基于AUTOCAD软件的多人协同工艺规划布局
2017-07-08 03:20邹春荣周江奇潘海涛
科技创新与应用 2017年19期
邹春荣+周江奇+潘海涛

摘 要:文章通过基于AUTOCAD软件外部参照功能,实现多人协同工艺规划布局,并与现有传统工艺规划方式进行对比分析。通过实际的操作案例来研究探讨多人协同工艺规划布局的可操作性。
关键词:多人协同;工艺规划;AUTOCAD;层级管理;图纸链接
中图分类号:C931 文献标志码:A 文章编号:2095-2945(2017)19-0066-02
引言
AUTOCAD软件作为一款全球主流车企通用的二维工艺规划布局软件,其通用性、易上手、绘制的高效性,受到车企的推广和重视。固然三维布局软件在一定程度得到使用和推广,但其最基本的初始方案依然还是采用AUTOCAD二维软件进行绘制工艺规划布局图即LAYOUT图纸进行绘制时,要求工程师具备较为宽广的专业技术知识,了解物流规划、厂房规划、土建工程、焊装设备、电控规划、车身焊接工艺等,这就会造成工艺规划工程师在进行工作交接时,接手的工程师需要重新去了解其他专业科室或者部门的前期需求,这也就会造成项目节点的延期。
1 传统工艺规划方式
传统工艺规划方式,都是由专职工程师进行规划,在进行规划之前通过会议、邮件等形式讨论和确定专业科室、部门的需求,将需求由专职工程师通过图形、技术要求等表达到工艺布局图上,按此种方式进行的工艺规划,面临如下问题:
(1)汽车行业的焊装车间工艺布局规划(LAYOUT)涉及到物流路线、产品包装、人机工程、电控设备、机器人设备、工装设备、厂房规划、消防设备、土建工程、车间工段园地、零件缓冲场地、车间辅房规划、生产线区域规划等等,专职工程师必须反复与各专业科室、部门沟通。即使如此,由于专职工程师面向多个科室、部门,在实际绘制过程中必然会造成缺失,由此造成后续现场安装施工设备干涉或者最后不能满足生产需求。
(2)工艺规划布局图由专职工程师进行绘制,出现人员替换时,造成重复沟通确认前期需求。此外,工艺规划布局又涉及到公司产品开发、工艺开发等技术上的保密问题,人员替换也会造成技术上的泄密,给公司带来不可估量损失。
(3)出于产能考虑以及场地的充分利用,一个车间往往包含了单个车型的多条生产线,或者是多个车型的多条生产线。车型退市、新车型的导入以及车型柔性的需求等等必然造成某一条甚至几条生产线发生布局变动,而专职工程师的工艺规划布局都是针对生产线进行。生产线布局发生变动时,车间的整体布局却不能实现同步更新,给车间整体规划带来场地冲突风险。
(4)工艺规划布局图涉及到多个专业,现有主流车企的技术专业细化,办公方式也并不是多个部门集中办公,而是散布在公司各办公区域,专业科室、部门擅长的业务要体現在工艺规划布局图上,采取的做法都是将需求提供给专职工程师,再由专职工程师进行绘制,这就造成沟通时间延长,整体的工作效率降低。
2 多人协同工艺规划布局
2.1 原理
多人协同工艺规划布局的基本原理是由于每条生产线的构成基本相同,在同一基准布局图上绘制各专业的布局图,然后通过链接的方式将各专业布局图集成到同一张图上,通过层级管理方式管理车间工艺布局图以及最底层的专业布局图。图纸链接,本质上是通过访问放置图纸的路径进行图纸调用。基本原理如图1所示。
