复杂曲面加工中的自适应加工技术研究
2017-07-31 20:40王泰吉,李欢
装备制造技术 2017年6期
复杂曲面加工中的自适应加工技术研究
王泰吉,李欢
(中车青岛四方机车车辆股份有限公司,山东青岛266111)
自适应加工技术是与当前设备或零件的状态相适应的一种先进加工方法,为大型零件以及复杂型面制造提供了有效的解决方案。本文基于自适应加工的原理,利用Delcam公司的PowerINSPECT及NC PartLocator方案,研究分析了自适应加工的过程。结果发现,自适应加工提高了加工效率,加强了对生产过程质量的控制。
自适应加工;复杂曲面;数控技术
近年来,自适应加工技术在机械加工领域得到了广泛应用,提高了加工效率,提高了加工质量,实现了产品质量更严格、更精准的控制。其基本原理是:在加工系统或者加工环境发生变化时,加工系统仍然能够自我调整加工过程,并按照预期目标完成加工的一种方法。其关键是对系统参数进行实时在线识别、在线评估和实时比较,并据此进行自行调整,从而按照预期加工规律完成整个加工过程。
1 自适应加工技术的原理
自适应加工技术原理可以采用自适应变步长原理,如图1所示。
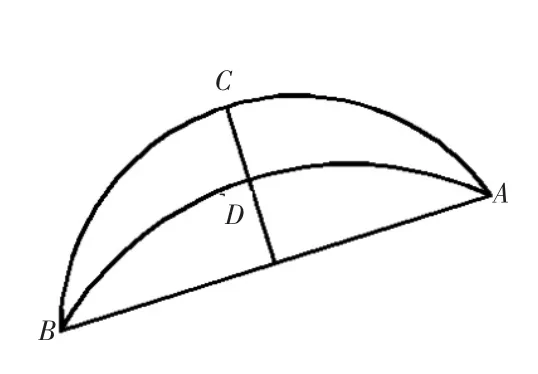
图1 不同曲率的逼近误差比较
自适应变步长加工技术是基于自适应变步长算法[1]的,其原理是两个不同曲率的圆弧在同一步长条件下产生不同的逼近误差,即较小曲率的圆弧(图1中的ADB)产生较小的逼近误差,较大曲率的圆弧(图1中的ACB)产生较大的逼近误差,因此逼近误差大小的比较,即可得到圆弧曲率的大小的情况。
2 自适应加工系统的工作过程
(1)在机检测
自适应加工系统首先依托于在机检测技术。在机检测通过完整的模拟环境(可模拟机床、测头、测针等),能自动检测具有自由曲面和几何特征,并在加工机床上实现脱机编程,从而提高机床利用率。PowerINSPECT在机检测的工作过程如下:
1)完成检测设备的配置。包括校准球、测头座、探针等参数的设置,如图2所示。测头标定是指测头探针接触测量固定在机床工作台上直径已校准的标准球上的不同位置,由各接触点的坐标值计算出测头的有效半径和标准球的球心坐标值,并存储在数控系统中用于后续测量。测头的精确标定是保证在机测量精度的前提条件。
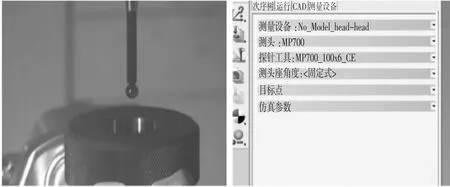
图2 测量设备参数设置
2)输入要检测的CAD模型。在CAD里完成模型的预处理工作,导入待检测的零部件模型,可支持各种各样的零件类型,系统具有全面的CAD兼容性,能够读取各种数据格式的三维CAD模型数据,保证数据的准确性和完整性。如图3所示。

图3 检测的CAD模型
3)编制检测路径。完成检测路径的规划,包括曲面检测参数、测量速度、接近距离、安全距离等检测工艺设计,模拟可以发现碰撞部位和路径。如图4所示。并将检测路径输出为NC代码,然后在机床上运行NC代码。
