
邯钢8号高炉煤粉系统生产实践
2017-07-31 19:17:08刘永刚
山西冶金 2017年3期
刘永刚
(河北钢铁集团邯钢公司炼铁部, 河北 邯郸 056015)
生产实践·应用技术
邯钢8号高炉煤粉系统生产实践
刘永刚
(河北钢铁集团邯钢公司炼铁部, 河北 邯郸 056015)
邯钢炼铁部8号高炉喷吹制粉系统采用中速磨制粉、布袋收粉、直接喷吹、单管路加分配器、浓相输送等先进技术,该系统具有制粉能力强、资源消耗少、控制精度高、操作方便等优点。
高炉 喷煤 制粉
河北钢铁集团邯钢公司(全文简称邯钢)炼铁部运行车间8号高炉煤粉系统由上料系统、烟气炉干燥气系统、磨机制粉系统及煤粉喷吹系统组成[1]。原煤上料系统主要有天车、皮带、给料机、分料小车等设备组成,最大上料能力为300 t/h;制粉系统的主要设备为3台65 t中速磨煤机,设计能力为195 t/h,可磨制挥发分控制在23%以下的混合煤粉,承担着炼铁部5号、7号、8号高炉喷吹煤粉的制备;8号高炉煤粉喷吹系统整体引进荷兰达涅利技术,采用并罐式直接喷煤、底部氮气充压和流化的工艺,具备烟煤、无烟煤混喷的能力,设计最大喷煤能力73 t/h。
1 煤粉系统工艺流程
1.1 原煤储运系统
原煤储运上料系统由储煤场、2部15 t抓斗天车、2台配煤给煤机、4条转运皮带,2组电动推杆分料器组成。储煤场分为南垛、北垛两部分,分别堆放烟煤和无烟煤;天车工根据需要把原煤抓到配煤给煤机上,主控室操作人员可以通过调节烟煤和无烟煤的配比来控制2台配煤机的上料速度,从而控制烟煤和无烟煤的配比并确保配料的均匀;配好的原煤通过4条转运皮带到达原煤仓顶部,主控操作人员通过控制分料器把皮带上的原煤分流到3个原煤仓中,其中1号皮带的上端安装有一个除铁器,可以通过磁铁把原煤中的金属异物排出。
1.2 烟气炉干燥气系统
干燥气系统是为磨机提供干燥剂,降低氧含量的惰化剂和输送介质的加热装置。本系统采用混合干燥剂,由热风炉废气和高炉煤气、焦炉煤气在烟气炉燃烧生成的烟气混合而成。热风废气的温度在110~180℃左右用量一般为70%以上,煤气燃烧产生的烟气温度为700~900℃,用量占25%~10%,通过调节二者混合比例,来控制混合后干燥气的温度,使干燥气温度到达磨机入口所需温度范围,此干燥气完全满足中速磨制粉的要求,而且因含氧量低,特别适合磨制烟煤时使用。
本系统既保证了磨制烟煤需要的低氧气氛,又能利用热风炉废气余热,达到安全和节能的双重效果,符合国家倡导的循环经济的产业政策。
1.3 制粉系统(见图1)
制粉系统采用上重生产的HPS1103碗式中速磨煤机,其特点是密封性好、噪音低、能耗小,煤粉粒度可以调节。磨辊采用外置式弹簧变加载,当磨辊需要检修时,可以把磨辊翻出磨机体外,检修非常方便,是目前先进的制粉设备。
