无烟装煤系统在焦炉装煤冒烟治理中的应用
2017-07-08 06:22陈晓峰
科技创新与应用 2017年19期
陈晓峰
摘 要:由于高压氨水系统在运行中氨水压力保持恒压,且压力达不到工艺要求等原因,致使捣固焦炉在装煤过程中有冒烟现象,对周围环境有一定的影响,且高压氨水一直保持高压,也造成了能源浪费。通过对高压氨水系统改造,整合集气管压力控制系统,不仅稳定了集气管压力,而且改善了装煤过程中的冒烟现象,降低了能耗。
关键词:捣固焦炉;高压氨水;冒烟治理;PLC改造
中图分类号:F416.21 文献标志码:A 文章编号:2095-2945(2017)19-0156-02
1 概述
我厂设计规模为130万t/a的捣固焦炉于2009年建成投产,装煤冒烟一直以来都是我厂的一个工作难点。高压氨水喷射消烟是装煤冒烟治理的常用方法。一直以来,我厂由于高压氨水系统在运行中氨水压力保持恒压,且压力、流量等達不到工艺要求,装煤冒烟时有发生。
近几年来,随着周边居民环保意识的提高和国家相关部门对环保问题的重视,装煤冒烟矛盾变得更加突出,解决装煤冒烟问题已刻不容缓。当然,装煤冒烟治理是一个系统工程,需要工艺、设备方面技术人员共同努力。
2 现场工况或存在的问题
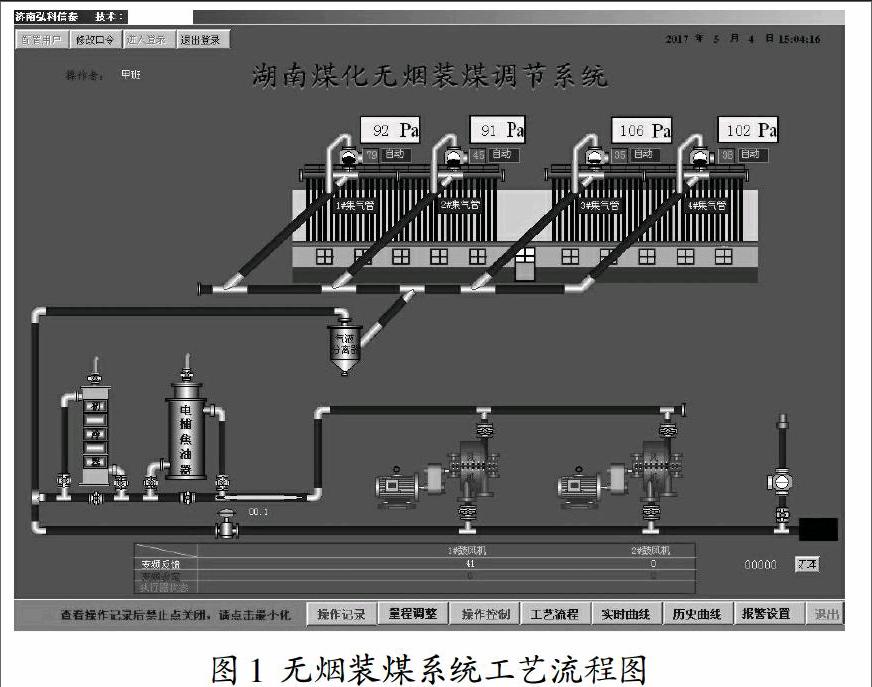
我厂焦炉为2*65孔5.5米捣固焦炉,工艺流程如图1所示,焦侧有4段集气管,共用一套鼓冷系统。炉顶设备(包括导烟车、桥管翻板、高压氨水三通阀和上升管水封盖)均为人工操作控制。四条吸气管上均安装有电液调节翻版,有鼓风机2台,一开一备,液偶调速控制,大循环管道配有电动调节阀。原高压氨水控制为恒压控制,且与集气管压力控制系统相对独立,两套系统之间没有实现联动控制,导致在装煤过程中不仅时常冒烟,且易造成集气管压力不稳。
3 改造方案
改造的最终目的是在解决焦炉装煤冒烟问题的同时,既要稳定集气管压力,又要不影响产品质量。为实现这个目标,我们需要分三步走,第一步是找出原系统和装置存在的明显设计缺陷和设备存在的重大问题,并提出解决办法;第二步是对煤气导入和导出系统各关联参量进行综合分析,找出造成装煤冒烟问题的一般设计缺陷及原因,并提出解决办法;第三步是配合工艺技术员进行现场测试、诊查,在处理现场问题的同时,找出造成装煤冒烟的细节问题,并提出解决办法。
