量
0 前言
随着数控弯管技术广泛应用于空调、汽车、航空、船舶等多个领域,弯管在工业发展中占有越来越重要的地位,因此弯管的质量和性能将直接影响工业产品的结构性能。但管件弯曲成型过程中会出现很多缺陷,主要是弯曲破裂、压扁、撕裂、起皱等问题。灌沙是解决管件畸变的问题的传统方法,现在芯棒的设计与应用合理地解决了弯曲成形中出现的问题。芯棒是数控弯曲成形工艺的重要组成构件,芯棒的设计和工艺参数对管件质量有重要影响。近年,国内外很多金属材料方面的学者利用有限元、理论分析、实验分析对管件弯曲成形过程进行了大量研究,主要研究管件材料性能。本文用台湾颖霖生产的数控弯管机(CNC-80 Tube bender型号)对芯棒的结构和工作原理进行了研究,对芯棒直径、芯头数、伸出量、抽芯速度、弯曲速度之间的关系进行了分析,并建立了描述模型,研究参数对管件质量影响的规律。分析得出芯棒伸出量对管件弯曲成形质量的影响规律,芯头数目对弯曲质量的影响规律,芯棒厚度与弯曲质量的关系,研究结果为数控弯曲加工过程中选取芯棒参数提供依据。
1 数控弯管机芯棒结构与原理的分析
数控弯管技术就是弯管机与芯棒结合进行弯曲加工的技术,芯棒的设计是根据管件弯曲形变情况而定的,芯棒的主要作用是管件弯曲时芯棒支撑着管件内壁以防止管件扁化或开裂。芯棒的结构分为芯轴与芯头,芯轴根据弯曲管材直径不同而设计多种型号,芯头数目根据管件弯曲情况以及管件材料性能而定。多种型号的芯棒设计可以供弯曲加工选择。根据加工情况,合理的选择芯棒类型。芯棒有刚性芯棒和柔性芯棒两类。目前数控弯管加工中多使用刚性芯棒,柔性芯棒可根据管件弯曲程度进行相应的调整,管件弯曲成形后还可以从管道中抽出来,柔性芯棒的特点是可以实现不用程度的移动和转动。图1为柔性芯棒基本结构图。

图1 柔性芯棒基本结构
柔性芯棒伸入管坯弯曲示意图如图2所示。在管件弯曲前,将芯棒预先安装在工件设备上,再安装毛坯管件,安装时芯棒置入管件内,管材固定在弯曲模具上,进行加工前调整,弯曲模在设备指令下带动固定块运动,使管件弯曲成形。
2 弯管机芯棒的参数分析
正确的选择芯棒类型是提高管件弯曲成形质量的重要条件,芯棒伸入管坯的位置、芯棒与管坯内壁的间距对弯曲管件的质量也有重要影响。图3所示为芯棒大小与芯头位置示意图。d表示芯棒直径;s表示芯头厚度;P表示芯棒与芯头孔中心距;r表示芯棒圆角半径;e表示芯棒伸出量。
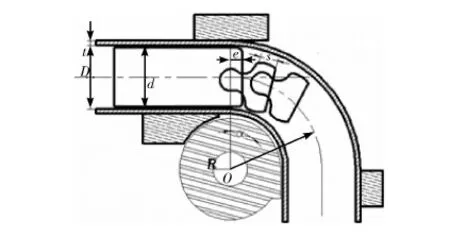