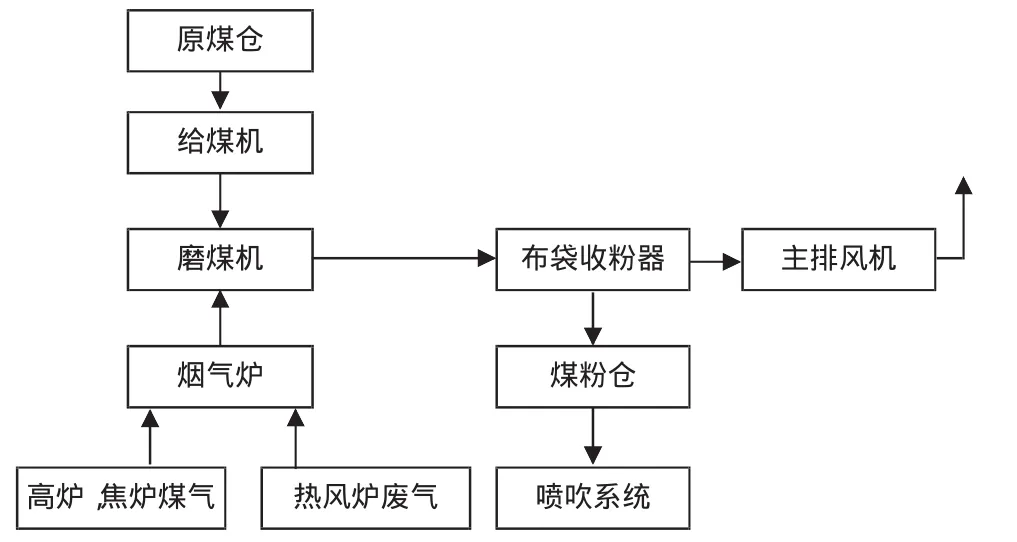
图1 制粉工艺流程图
其工作原理:原煤仓中的原煤通过称重给料机定量均匀地从落煤管进入磨煤机的磨盘中部;磨机主电机经联轴器与减速机连接,减速箱带动磨盘转动;磨盘中心的原煤,依靠磨盘转动产生的离心力不断的向磨盘边缘移动,原煤通过磨辊下面时被碾磨;磨辊加载压力越高,磨机碾磨力越大,煤粉的细度越高,但加载压力过大会对设备造成损害;旋转的磨盘通过原煤带动3个磨辊转动,同时对原煤进行碾磨;碾磨后的煤粉落到磨盘边缘,磨盘边缘由有环形风道,干燥气以大于35 m/s的速度由风道进入到磨盘上部[2],由于气流卷吸作用,煤粉由干燥气带到磨机上部的粗粉分离器中;本磨机自带的挡板式粗粉分离器,挡板角度可以调节,角度越小,煤粉的粒度越细;经过粗粉分离器的分离,粒度过粗的煤粉重新回落到磨机内,再次进行研磨,合格的煤粉在干燥气的带动下进入布袋收粉器,通过布袋收粉器进行煤粉和干燥气的分离,收集好的煤粉由星型卸灰阀进入煤粉仓,同时分离后的干燥气被排入大气中。
1.4 喷吹系统(见图2)
8号高炉煤粉喷吹采用直接喷吹布置方式,即制粉、喷吹二位一体的方式,这种喷吹形式简化了喷吹工艺流程和设施,节省投资,减少了喷吹煤粉的中间环节,也大大降低喷吹烟煤时的不安全因素。
喷吹的工艺和设备全套引进荷兰达涅利的技术,采用双罐并罐布置,喷煤罐底部氮气充压和流化,具备烟煤、无烟煤混喷的能力。喷吹罐的出粉方式为下出料、喷吹总管加分配器的形式。分配器安装在高炉顶端,分配器的32根支管等距分配到高炉的各个风口,每个支管从分配器到高炉风口的距离、阻力都相等,有利保证喷煤的均匀性和稳定性。分配器的各喷煤支管均设有空气吹扫阀门,按程序定设定时间进行吹扫,防止喷煤支管堵塞。煤粉仓按照压力容器设计制作,喷吹罐放散的氮气直接进入煤粉仓,使煤粉仓始终处于惰性气体的保护状态,提高系统的安全性。
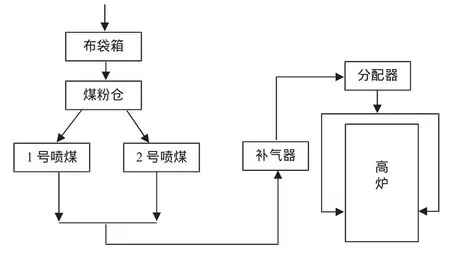
图2 喷吹工艺流程图
2 工艺特点
2.1 中速磨制粉,布袋收粉
采用以中速磨煤机为核心制粉工艺,磨机自带粗粉分离器,布袋箱配合卸灰阀、振动筛收粉,流程短,工艺先进。其特点是:结构紧凑、占地面积小、基建投资低、噪音小,金属消耗少和磨煤电耗低等优点[3],粉尘排放少,环保效果好;缺点是:中速磨对原煤要求高,如果原煤中粒度太大,杂质多,对磨机产量影响严重,甚至造成堵磨。
2.2 中速磨外置弹簧加载
采用外置式弹簧边加载装置,代替复杂的磨辊液压加载设备,其特点为:弹簧组件不会腐蚀和磨损,外弹簧组件的部件比液压加载系统的部件少得多,初期成本较低,更换部件的费用较少,容易维护,维修次数也相应减少。
