连铸工艺参数对70#、72A、75#帘线钢方坯冶金效果影响的研究分析
2017-07-08 21:48胡泽东
科技创新与应用 2017年19期
关键词:中心
胡泽东
摘 要:文章通过对帘线钢方坯低倍组织的分析和连铸工艺参数的总结,研究分析得出铸坯拉速、钢水过热度、结晶器电磁搅拌、凝固末端电磁搅拌等连铸工艺参数对方坯低倍组织的影响。以75#帘线钢为例,经过研究得出方坯的中心疏松、缩孔、中心C偏析度随着钢水过热度和铸坯拉速的增加而增大,等轴晶率则随之而降低;随着F-EMS电流强度或频率的增加,方坯的中心碳偏析先减轻后加重,当电流强度为300A时或频率为8Hz时方坯的碳偏析指数最小,可以有效地控制中心碳偏析。
关键词:方坯低倍组织;拉速;过热度;M-EMS;F-EMS;中心C偏析
中图分类号:F416.31 文献标志码:A 文章编号:2095-2945(2017)19-0046-02
前言
随着钢铁市场的不断紧缩,客户对产品的质量提出更加苛刻的要求,所以提高方坯质量势在必行,而连铸方坯质量又是产品质量的关键点,因此优化连铸工艺参数是保障产品质量的重要措施。从2015年开始,河钢集团宣钢公司(以下简称宣钢)逐步开发生产70#、72A、75#帘线钢,为改善方坯质量,减轻方坯中心偏析,提高等轴晶比例,宣钢通过对影响方坯质量的工艺参数展开技术攻关,同时采用了M-EMS和F-EMS技术。实践证明,通过采用M-EMS、F-EMS技术和优化连铸工艺参数,方坯的低倍样组织质量和中心C偏析取得了良好效果。
1 连铸工艺设备情况
宣钢150吨炉区2#连铸机为12机12流的弧形连铸机,结晶器长度为900mm,采用塞棒自动控制系统和浸入式铝碳水口、氩气保护、自动加渣的保护浇注技术,同时采用M-EMS+F-EMS电磁搅拌,主要生产150×150mm的小方坯。
2 帘线钢方坯低倍组织的炼钢工艺流程和制取执行标准
2.1 方坯低倍组织的连铸工艺流程
连铸工艺流程:铁水KR脱硫→转炉→LF炉→大包回转台→长水口氩气保护→中间包→浸入式水口保护浇注→M-EMS→二次冷却→F-EMS→拉矫机弯曲矫直→方坯。
2.2 方坯低倍组织的制取执行标准
(1)GB 226-91《钢的低倍组织及缺陷酸蚀检验法》。
(2)YB/T 153-1999《优质碳素结构钢和合金结构钢连铸方坯低倍組织缺陷评级图》。
3 方坯低倍组织的研究分析
3.1 低倍样的制作
从连铸生产现场红坯上切取150mm×50mm的横剖样和150mm×200mm的纵剖样,送低倍实验室进行打磨、抛光和酸洗等工序处理。
3.2 连铸工艺参数对帘线钢低倍组织的影响
钢水过热度和M-EMS参数对帘线钢方坯低倍组织的影响:
电磁搅拌的主要作用包括:(1)通过力、热以及减小温度连界层的作用,促使柱状晶停止继续生长,从而扩大等轴晶区;(2)通过加强结晶器内钢水的对流,打断柱状晶的“搭桥”现象,从而减轻方坯的中心偏析[1]。
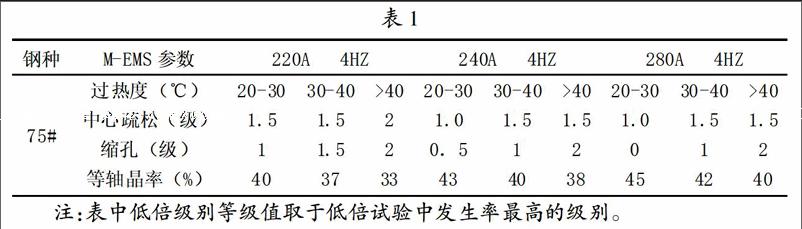
以75#钢为例,过热度和M-EMS参数对帘线钢方坯低倍组织的影响见表1所示。
由表1分析可得出:
(1)由低倍情况分析得出,无论M-EMS电流强度在220A或240A或280A等情况下,连铸方坯的中心疏松和缩孔均随着过热度的升高而加重,并且在相同的M-EMS参数下,方坯的中心疏松、缩孔等级也随着过热度的升高而加重,尤其当钢水过热度>40℃时,方坯的低倍组织发生2.0级的缩孔缺陷。
