基于CAXA实体设计应用的抱轴瓦工装设计
2017-07-08 04:55田建忠
科技创新与应用 2017年19期
田建忠


摘 要:DF4型内燃机车抱轴瓦为簿壁剖分式结构,主要用于牵引电动机轴颈的支承与润滑。为解决抱轴瓦加工过程中因定位、夹紧不当造成变形及尺寸超差等技术问题,通过以产品模型为基体,运用CAXA实体设计三维软件进行可视化的工装设计,进行相互位置的工艺验证和可靠性分析,实际应用后解决了产品加工过程中的工艺技术问题,产品质量达到了设计要求。
关键词:CAXA实体设计;抱轴瓦;工装设计
中图分类号:TM922.72 文献标志码:A 文章编号:2095-2945(2017)19-0110-03
DF4型内燃机车抱轴瓦是牵引电动机的重要组件之一,抱轴瓦为上、下两半剖分式结构型式,主要用于内燃机车牵引电动机轴颈的支承与润滑,通过轴承盖与电动机机体相连接,与抱轴瓦组成润滑油箱,依托弹簧盒使毛线垫从下轴瓦的长方口油窗中压向轴颈,使其保持常态化接触并进行不间断润滑,以减缓传动轴由于周期性交变循环疲劳受力造成的剧烈磨损,因此抱轴瓦加工质量对内燃机车牵引电动机的正确使用以及安全运行都具有十分重要的作用。
1 抱轴瓦加工工艺分析[1]
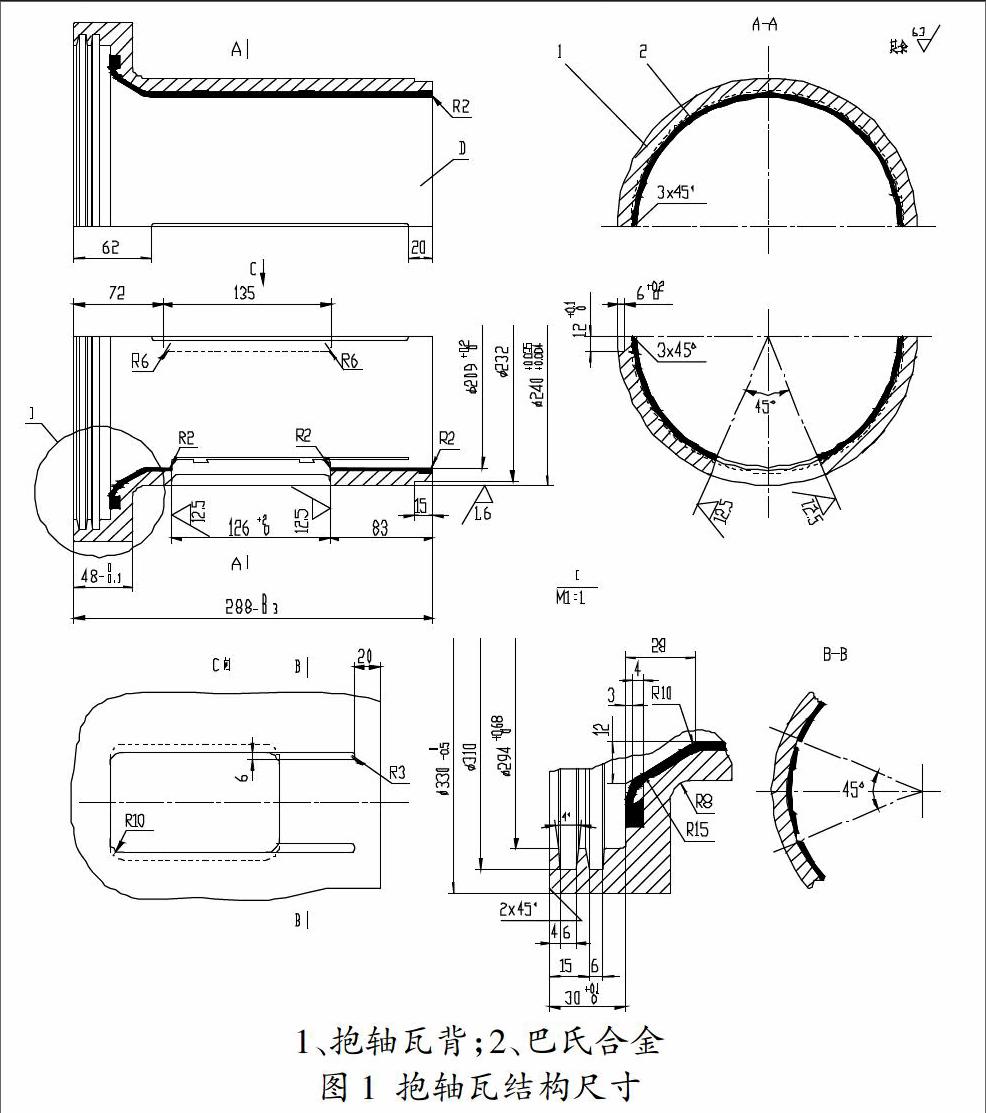
抱轴瓦的瓦背采用锡青铜ZQSn6-6-3铸造而成,瓦体内表面挂有巴氏合金ChSnSb11-6,抱轴瓦具体结构尺寸见图1所示。
由图1可以看出,抱轴瓦作为剖分式半瓦结构,其中下轴瓦部分在45°处开有油窗,通过安装在轴承盖内的弹性油刷装置对牵引电动机轴颈进行不间断润滑,键槽部分的作用是为了确保抱轴瓦安装时的定位要求。由于抱轴瓦属于薄壁套筒类零件,加之为剖分式结构,使得加工过程中极易产生变形造成尺寸超差导致废品,因此确定合理的工艺流程和加工方案,确保产品在加工过程中的准确定位与可靠夹紧,有效防止加工时的变形问题就显得尤为重要。
为满足加工精度达到产品图样规定的要求,宜采取的工艺路线为:铣半瓦结合面——半瓦大端加工——整瓦小端外圆加工——整瓦内孔粗加工——内孔挂巴氏合金——精加工整瓦内孔——铣键槽——铣油窗及油槽——铣倒角。
为了直观地显示出抱轴瓦的结构特点,通过CAXA实体设计软件进行三维造型和渲染,生成图2所示的抱轴瓦三维效果图[2]。
