
树脂结合剂金刚石砂轮磨削火成岩质水晶的磨削力研究
2017-07-03 15:28张继东黄俊玲詹友基
福建工程学院学报 2017年3期
张继东 , 黄俊玲 , 詹友基
(1.安徽信息工程学院 机械工程系, 安徽 芜湖 241100; 2.福建工程学院 机械与汽车工程学院, 福建 福州350118)
树脂结合剂金刚石砂轮磨削火成岩质水晶的磨削力研究
张继东1, 黄俊玲1, 詹友基2
(1.安徽信息工程学院 机械工程系, 安徽 芜湖 241100; 2.福建工程学院 机械与汽车工程学院, 福建 福州350118)
采用270目树脂结合剂金刚石砂轮以顺磨磨削方式对火成岩质水晶进行平面磨削实验。通过测量磨削过程中的磨削垂直力和水平力,得出砂轮线速度、进给速度、磨削深度对磨削力的影响特征。实验结果表明,当提高砂轮线速度时磨削力减小,增大进给速度时磨削力增大,增大磨削深度时磨削力增大。最后对火成岩质水晶磨削力比进行讨论和分析,拟合出磨削力比Ft/Fn为0.085。
火成岩质水晶; 树脂结合剂金刚石砂轮; 磨削力; 磨削力比
火成岩由地球岩浆冷凝而成,约占地球岩石圈的95%,共有酸性、中性、碱性、超碱性4大类,700多种,主要组分为硅、镁、铝、铁等金属的氧化物。传统上SiO2为主要成分的玻璃态、结晶态矿石称为水晶,因此火成岩制备的玻璃也命名为水晶,以区别于非矿物玻璃。火成岩质水晶按形态可分为铸件、粉末、鳞片、短纤、长丝5类材料。
火成岩质水晶属于硬脆性材料,主要采用抗析晶工艺,在模具中浇铸缓慢成型[1]。它完全不反射雷达波,是一种透波隐形材料,有介电损耗和磁损耗,是弱吸波材料。它高效保温,热稳定性和热应力比传统铸石好。同时是绝热材料,具有隔断红外线的功能,即红外隐形优越等性能。其应用方面,可用于艺术水晶、墙砖、家具台面、墓碑、卫浴用品、骨灰盒、替代球磨机天然玛瑙研磨球或钢球等,由于具有透波隐形性能在雷达方面也可加以应用。因此研究火成岩水晶的磨削机理对发掘其潜在的军事价值和民用价值具有重要意义。目前国内外对此种新材料的加工研究仍处于空白状态。
1 实验条件与方法
磨削实验是在MITSUI磨床上进行,采用树脂结合剂金刚石砂轮,技术指标如表1。工件为火成岩质水晶,呈黑色,尺寸长宽高:33 mm×15 mm×20 mm,基本力学性能如表2。改变砂轮速度Vs(9.4~17.0 m/s)、磨削深度ap(2~8 μm)和进给速度Vw(7.38~14.5 m/min)进行顺磨加工。加工中加冷却液。
表1 270目树脂结合剂金刚石砂轮技术指标
Tab.1 The technical index of 270-mesh resin bonded diamond wheel
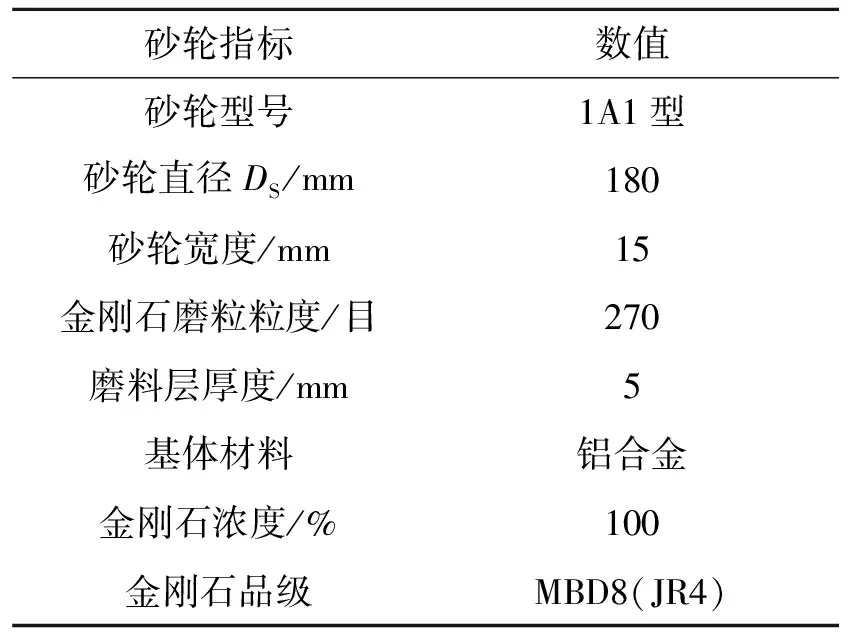
砂轮指标数值砂轮型号1A1型砂轮直径DS/mm180砂轮宽度/mm15金刚石磨粒粒度/目270磨料层厚度/mm5基体材料铝合金金刚石浓度/%100金刚石品级MBD8(JR4)

