铝带热轧液压剪设计计算及参数选型
2017-07-31 20:40刘畅
装备制造技术 2017年6期
刘畅
(哈尔滨汽轮机厂,黑龙江哈尔滨150000)
铝带热轧液压剪设计计算及参数选型
刘畅
(哈尔滨汽轮机厂,黑龙江哈尔滨150000)
介绍液压剪剪切的各个过程,根据铝带热轧机的带材剪切特点,分析斜刃剪在不同条件下的剪切力计算及重要参数选择。分析了工程设计时液压剪的常规算法,为液压剪的设计分析及参数选择提供理论依据。
铝带热轧;液压剪;斜刃剪
在铝带热轧机生产中,轧制完前几道次时,带材头尾都往往会出现“张嘴”现象,从而影响了板坯的后续咬入及传动,所以需设置液压剪用于将带材开裂的头部和尾部剪切掉,此时带材厚度往往较厚,大约在80~150 mm之间,因此所需剪切力较大,所以称为重型液压剪。当带材轧制完成后,若产品为板材,此时常常需要定尺分切,则该液压剪称为轻型液压剪,轻型液压剪剪切对象主要为薄板。此研究的目的是根据实际设计来讨论设计参数的准确性及应用,为液压剪的设计分析及参数选择提供理论依据。
1 轧件剪切过程分析
铝合金的剪切过程可简化分为如下几个阶段:刀片压入金属阶段、金属塑性滑移阶段、金属断裂阶段。在不同阶段,被剪合金剪切区域内应力状态是不同的。在整个剪切过程中,剪切区应力状态不断变化,剪切力也在不断变化。
1.1 刀片压入金属阶段
如图1所示,当刀片压入金属时,上下刀片对被剪切合金的竖直压力F构成力矩Fa,该力矩使轧件有顺时针旋转的趋势。而上下刀片侧面对轧件的侧向推力T构成力矩Tc,该力矩阻止轧件顺时针转动[1]。随着刀片的压入,轧件的转动角度变大,到一定角度时,两力矩平衡,轧件停止转动。即
Fa=Tc
其中:T=Ftanγ


由此可知,压入深度越大,角度γ越大,侧向推力T越大。为了提高剪切质量,减小γ角,一般在液压剪上均装设有压板装置,把轧件压在下刀架上。设计压板不仅提高了剪切质量,使剪切端面平直,并且大大减小了侧向推力T,改善了液压剪的受力情况,提高了设备的稳定性与可靠性。

图1 剪切时作用在轧件上的力
1.2 金属塑性滑移阶段
随着剪切的进行,剩余的被剪切合金的面积越来越少,在侧向推力T的作用下,切入深度较大的金属逐渐被掰开,从而在这些剩余面积上产生的剪切应力也在不断的变化。
如图2所示,ε为轧件的相对切入深度,剪切力P随ε的增加按照图中所示的抛物线A增加,一直增加到金属开始沿整个断面产生滑移为止。如果剪切应力τ为常数,则剪切力P将沿直线B减小。实际上,由于侧向推力T,切入深度较大的金属逐渐被掰开,τ值是随着ε的增加而减少,因此剪切力P按照曲线C很快减小。
此阶段有如下公式:

1.3 金属断裂阶段
如图2所示,随着剪切的深入,金属连接面积越来越少,当ε达到某一定值时,在侧向推力T的作用下,金属断裂。此时剪切力P为零。
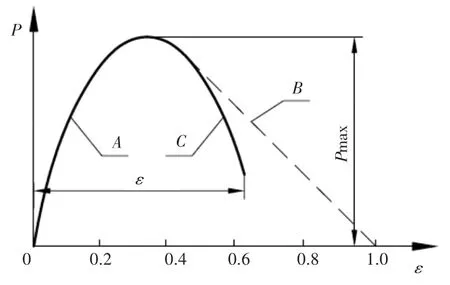
图2 P随ε变化图
2 斜剪刃液压剪剪切力计算
铝带热轧机的设计上,一般采用斜剪刃,斜剪刃较平剪可以减小液压缸剪切时的剪切力,但是增加了液压缸的剪切行程。在带材的剪切过程中,剪切区域的应力分布为三维应力状态,计算过程复杂,工程应用中对此通过简化公式进行计算。
2.1 btanα>h条件下液压剪最大剪切力计算
如图3所示,在稳定剪切间段,根据上节的分析,由于金属在切入深入不断增加变化下断裂,剪刃对带材的有效剪切段不是BC段而是BD段,随着剪切的进行,有效接触段长度一直保持为x,此时剪切力为最大值并保持恒定。