工艺原理:
无烟装煤控制系统的基本特点可以概括为,装煤时,控制系统跟着煤饼走,实现了高压氨水压力控制与集气管压力控制的联动;不装煤时,控制系统跟着集气管压力走。系统主要由三部分构成,这三部分相互作用,实现对焦炉煤气的导入、导出及集气管压力的协调控制,从而达成稳定集气管压力,实现无烟装煤的目的。
(1)集气管压力控制部分
集气管压力控制部分主要由系统根据采集到的集气管压力信号,控制集气管自动调节翻板来实现,其主要作用是解耦和平衡,即在焦炉正常操作的任何情况下,无论是出焦、装煤、换向、机后用户变化等,使用同一鼓冷系统的各焦炉各集气管的煤气压力,以其设定值为中心保持相对平衡状态——压力高则全高,压力低则全部低,避免各集气管之间的压力有高有低、频繁震荡的现象。
(2)高压氨水控制部分
该部分的作用是通过采集装煤车、推焦车上信号(主要包括装煤车走行、推焦、抽板信号,推焦车走行、盖炉门信号)、焦炉边孔炉号等信号,以无线通讯的方式把信号传输至鼓风机控制室无烟装煤系统,再根据工艺要求控制氨水压力的大小,使氨水在装煤过程中保持高压喷射,形成大的吸力,把装煤产生的大量荒煤气抽入到集气管;在不装煤情况下氨水保持相对低压,既降低了能耗,同时又减少了因氨水持续高压所引起的三通阀故障现象。
(3) 预测控制部分
保证集气管压力稳定对实现无烟装煤至关重要。该部分主要作用是消除装煤过程对集气管压力波动的影响。
该部分以装煤车操作为前置信号,通过预测某一时间强扰动的幅度,提前调节鼓风机及集气管压力调节翻板等设备,在桥管翻板和高压氨水三通阀打开时,恰好把装煤时突然发生的大量荒煤气导入或导出集气管,抵消装煤操作对集气管压力波动的影响。
该部分主要通过控制鼓风机转速实施预测控制。由于鼓风机已由原来的液力耦合器调速改造成变频器调速,为节能降耗,大循环电动调节阀在生产过程中基本处于全关状态,因此对于预测控制部分的实施主要通过控制鼓风机转速来实现。方案通过采集集气管压力信号、集气管压力调节翻板阀位反馈信号、高压氨水信号、装煤等信号,基于PID控制算法,实时自动预测控制风机转速,实现风机调速对各种工况下的快速反应,保证了集气管压力的稳定。
4 主要技术指标与功能