2 运用CAXA实体设计三维软件进行抱轴瓦工装设计[3]
针对抱轴瓦的结构特点和加工精度要求,特别是剖分式薄壁结构带来的定位困难和加工过程中易变形的工艺技术难点,必须确定合理的加工方案,而工装设计的合理性与有效性是确保产品质量的重要前题,为此利用CAXA实体设计三维软件,通过所见即所得的设计理念对工装结构的相互尺寸进行工艺验证和可靠性分析,以达到最佳的设计效果。
2.1 抱轴瓦半瓦结合面铣夹具
抱轴瓦半瓦结合面铣夹具的三维结构见图3所示。
使用时,将V形铁3放置在铣床工作台1上,V形铁下部导向键镶入工作台T形槽内,工件小端放置于V形铁上,用划针盘找正抱轴瓦结合面位置后,通过T形螺栓2及夹板4将工件夹紧压牢,之后调整好刀具的切削高度,分两次将结合面余量加工到位。
2.2 抱轴瓦半瓦大端车床夹具
抱轴瓦半瓦大端车床夹具的三维结构见图4所示。
使用时先卸掉车床卡盘,通过法兰盘2与车床主轴前端相连接。将铣完结合面的抱轴瓦安装在夹具体1的定位止口内,小端端面贴靠在法兰盘的侧端面上,用两件六角螺栓5将工件夹紧压牢。车大端端面及大端外径,作为调头加工小端时的基准。车另一半抱轴瓦时的尺寸应与以上加工尺寸相一致,加工后的两半抱轴瓦应编号配对,不得混装。
2.3 抱轴瓦小端外圆车夹具
抱轴瓦小端外圆车夹具的三维结构见图5所示。
通过车床四爪卡盘将已编号的两半抱轴瓦夹紧并找正位置,为保证加工时的平稳性要求,在瓦身距外端约1/3处加装卡箍2,用两件六角螺栓3将工件夹紧,车出小端端面及止口,之后卸掉卡箍,在止口处安装套箍5,将抱轴瓦小端外径、根部圆角及大端侧面加工到位。
2.4 抱轴瓦整瓦内孔车夹具
抱轴瓦整瓦大端车夹具的三维结构见图6所示。
将工件小端装入工装夹具体2的筒身内,工件小端端面贴靠在法兰盘1的侧端面,为了避免在夹紧时不使工件表面损伤,通过两件六角螺栓3推动弹性夹紧片4将工件夹紧压牢,图6中夹具体剖去1/4,可以直观地显示出该处的结构特点。车大端端面、外径及内孔沟槽,之后松开六角螺栓3,将两半抱轴瓦从工装内取出。加工后的工件内孔处挂巴氏合金,之后重新装入抱轴瓦整瓦大端车夹具筒身内对内孔进行精加工,达到产品图样规定的尺寸要求。
2.5 抱轴瓦铣键槽夹具
抱轴瓦铣键槽夹具的三维结构见图7所示。