2.3 等距离喷吹
分配器安装在高炉旁的平台上方,该类型分配器使每根输出支管具有低流动阻力和相等的流动面积。从分配器引出的32根支管与安装在风口直吹管上的喷煤枪相连。每根支管各自独立,各支管按照等管径、等长度和相同的阻力损失布置,以获得各支管喷吹的煤粉均匀分配。
2.4 喷煤罐压力自动调节
煤粉喷吹系统带罐压自动调节装置,控制软件根据设定的喷煤量可对喷吹罐压力自动调节,通过电动压力调节阀和气动放散阀实现罐压的稳定,同时控制软件根据喷煤量的大小对输送空气进行调节,最终实现喷吹煤粉的均为稳定。
2.5 喷煤枪自动吹扫,减少堵枪
在高炉喷煤过程中最重要的就是喷煤曲线的均为性和稳定性。如果煤粉在各喷煤支管分配不均或喷煤枪堵塞,不仅影响喷煤量的多少同时如果处理不及时会,煤粉在高炉各风口分配不均匀,影响炉况甚至烧坏煤枪。为避免喷煤时,煤枪堵塞的发生,本系统增加了喷枪自动吹扫功能,运行效果良好,基本杜绝了煤枪堵塞的发生。
每支枪都有一个喷吹阀一个吹扫阀,正常时吹扫阀关闭喷吹阀打,当进行煤枪吹扫时喷吹阀关闭吹扫阀打开。本系统能够灵活进行自动、手动的吹扫选择以及吹扫周期、吹扫强度的设置。吹扫时,系统依次从1~32支煤枪开始检测,如果该煤枪正在喷煤,则控制相应喷吹阀关闭,吹扫阀打开,达到设定的吹扫时间后,该喷煤枪恢复到喷煤状态,系统继续对下喷煤枪进行吹扫,依次循环,直至整个系统32支煤枪都吹扫一遍,等待下一吹扫周期的开始;如果吹扫时该煤枪未喷煤,则跳过该煤枪,继续对下一煤枪进行检查和吹扫。
2.6 完善的安全措施
1)丰富检测点(见表1)。
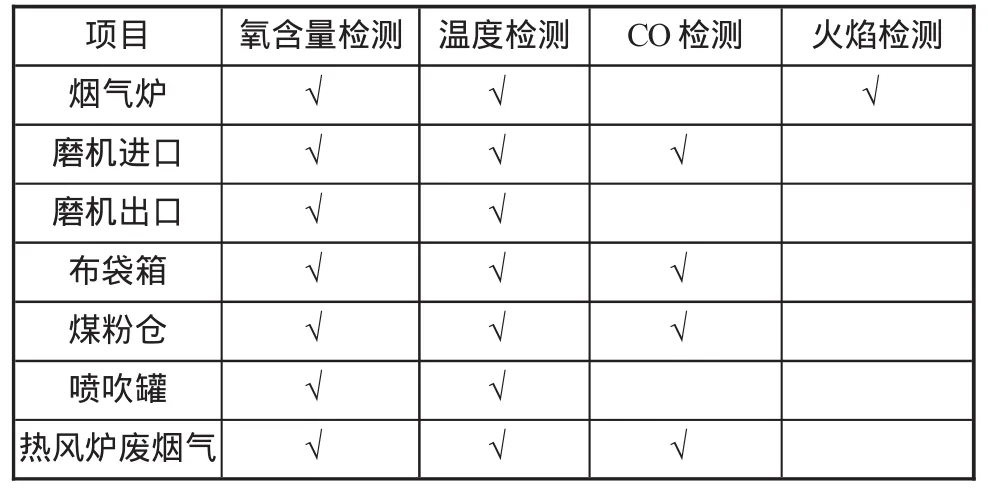
表1 增加了的检测点
2)安全联锁。烟气炉灭火时,煤气阀自动关闭,磨机停机、系统开始充氮;烟气炉出口、布袋箱、煤粉仓当φ(O2)高于8%或磨机出口温度超90℃、进口280℃时系统报警并自动充氮,当磨机出口到达100℃或进口300℃,磨机将自动停机并系统充氮。
3)喷吹系统充压、补压及煤粉仓、喷吹罐流化均采用氮气。
4)采用低氧含量的干燥气(高炉废烟气)对原煤进行烘干,使系统内部φ(O2)不高于8%。
3 结语
本系统自2009年投入生产以来,系统运行稳定可靠,操作方便,容易维护,自动化程度高,现在喷煤量约50 t/h,最大喷煤能力73 t/h,能够满足3 200 m3大高炉的生产需要。由于该系统喷煤具有量好的连续性,能够均匀稳定喷煤,为高炉的顺行提供了有力的保证。
[1] 金艳娟.高炉喷煤技术[M].北京:冶金工业出版社,2008:21.
[2] 汤清华,马树涵.高炉喷吹煤粉知识问答[M].北京:冶金工业出版社,2009:93-96.