图3 剪切过程简图
剪切力计算公式如下:
P=P1+P2+P3
其中:P1为纯剪切力;P2为轧件被剪掉部分的弯曲力;P3板带在剪切区域内的弯曲力,在此区域由于上刀片的压力使金属形成使金属形成局部的碗型弯曲[2]。
在考虑了P2、P3后,总剪切力可按下式(诺沙里公式)计算:

式中:δb为被剪切带材的强度极限;α为上刀片倾斜角;h为钢板厚度;δ为带材延伸率;Z与被剪掉部分的带材宽度、轧件材料延伸率δ以及刀片倾斜角α等因素有关,在实际计算中,可以保守选取其最大值0.95;Y为刀片相对侧间隙,即为刀片侧间隙△与钢板厚度h的比值:

X为压板相对距离,即为压板中心距离下刀片侧边缘距离c与钢板厚度h的比值:

对于双斜刃,最大剪切力为同样单斜刃最大剪切力计算的两倍。上述剪切力计算公式,只适用于btanα>h的稳定剪切过程,如果出现下面情况,如图4.
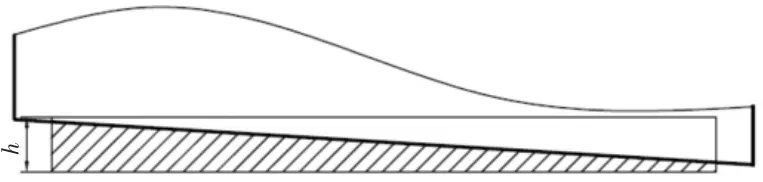
图4 剪切过程h稍大情况
btanα<h,在剪切时,剪刃与带材在带材宽度方向上全面接触,则剪切力增大很多,不存在稳定剪切过程,上述公式不再成立,需另行计算。
2.2 btanα<h条件下液压剪最大剪切力计算
在铝带热轧机的重型液压剪的设计中,由于带材厚度较大,出现btanα<h的情况不少,对此,下面就该情况进行分析计算。
在btanα<h条件下也有多种情况,在此为了计算方便,计算最大剪切力时,可保守采用平行剪刃计算方法进行推导。假设在剪切过程中,τ值保持不变,有:

式中参数同上,从公式中可以看出btanα<h条件下的总剪切力大于btanα>h条件的总剪切力。
3 结束语
本文系统分析了液压剪剪切过程中各个阶段的特点及相应的剪切力情况,并根据铝热轧的液压剪的使用情况,着重介绍斜刃剪在不同条件下的剪切力计算;分析了工程设计时液压剪的常规算法,为液压剪的设计分析提供理论依据及参数选择。
[1]邹家祥.轧钢机械[M].北京:冶金工业出版社,2005:160-161.
[2]王剑波,康明.大型铝板热轧机组中液压剪的设计要点[J].一重技术,2013(4):26-27.
Design Calculation and Parameter Selection of Aluminum Strip Hot Rolling Hydraulic Shear
LIU Chang
(Harbin Steam Turbine Plant,Harbin Heilongjiang 150000,China)
In this paper,the various processes of hydraulic shearing are introduced,according to the shear characteristics of the aluminum strip hot rolling mill,analysis of shear stress calculation of inclined throat shear and selection of important parameters in different conditions.The conventional algorithm of hydraulic shear in engineering design is analyzed,it provides a theoretical basis for the design and analysis of hydraulic shear and the significance of parameter selection.
aluminum strip hot rolling mill;hydraulic shear;inclined blade shear
TG335.5
A
1672-545X(2017)06-0217-02
2017-03-10
刘畅(1988-),男,黑龙江哈尔滨人,本科,助理工程师,研究方向:铜板带、铝板带轧制加工设备。
猜你喜欢
中国钢铁业(2022年8期)2022-12-21
中国钢铁业(2022年7期)2022-12-21
橡塑技术与装备(2022年10期)2022-10-03
中国钢铁业(2022年6期)2022-09-03
中国钢铁业(2022年4期)2022-07-06
钛工业进展(2022年1期)2022-03-14
水利科技与经济(2021年11期)2021-12-04
海洋通报(2021年4期)2021-10-20
沈阳大学学报(自然科学版)(2021年2期)2021-05-07
商品与质量(2020年23期)2020-10-09