2.2 条件
2.2.1 专业工程师具备一定的AUTOCAD软件的使用能力,能将本专业的需求绘制在图形上,而不仅仅是停留在口头表达或者文字表达。
2.2.2 由于现有AUTOCAD软件存在多个版本,其版本限定是高版本可以打开低版本图纸,但是低版本图纸不能打开高版本图纸,为避免不必要的多次转换,要求参与绘制布局图的专业工程师采用相同版本的CAD软件或者采用高版本软件的工程师保存图纸时必须存为低版本的图纸。
2.2.3 由于各专业工程师采用不同的电脑进行绘制,就需要搭建良好的局域网络,充分利用网络的便利性,链接集成各专业布局图。为规避不同专业工程师误操作,修改其他专业布局图,需要对各专业布局图所在文件夹设定对应的权限。
2.2.4 各专业布局图需要设定专业内部的统一图形元素表达,方便专业科室、部门内部的人员交接,也方便整个车间布局图有统一的图形元素表达,不至于引起不必要的图形阅读误解。在各专业开始布局前,需要明确相同的基础布局图,即各专业布局图有统一的基准。
2.3 研究案例
以下是某公司东部车身车间A线生产规划的多人协同规划研究案例。
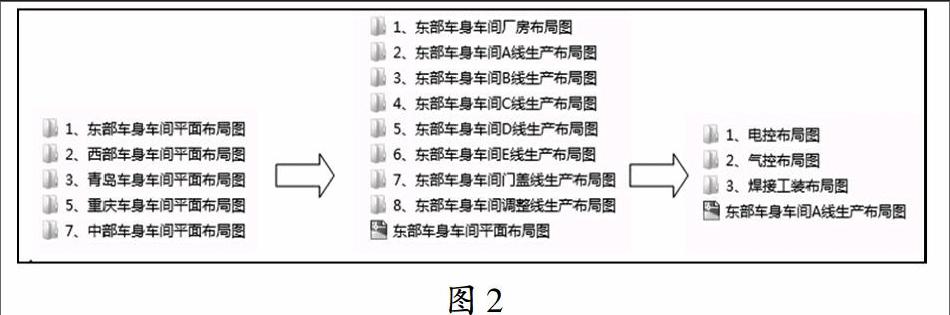
2.3.1 根据层级管理的特性,依次建立东部车身车间平面布局图、东部车身车间A线工艺布局图、气控布局图、电控布局图、焊接工装布局图等文件夹,并对文件夹设定对应的权限,对本专业工程师设定完全控制权限,而非本专业工程师设定读取权限。设定权限的目的在于后续其他专业工程师允许链接本专业布局图,但不允许进行修改,如图2所示。
2.3.2 基础布局图是提供给各专业工程师进行布局的输入图纸,包含两个图纸,一个是厂房布局图,厂房布局图是在厂房建设完工后与现场相符的图纸,厂房布局图的重要性就在于是其他所有布局图的标准。厂房布局图发生错误,那么整个布局图就是错误,小则项目施工延期,大则整个项目无法继续执行,厂房布局图一般是由土建工程师进行整体规划时确定。另外一个布局图就是焊接工装布局图。焊接工装布局图一般是由工艺工程师根据车身产品的开发策略以及生产纲领等技术性输入,确定拼台所需的空间大小、节距、间距、在车间位置等。其他专业工程师根据基础布局图进行本专业布局图的绘制。
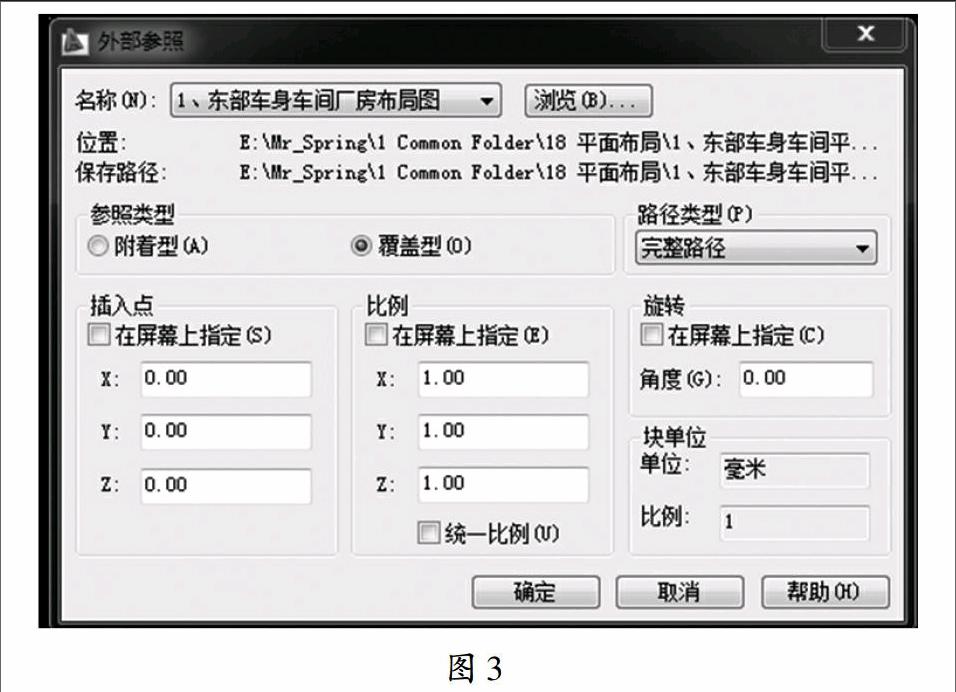
2.3.3 各专业工程师链接基础布局图,所谓链接,其实就是通过路径的访问,在AUTOCAD软件中通过外部参照功能调用对应的布局图。车间工艺规划布局图也通过链接各专业布局图方式进行集成。即专业布局图链接基础布局图,而车间布局图及生产线布局图链接专业布局图。所以基础布局图将会多层次被链接。打开外部参照功能,出现如下界面,并对参照类型、路径类型、插入点进行设置,如图3所示:
各设置解释如下:
附着型参照,如果参照图纸中嵌套有其他参照图纸,当该图纸用于参照时,所嵌套的参照图纸也将出现在当前图纸中,造成图纸容量过大,甚至会造成AUTOCAD软件的崩溃。