[3] 郝素菊.高炉炼铁500问[M].北京:化学工业出版社,2008:422-423.
(编辑:苗运平)
Production Practice of Pulverized Coal System of No.8 BF in Hansteel
LIU Yonggang
(Iron&Steel Department of HBIS Group Hansteel Company,Handan Hebei 056015)
The advanced technologies including medium speed pulverizing,powder collecting by bag,direct injection, single pipe and distributor,dense phase conveying are adopted in pulverizing system of No.8 blast furnace in Handan Iron and Steel Company.This system has the advantages of strong pulverizing ability,less resource consumption,high control precision,and convenient operation etc.
blast furnace,coal injection,pulverizing
TF538.6
A
1672-1152(2017)03-0074-03
10.16525/j.cnki.cn14-1167/tf.2017.03.30
2017-03-20
刘永刚(1987—),男,大学本科,助理工程师,2010年毕业于武汉科技大学冶金工程专业,现在河北钢铁集团邯钢公司从炼铁生产工作。
猜你喜欢
山东冶金(2022年4期)2022-09-14 09:00:14
四川冶金(2019年5期)2019-12-23 09:04:54
当代陕西(2019年13期)2019-08-20 03:54:20
三联生活周刊(2017年33期)2017-08-11 13:58:46
中国水土保持(2017年7期)2017-07-18 11:49:50
火控雷达技术(2016年1期)2016-02-06 02:18:08
电子设计工程(2015年3期)2015-02-27 12:03:44
上海金属(2014年6期)2014-12-20 07:59:50
金属加工(热加工)(2013年5期)2013-04-17 03:59:16
食品科学(2013年22期)2013-03-11 18:29:29