图2 柔性芯棒伸入管坯弯曲示意
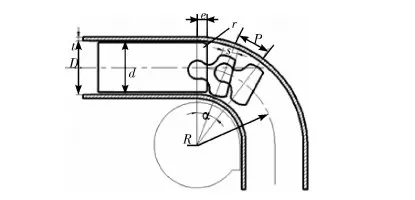
图3 芯棒结构尺寸与工作位置示意
(1)芯棒直径d。芯棒直径大小与管壁内侧间隙对管件弯曲质量有关,当芯棒直径d较小时,芯棒对管壁起不到支撑作用,弯曲时管壁会发生折皱或扁化情况;当芯棒直径d较大时,管壁横截面变形减小,管材所受切向应力增大,易引起管件外裂。所以,合理的设计芯棒直径很重要,实际应用的芯棒直径都比管件内径小,根据实际加工芯棒直径公式
d≈(0.96~0.98)D内
(1)
式中,D内表示管壁内径。
(2)芯棒伸出量e。芯棒伸出量对管件横截面变形程度、扁化、开裂、壁厚减薄、折皱等都有影响。当芯棒的芯头所处位置不合适时,管件弯曲易发生各种缺陷,当芯棒伸前量e较小时,芯头不能为管件弯曲提供足够的支撑力,弯曲时产生扁化,且管壁所受切应力较小,管壁的减薄率也较小。当芯棒伸前量较大时,管件内壁与芯棒的间隙变小,摩擦力增加,管件受切应力也增大,管件减薄率增加,管件将出现折皱、开裂现象。根据图3芯棒位置的几何关系,可以粗略的计算出伸前量为
e=μ(2R+D内-2t-u)
(2)
式中,t表示管件壁厚;μ表示芯轴与管壁内侧间隙距。
实际生产中使用的芯棒都有圆角,所以考虑芯棒圆角半径r,再计算芯棒伸前量时,理论值e和实际生产值e′分别为
e=(R+D2-T)2-(R+d2)2+r
(3)
e′=(1/4~1/3)D内
式(3)中可以得出伸前量与芯棒参数的关系。
(3)芯棒芯头参数。影响管件质量的除芯棒直径、伸前量,还与芯头有关。芯头参数包括芯头的厚度s、中心距P、芯头数量n等。
芯头厚度s与间距P对管件成形的影响,当s较小时,芯头连接时与下一个芯头之间的连接不稳定,影响芯棒的性能。当芯头s较大时,芯棒不能为管壁内侧提供足够的支撑力。芯头中心距P时,芯头连接时发生干涉,对管件弯曲半径有影响,且管壁横截面支撑不足,从而引起管壁的畸变。根据实际弯曲生产情况可知中心距P的关系为
P-sD/2≤π6
(4)
为避免芯头连接时发生干涉,根据几何关系可得芯头厚度关系为
nsR-D/2≤nPR
(5)
理论要求管件的有效支撑面是圆心角所对应的圆弧段,且圆心角应大于弯曲角度的一半,管件弯曲受力时,芯棒与管件内壁是接触临界状态,可得厚度s、P为
s=πα180(R-d2)-en
(6)
P=παR180-en