(2)在相同的M-EMS参数下,随着过热度的降低,方坯的等轴晶率最大提高了5%,并且随着M-EMS电流强度的增加,方坯的等轴晶率呈增大趋势,而缩孔级别随之减小,但是M-EMS的电流强度也不能过大,因为M-EMS的电流强度与磁感应强度成正比,电流强度越大,搅拌力越大,而搅拌力过大时结晶器弯月面形状将会发生变化,不利于改善方坯缩孔。因此,通过实验帘线钢的M-EMS参数最佳值为240-280A/4Hz。
4 方坯的中心偏析
对于帘线钢的中心偏析,通过采用M-EMS技术,可大大降低中心C偏析。但是,即使采用M-EMS技术,帘线钢的中心偏析还受多方面因素的制约,尤其是连铸工艺参数设置对中心C偏析的影响较为显著。
4.1 连铸生产和实验条件
4.1.1 连铸生产条件
生产钢种为75#帘线钢,二冷比水量设定为0.5L/kg,拉速控制在1.7m/min,结晶器电磁搅拌参数电流220A、频率为4Hz,凝固末端电磁搅拌为电流0-400A、频率为4-10Hz。
4.1.2 实验条件
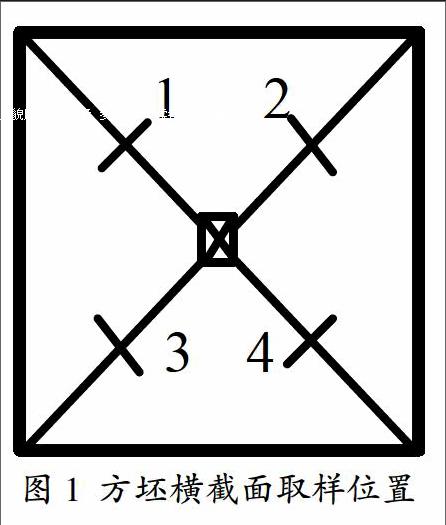
在横向截面的低倍样对角线的1/4处4点(如图1所示位置),用Φ5mm的钻头取5-8mm深的屑样。中心偏析率是指中心碳成分与对角线的1/4处4点碳成分平均值的比值。
4.2 过热度和F-EMS参数对中心C偏析的影响
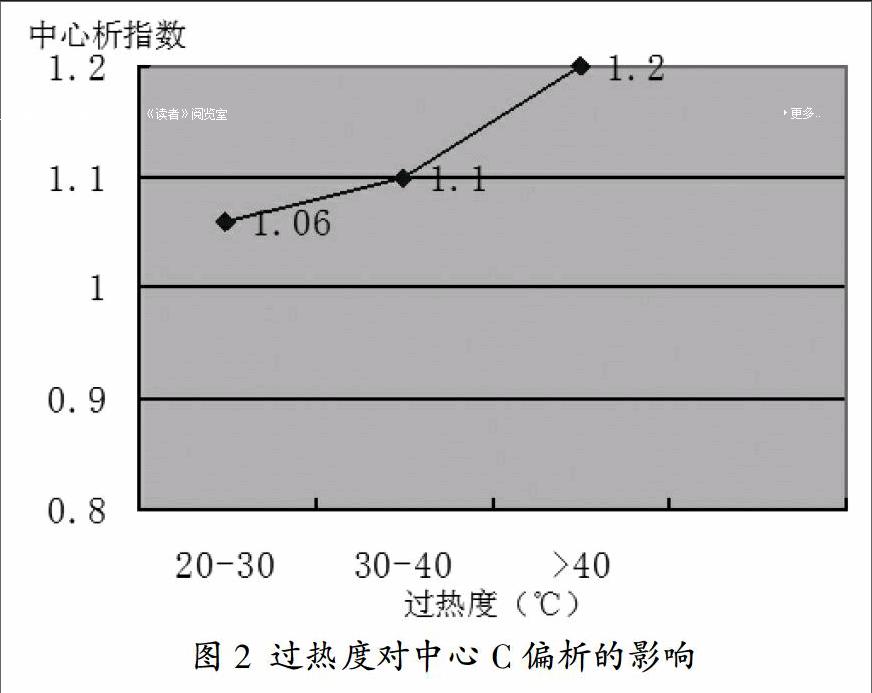
4.2.1 过热度对中心C偏析的影响
由图2分析得出,帘线钢的中心C偏析随着钢水过热度的增大,中心C偏析呈加重趋势。
4.2.2 F-EMS对中心碳偏析的影响
在相同过热度、拉速、二冷比水量的条件下,F-EMS参数对方坯中心碳偏析的影响见图3、图4。
由图3可以得出,在F-EMS频率一定时,随F-EMS电流强度的增加,方坯中心碳偏析指数的平均值先减小后增大,当电流强度为300A时,中心碳偏析指数最小。由图4可以得出,在F-EMS电流强度一定时,中心碳偏析指数随着F-EMS频率的增大先减小后增大,当频率为8Hz时最低,并且频率过大时明显对控制碳偏析极其不利。
5 结束语
(1)优化连铸工艺技术参数是改善连铸方坯低倍组织和产品质量的重要措施,而钢水过热度作为对方坯低倍组织的关键影响因素,降低钢水过热度对提高方坯的等轴晶率和降低中心疏松、缩孔等级有较大的改善效果。
(2)设定M-EMS参数240A/4Hz时,可最大化的提高方坯的等轴晶率,尤其浇铸钢水过热度在>40℃时,可以大大的改善方坯的中心疏松和缩孔,同时可有效地提高钢水的洁净度。
(3)随着F-EMS电流强度的增大,方坯中心碳偏析指数先减小后增大,电流强度为300A时,方坯中心碳偏析指数最小;随着搅拌频率的增加,方坯中心碳偏析指数先减小后增加,频率为8Hz最有利于控制中心偏析。
参考文献:
[1]史宸兴.使用连铸冶金技术[M].北京:冶金工业出版社,2003.
[2]蔡开科.连续铸钢原理与工艺[M].北京:冶金工业出版社,1994.
[3]冯军,陈伟庆.高强度二冷对高碳钢小方坯凝固组织和中心碳偏析的影响[J].特殊钢,2006,27(4).
猜你喜欢
疯狂英语·新阅版(2021年8期)2021-09-10
疯狂英语·新阅版(2021年7期)2021-08-27
疯狂英语·新阅版(2021年7期)2021-08-27
疯狂英语·新阅版(2021年6期)2021-07-19
疯狂英语·新阅版(2021年6期)2021-07-19
疯狂英语·新阅版(2021年1期)2021-03-03
疯狂英语·新阅版(2021年1期)2021-03-03
疯狂英语·新阅版(2021年2期)2021-03-02
中国科技教育(2016年12期)2017-08-11
中国科技教育(2016年12期)2017-08-11