将铣键槽工装放入铣床工作台上,导向键1镶入工作台T形槽内,用千分表校验使夹具处于正确位置后紧固之,为了提高效率,将两件工件分别装入夹具体2内,旋紧手轮8,通过压板7将工件夹紧。启动铣床,按对刀块6位置分别将两件工件键槽加工到规定的尺寸要求。
2.6 抱轴瓦铣油窗及油槽夹具
抱轴瓦铣油窗及油槽夹具的三维结构见图8所示。
将回转工作台紧固在铣床工作台上并进行固定联接,导向心轴4装入回转工作台中心孔内,铣油窗夹具安装在回转工作台上,工件大端放置于夹具体1的环形槽内,锁紧装置7推动工件大端端面一侧,促使工件另一端端面与定位键2可靠接触,通过六角螺母6和压板8将工件夹紧压牢。对好铣刀位置,通过升降工作台和摇动回转工作台手柄将油窗四周分两次加工到位。
旋转回转工作台,使铣刀对正油槽位置,上、下移动工作台,分别将两处油槽加工完毕。
2.7 抱轴瓦铣倒角夹具
抱轴瓦铣倒角夹具的三维结构见图9所示。
将抱轴瓦铣倒角夹具紧固于铣床工作台上,导向键6镶入工作台T形槽内,工件装入夹具体1内并紧固。对好铣刀,通过升降工作台,一次铣出一端3×45°倒角,松开工件,工件旋转90°后继续夹紧,按同样方法加工出另一端3×45°倒角。
3 结束语
通过CAXA实体设计三维软件对簿壁剖分式抱轴瓦进行工装设计,形象、直观地反映了产品加工的实时状况,加工方案摈弃了传统工艺在加工簿壁套筒套零件时的常规手段,结构上采用了大胆、新颖的套箍筒狀类加工定位方式,有效地解决了簿壁工件的变形难题,具体实施后,产品质量达到了设计要求,满足了用户的需求,具体来讲有以下几下特点:
(1)以产品模型为基体进行工装的三维设计,可视化直观性优点明显,能够预判结构的合理性与有效性,不会顾此失彼。
(2)通过装配干涉检查,判断各组装件之间的关系并进行可靠性分析,可减少制造过程中由设计误差造成的返工和浪费现象,减少了经济损失,节约了制造成本。
(3)对加工工装进行三维虚拟装配,直观地加深了设计人员对产品加工特点的理解和认知,提高了设计质量和工作效率,满足了产品加工质量的要求。
参考文献:
[1]张耀宸.机械加工工艺设计手册[M].北京:航空工业出版社,1987.
[2]尚凤武.CAXA创新三维CAD教程[M].北京:航空航天大学出版社,2004.
[3]上海柴油机厂工艺设备研究所.金属切削机床夹具设计手册[M].北京:机械工业出版社,1984.