覆盖型参照,如果参照图纸中嵌套有其他参照图纸,当该图纸用于参照时,所嵌套的参照图纸并不会出现在当前图纸中,这样就能尽可能缩小图纸的容量,且并不影响图纸的阅读。
路径类型,包含完整路径、相对路径、无路径三个选择,由于所绘制的布局图是放置在局域网而非本地电脑,设定完整路径类型的目的就是在于保证路径唯一,图纸唯一。
插入点,不管是基础布局图还是专业布局图,在一张完整的图纸中,都需要有唯一相对基准点,以确定相对位置的唯一性,而插入点选择原点是所有布局图的基准点,能保证在图纸调用时,基准唯一。
2.3.4 专业布局图的修改有两种方式,一种方式是直接打开布局图所在文件夹内的图纸进行修改,一种方式直接在生产线布局图或者车间布局图中,通过修改外部参照的功能直接修改专业布局图。为了能体现同步更新图纸,修改后的图纸需要及时保存。专业布局图更新后,生产线布局图,车间布局图都将链接新的图纸,同步更新整个布局图。
2.4 注意事项
2.4.1 生产线布局图是直接链接到专业布局图,车间布局图也是直接链接到专业布局图进行集成,所以,按这种多人协同规划的方式,车间布局图与生产线布局图并没有直接关系。由于专业布局图是由各专业工程师是从专业角度进行规划,这必然会造成在生产线布局图还是车间布局图上出现干涉的情況,进行集成图纸评审时就需要整体生产线规划的专职规划工程师讨论确定位置。此时的专职规划工程师并不需要了解电控、气控等其他专业知识,他只是需要确定相对位置即可,从另一个角度让专职规划工程师聚焦更为重要的位置尺寸的优劣分析。而其他专业知识由更加擅长的专业工程师细化。
2.4.2 由于是通过网络进行布局图的绘制,而在绘制的过程中都会有出现反复的情况,为避免在反复过程中造成正式图纸的误删等其他潜在风险,一般情况下局域网需要设定同名文件,一份文件用于正式发布,一份文件用于专业工程师绘制,当专业工程师判定绘制完成后,即可用同名覆盖的方式,覆盖正式发布的文件即可。
2.4.3 集成布局图是通过链接方式进行集成,当脱离局域网进行图纸交流的时候,就需要将集成图纸转为其他格式的图纸如PDF格式图纸进行交流。如果仅仅只是发送集成图纸的话,看到的将会是个空白文件。
3 结束语
现今企业,网络办公更加普及,专业化程度更为细化,从客观角度为多人协同规划提出了需求。但是,也是因为专业化的原因,在进行集成评审的时候,集成评审工程师判定各专业化布局图是否满足需求,如果需要调整,还需要判定调整哪个专业布局图带来的成本最低。多人协同操作规划布局,改变以往的专职工程师专职布局的工作方式,从专业化的角度优化集成图纸。
参考文献:
[1]美国项目管理协会.项目管理知识体系指南[M].北京:电子工业出版社,2007.
[2]梁世连,惠恩才.工程项目管理学[M].大连:东北财经大学出版社,2008.
[3]CAD/CAM/CAE技术联盟.AutoCAD 2012中文版从入门到精通(标准版)[M].北京:清华大学出版社,2012,6.
[4]文杰书院.AutoCAD 2012中文版从入门到精通(第2版)[M].北京:机械工业出版社,2010,1.