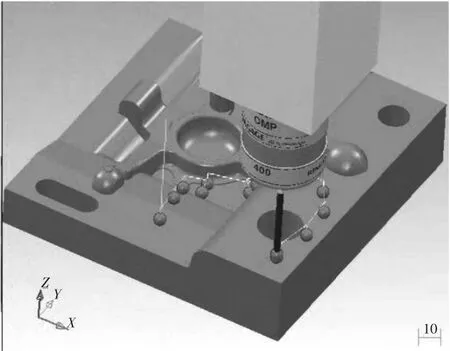
图4 检测路径规划
4)在机床上生成检测报告。如图5所示。
图5 在机检测的结果报告
(2)自适应加工
进行自适应加工时,可首先根据在机检测的结果报告,计算出零件或毛坯在机床上的精确位置,即零件当前位置坐标系与机床坐标系的偏差量。然后将这些数据输入到NC Partlocator中。NC Partlocator将对比产生PowerMILL刀具路径的名义位置和工件在机床上的实际位置,自动移动或旋转刀具路径原点位置,从而使刀具路径和工件对齐并将结果输出到机床控制器。这样经几分钟对零件进行简单装夹定位后,系统即可实时自动对齐定位NC刀具路径,从而帮助机床操作人员快速准确地进行工件的重复装夹定位,节省时间,提高定位精度,减少昂贵夹具的需要,节省资金。其加工过程如下:
1)产生测量路径。产生测量路径的方法目前有两种:一是通过在机检测软件脱机编辑生成测量路径,然后通过软件自带的后处理功能产生测量路径的数控程序并传输到机床控制器中;二是通过加工软件,直接编辑并创造出测量路径。
2)测量零件实际位置。通过测量的参考特征或曲面,对齐加工坐标系和机床坐标系,一旦获得测量结果,NC PartLocator能够读取数据并应用最佳拟合计算,计算出零件当前位置坐标系与机床坐标系的偏差量。如图6所示。
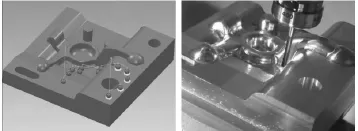
图6 零件装夹和定位
3)产生报告。NC PartLocator计算完之后会自动产生一个校准报告,如图7所示。该报告中包含了原始CAD数模位置和调整过的位置的对比图像快照及矩阵变换信息等。而且报告的文件名可以自动生成为以时间定义的名字,这对严格的生产过程控制是非常重要的。

图7 自动产生的校准报告
4)重新对齐零件与加工路径位置。最后,NC PartLocator能够产生坐标系移位命令并发送到机床控制器,调整机床坐标系至正确的当前零件的坐标系下,最终实现自适应加工。
3 应用实例
以某厂加工某汽车模具前模镶块为例,该产品具有较为复杂的曲面结构。采用了Delcam的“PowerMILL+PowerINSPECT”多轴铣削和质量实时控制的解决方案。
(1)通过PowerMILL输出的NC程序进行粗加工(见图8)。
(2)通过PowerINSPECT的检测NC程序进行粗加工后的检测(见图9)。
(3)通过PowerMILL输出的NC程序进行精加工加工(见图10)。
(4)通过PowerINSPECT的检测NC程序进行精加工后的检测(见图11)。

图8 产品粗加工过程
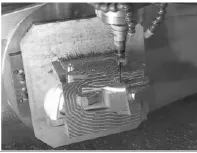
图9 粗加工后的检测
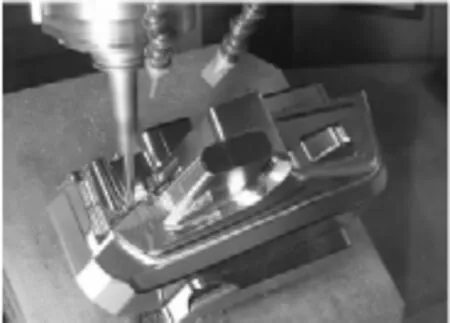
图10 产品精加工过程

图11 精加工后的检测
(5)最后通过PowerINSPECT与3D模型进行对比,输出检测报告(见图12).