(7)
根据式(4)、(5)可确定芯头参数的取值范围,根据(6)、(7)可计算芯头厚度、芯头中心距的值。
(4)芯头数目n。芯头数目对管件的畸变和壁厚变化有影响,芯头数目越多,芯棒与管件内壁的摩擦力越大,则管壁外侧越薄,同时芯棒退出难度增大,如果管件弯曲角度增大,芯头数量多会对弯管件受力起到很好的支撑力,从而保证管件弯曲质量。芯头数目计算公式:
n=α-arctaneR2arcsinP2R
(8)
与管件弯曲成形质量有关的还有退出芯棒的速度、管件弯曲的速度、助推管件进给的速度。所以合理的采用芯棒参数以及机床运动各参数对弯曲质量有重要影响。
3 芯棒的实验与使用
根据课题对芯棒结构及参数的研究,以台湾颖霖数控弯管机为实验设备,实验材料为321不锈钢,做芯棒参数不同情况下对管件弯曲质量的影响,实验材料的力学性能表1。
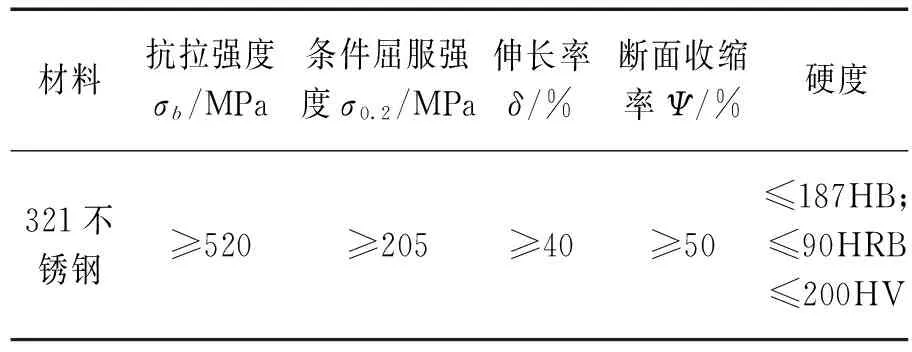
表1 实验材料的力学性能
芯棒影响弯曲质量的主要参数是伸前量e、中心距P、芯头数目n,对芯棒设置不同条件的参数,观察管件壁厚变化、开裂情况、回弹角度,并检测管件弯曲成形后质量情况,表2是芯棒参数变化设置。
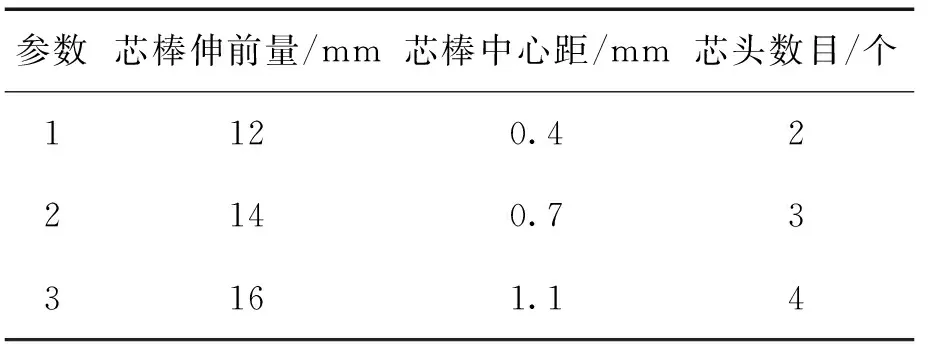
表2 芯棒实验参数的设置
根据芯棒参数条件设置不同,记录实验条件,测量管件成形后变化值,得出管件薄厚变化率、横截面变形率 回弹角变化等情况。根据实验结果分析出一定条件下管件弯曲质量最好的芯棒参数,表3是管件弯曲成形实验值。
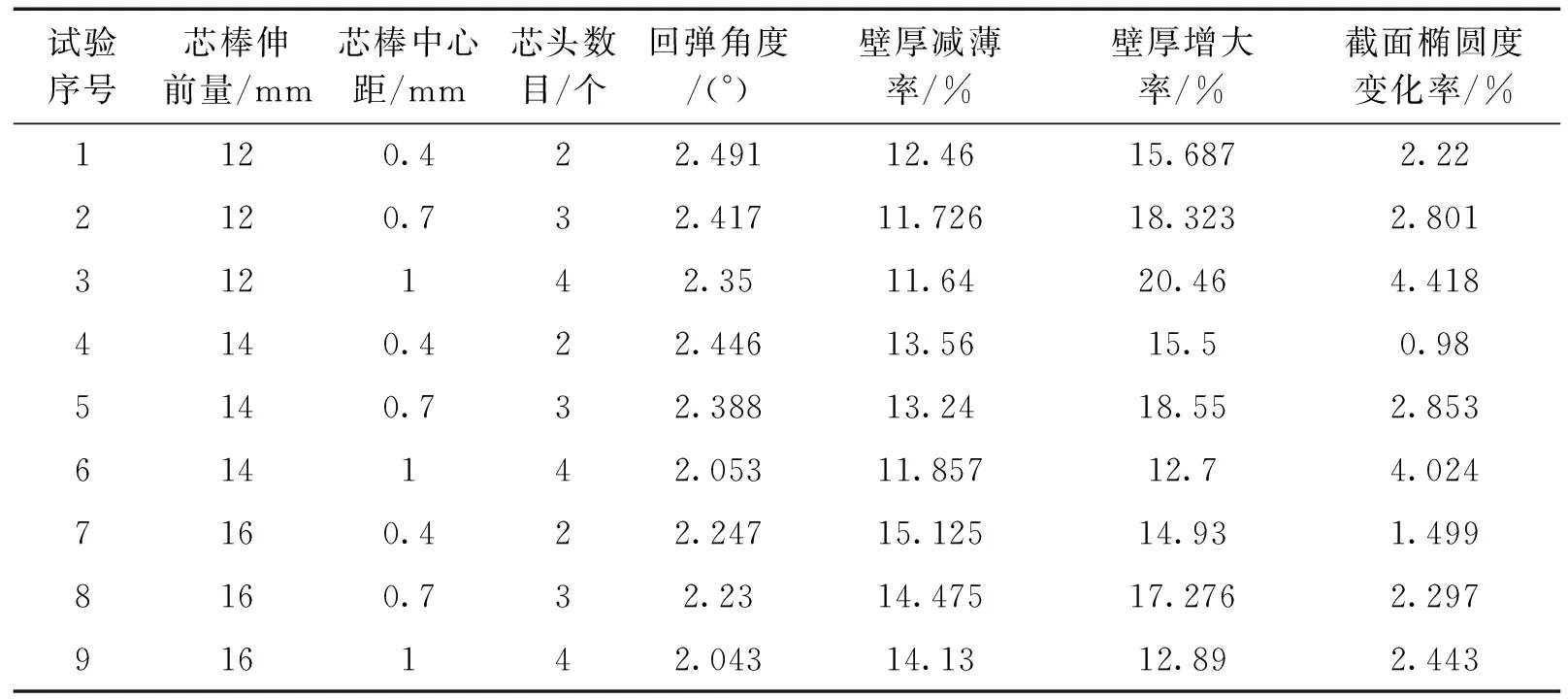
表3 管件弯曲变化试验值
试验管材变形情况如图6。

图6 试验管材变形对比
试验结果得出芯棒参数对管件弯曲质量影响的规律,为实际弯管加工提供数据支持。
芯棒的应用使管件弯曲质量得到了很大提高,比传统的灌沙方法方便、高效,目前芯棒技术在工业中应用广泛,对工业发展有重要影响。
4 结语
传统的灌沙方法已经不能满足对管件弯曲质量的要求,芯棒的设计和应用对弯管质量有了很大提高,根据建立芯棒参数模型,对不同芯棒参数条件做了多次弯曲试验。试验数据表明了芯棒对弯管质量有重要影响,以及芯棒各参数对弯管弯曲成形中具体缺陷的影响,并为弯管的实际加工提供数据支持。
[1] 鄂大辛.金属管材弯曲理论及成形缺陷分析[M].北京:北京理工大学出版社,2016:127-181.