表2 火成岩水晶的基本力学性能
采用DEWE2010型数据采集系统和Kister-9257BA型测力仪检测工件上所受的垂直方向的磨削力Fv和水平方向的磨削力Fh。数据采集后传输并存储到DEWE系统里,经过虚拟数字滤波器进行滤波处理。图1是磨削测力系统示意图。
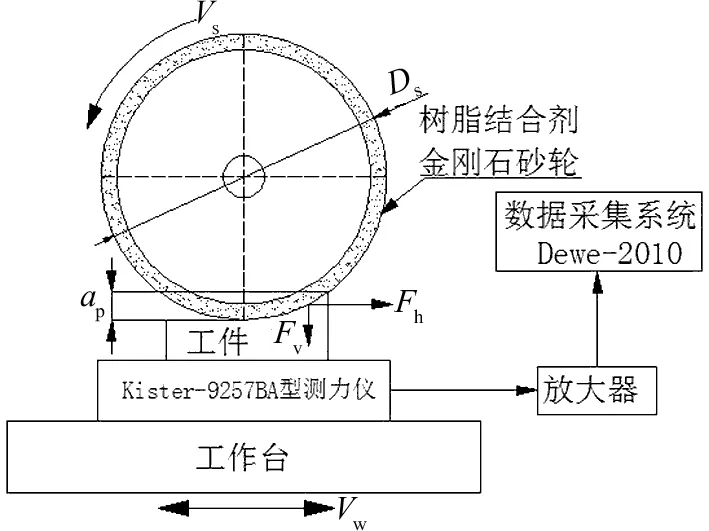
图1 磨削测力系统示意图Fig.1 Sketch of grinding force measuring system
2 实验结果及讨论
2.1 磨削力随磨削深度变化特征
在切深较小的平面磨削条件下,根据文献[2],Ft与Fn以及Fh与Fv在数值上基本相等。因此切向力Ft和法向力Fn分别用实验所测得的垂直力Fv和水平力Fh替代。
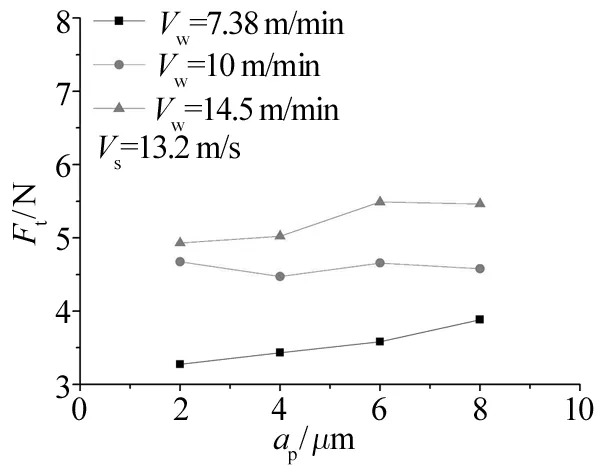
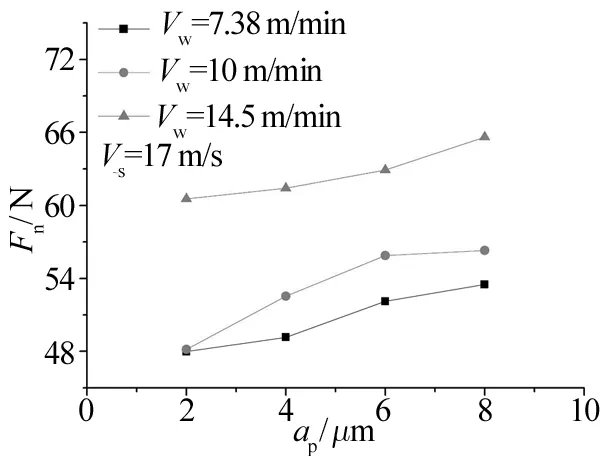
为了研究磨削深度对磨削力的影响,在没有磨削烧伤的情况下,选定几组进给速度Vw,然后分别变化磨削深度ap进行单因素影响磨削实验研究。实验结果如图2所示。
从图2可看出,在固定砂轮线速度和工件进给速度的前提下,当磨削深度ap增大时,切向磨削力和法向磨削力也增大。270目金刚石砂轮由于选择的磨削深度较小并且变化范围较小导致磨削力变化范围较小,从法向磨削力也可以发现这一点:在Vs=17 m/s、Vw=14.5 m/min、ap=2~8 μm时,法向磨削力为60~63 N,变化范围在3 N左右。