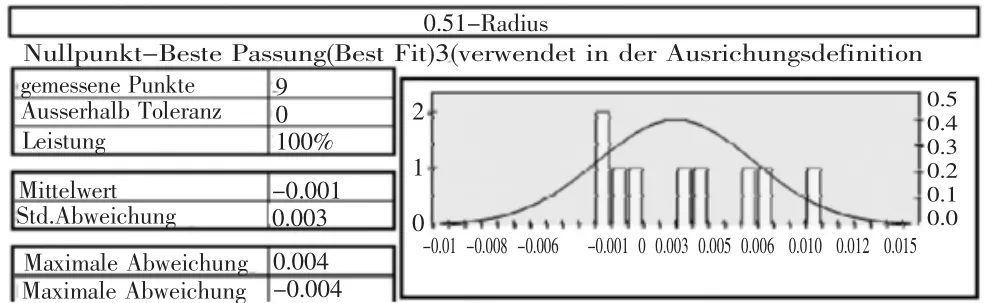
图12 检测报告
在复杂曲面的加工过程中,首先根据在机检测的结果报告,精确判定粗加工是否符合加工要求,便于判定工件的余量控制是否精确,工件基准是否加工精确,工件是否有较大的变形,从而及时发现影响后续精加工的各种因素条件,及时改善加工工艺,提高加工质量。
通过该实例可以看出,加工精度控制在μm级范围,公差范围控制在μm级范围,得到了非常高精度和表面加工质量。实现了模具“只装不配”的良性运转,不仅可以缩短模具的交货周期、提高交货质量,更重要的是可以减少车间装配人员数量和工作时间,给企业带来更多的利润和市场竞争力。
4 自适应加工技术的发展
自适应加工技术朝着多方向发展,目前,已开发出了多种自适应加工系统[2-6],并得到广泛采用,例如:
(1)在铣削加工过程中,采用自适应加工技术,能准确排除加工过程的各种干扰因素,以保持恒定的铣削力及进给速率,从而提高加工过程的稳定程度,提高加工质量。
(2)在金属焊接加工工艺中,采用自适应加工技术,通过获取的熔池图像提取熔池信息,可实现弧焊熔透系统的精准控制。
(3)在电火花加工中,采用自适应加工技术,可以减少有害的稳态拉弧和短路,从而可以提高加工速度。
5 结束语
通过自适应加工系统,实现了对加工产品质量的实时控制,减少了检测过程中机床操作员的人为错误,实现全程序无人干预,减少问题产品流入到下一加工阶段的机率,同时提高了加工效率,加强了对生产过程质量的控制,极大地节省加工时间和精力的花费。
[1]王世明.基于自适应算法的工程车辆模糊神经网络的换挡系统[J].机床与液压,2005(3):161.
[2]李琳,冯美君.五轴数控机床几何误差的建模与补偿技术[J].新技术新工艺,2014(1):18-22.
[3]王文理.自适应加工技术在数控加工领域的分类与应用[J].航空制造技术,2013(6):26-29.
[4]王发智,耿蕊,祁晓钰.电弧炉电极调节PDF自适应控制系统[J].化工自动化及仪表,2011,38(4):364-368.
[5]张丽玲.基于参数自调整模糊PID算法的弧焊过程熔透控制研究[J].热加工工艺,2011,40(3):123-126.
[6]时政博,黄筱调,丁文政,等.基于自适应控制技术的铣削参数优化[J].组合机床与自动化加工技术,2012(4):104-107.
Research of Adaptive Machining Technology in Machining Complex Curved Surface
WANG Tai-ji,LI Huan
(China Qingdao Sifang locomotive Limited by Share Co.,Ltd.,Qingdao Shandong 266111,China)
Adaptive machining is a kind of advanced machining method that adapts to the state of the equipment or parts.It provides an effective solution for the manufacture of large parts and complex surfaces.In this paper,based on the principle of adaptive machining,using the PowerINSPECT and NC PartLocator of Delcam company,the process of adaptive machining is analyzed.The results show that the adaptive machining improves machining efficiency and strengthens the quality control of the production process.
adaptive machining;complex surface;NC technology
TG506.9
A
1672-545X(2017)06-0088-03
2017-03-09
王泰吉(1983-),男,山东夏津人,本科,工程师,主要从事铝合金高速加工方面的研究。
猜你喜欢
数学年刊A辑(中文版)(2022年1期)2022-08-20
中国设备工程(2022年12期)2022-07-11
导航定位学报(2022年2期)2022-04-11
智能制造(2021年4期)2021-11-04
智富时代(2019年8期)2019-09-23
智富时代(2019年8期)2019-09-23
汽车零部件(2019年7期)2019-08-16
数学大世界(2018年16期)2018-07-30
数学大世界(2018年1期)2018-04-12
考试周刊(2018年15期)2018-01-21