[2] 王同海. 管材塑性加工技术[M]. 北京: 机械工业出版社,1998:28-29.
[3] 金国明 .弯管芯棒的选取和使用[J]. 模具技术,1999,24(02):62-65.
[4] 刘婧瑶,唐承统,宁汝新,等.薄壁管数控弯曲成形中芯轴参数的确定[J].机械设计与研究,2008,24(05):70-73.
[5] 艾治勇.弯管的弯曲成形分析及其力学特性研究[D].上海:上海交通大学,2005:47-48.
[6] 张静静,杨合,詹梅,等.助推作用对大口径铝合金薄壁管数控弯曲壁厚减薄和回弹的影响[J].塑性工程学报,2008,15(01):60-65.
[7] 杜红伟.薄壁管有芯旋转模弯成形回弹与伸长的研究[D].杭州: 浙江工业大学,2010:24-26.
[8] 贾美慧,唐承统,王文刚.工艺参数对管材绕弯成形质量的显著性影响分析[J].机床与液压,2012,40(21):29-33.
[9] 许小妹,鲁世强,方军,等. 芯棒伸出量对不锈钢管数控弯曲成形质量的影响[J].锻压技术,2014(05):73-77.
[10] 李廷平,罗欣,刘锦平,等.管材绕弯成形芯棒的设计与应用[J].铜业工程,2016(02):19-23.
[11] 巫帅珍,王雅萍,朱目成,等.芯棒参数对薄壁管绕弯成形质量影响分析[J].西南科技大学学报,2016,31(02):99-105.
[12] 鄂大辛,宁汝新,唐承统,等.管材的回转牵引弯曲试验及回弹分析[J].北京理工大学学报,2006,26(05):410-412.
[13] 鄂大辛,宁汝新,古涛.管材横截面畸变的试验分析[J].兵工学报,2006(05):68-71.
Research of CNC pipe bender forming mandrel
WANG Peng-fei,LI Dian-qi
(School of Mechanical Engineering, Shenyang University of Technology, Shenyang 110870, China)
In CNC pipe bender, the forming process of tube wall is seen flattening, rupture, wrinkle and so on, while the design and application of mandrel could solve this difficult problem. So the optimization of the mandrel technology is very important to improve the quality of pipe bending. In this paper, it took the Taiwan Yinglin pipe bending machine (CNC-80 Tube bender type) as it’s concerning subject, the mandrel design, structure and principle are analyzed, it discussed mandrel diameter, stretch out the amount, core numbers and their relationship formulas. After that it considered how much the core pulling speed and bending speed influence bending quality, as well as the fitting clearance between the mandrel and the pipe on the impacts of bending deformation, issues of the selection and application of mandrel. It showed using mandrel could reduce the production cost, improve quality, which provide theoretical reference and practical guidance to bend forming.
CNC pipe bending machine;forming;mandrel;out of the amount
2017-01-03;
2017-03-17
国家自然科学基金青年基金项目(51105257,51310105025)辽宁省高等学校杰出青年学者成长计划(LQJ2014012);中国博士后科学基金(2015M571327)
汪鹏飞(1989-),男,河南人,硕士研究生,研究方向为金属管材数控弯曲及仿真分析。
TG335.6
A
1001-196X(2017)04-0030-04
猜你喜欢
煤气与热力(2021年11期)2021-12-21
天津冶金(2021年4期)2021-08-18
煤气与热力(2021年4期)2021-06-09
煤气与热力(2021年3期)2021-06-09
有色金属材料与工程(2017年3期)2017-07-15
科技创新与应用(2017年14期)2017-05-19
科技创新导报(2016年8期)2016-10-21
科技与创新(2015年13期)2015-07-03
山东工业技术(2014年12期)2014-05-03
——连轧钢管芯棒运行方式50年演变历程
钢管(2014年3期)2014-02-20