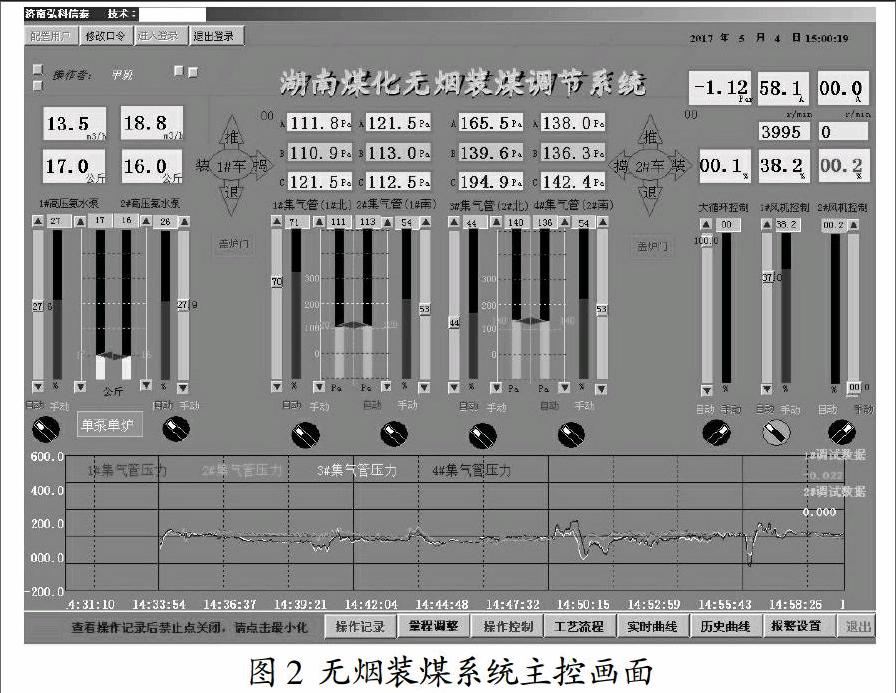
(1)装煤时,集气管压力设定值根据具体装煤动作设置,且集气管压力控制在设定值±100Pa左右,并在60秒左右调回;不装煤时,集气管压力控制在设定值±30Pa左右。(2)可设定在装煤过程中各动作如装煤、抽板等时所需要的高压氨水压力。(3)系统具有自动和手动运行功能。自动运行时,系统对集气管调节翻板、风机和高压氨水泵等全自动控制;手动状态时,既可通过鼠标点击操作,也可通过手操器进行操作。(4)具有鼓风机转速高低限报警等功能。(5)通过组态实时监测相关参数,控制参数实时趋势显示和历史趋势记录。
主控画面如图2所示。
5 无烟装煤系统构成
硬件配置由1套西门子300系统PLC、2台工控机和1套备用仪表操作盘构成, PLC系统和仪表盘互为备用。正常情况下,由PLC系统全自动控制运行,工控机主要用于人机对话,数据记录和分析,PLC系统检修时可便捷地切换至仪表盘进行手动操作。
无烟装煤系统投运后,原西安中程集气管压力调控系统作为备用系统继续使用。无烟装煤系统与原西安中程集气管压力调控系统重叠的信号,均从原系统中引出,不影响原系统功能,无烟装煤系统出现故障时,可根据操作说明,快速地切换到原控制系统并发挥作用,使其对生产影响降到最小。
6 结束语
无烟装煤系统于2014年初投入使用,效果明显,冒烟现象得到有效遏制,但由于各炉孔工况不一致等原因,某些炉号在装煤过程中冒烟现象还是比较严重。随后,通过在生产过程中进行不断摸索,和与在冒烟治理上有成功经验的焦化厂进行交流,我们在工艺流程上和机械设备上做出了一些改进措施,如增加假炉门、改变煤饼的高度与宽度等,到现在为止,基本上已经解决了装煤冒烟问题,且能在装煤过程中很好地保持集气管压力稳定,达到了预期效果。
参考文献:
[1]于振东,蔡承诺.焦炉生产技术[M].辽宁:辽宁科学技术出版社,2005:360-365.
[2]许晓海.炼焦化工使用手册[M].北京:冶金工业出版社,1999:405-411.
[3]陈洪全,岳智.仪表工程施工手册[M].北京:化工工业出版社,2005:495-497.
[4]刑光春,黄伟源.高压氨水消烟装煤运行情况分析[J].江苏冶金,1999(04).