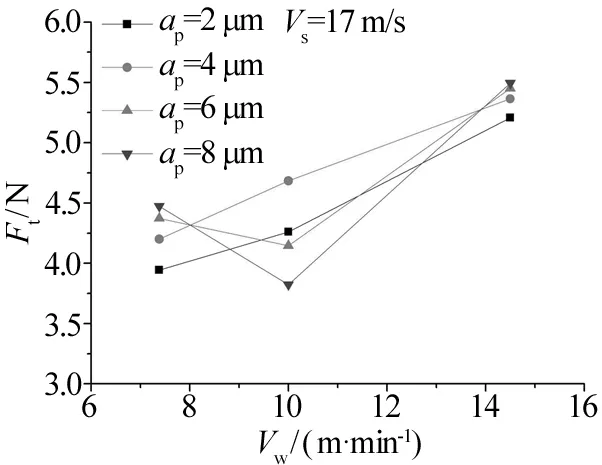
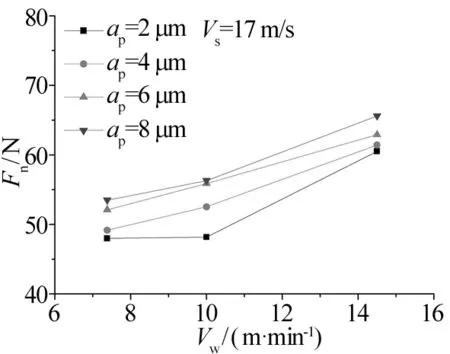
2.2 磨削力随进给速度变化特征
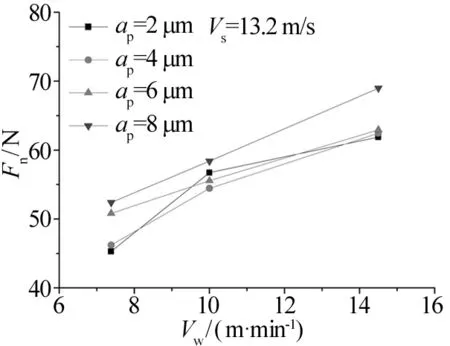
由图3可见,在固定砂轮线速度和磨削深度ap情况下,270目树脂结合剂金刚石砂轮磨削火成岩质水晶时磨削切向力Ft和法向力Fn都随着进给速度Vw增大而增大,并且呈线性趋势。这是因为随着工件进给速度增加,单颗金刚石磨粒最大切削厚度增加,法向接触应力增加[3],同时单颗磨粒的切削材料厚度增加,单位时间内去除的材料体积相应变大,因此总磨削力也相应增大。
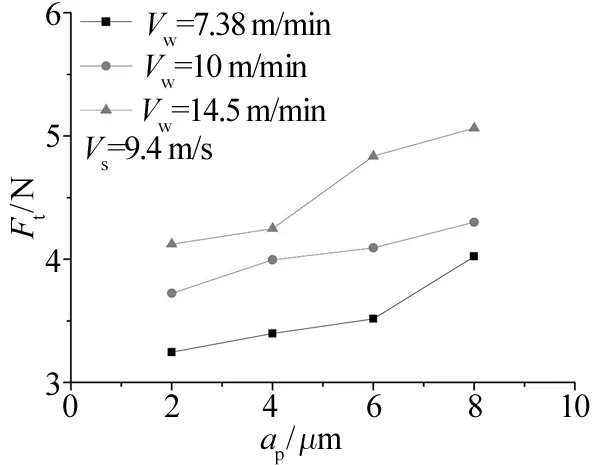
(a)切向磨削力Ft与ap的关系
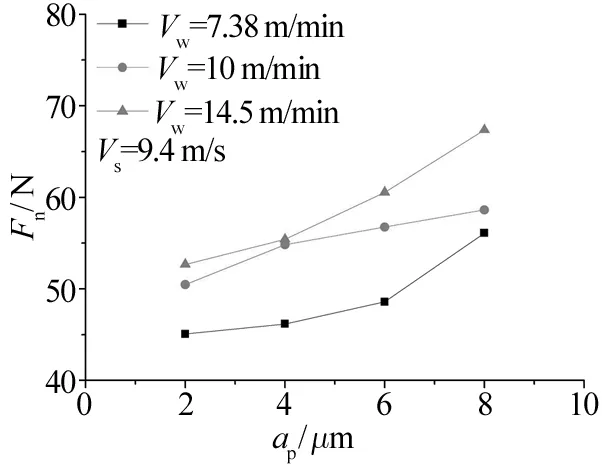
(b) 法向磨削力Fn与ap的关系
(c)切向磨削力Ft与ap的关系

(d)法向磨削力Fn与ap的关系

(e)切向磨削力Ft与ap的关系
(f) 法向磨削力Fn与ap的关系

(a)切向磨削力Ft与Vw的关系
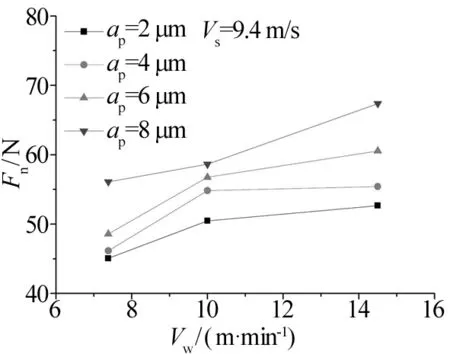
(b)法向磨削力Fn与Vw的关系

(c)切向磨削力Ft与Vw的关系
(c)法向磨削力Ft与Vw的关系
(d)切向磨削力Ft与Vw的关系
(h)法向磨削力Fn与Vw的关系
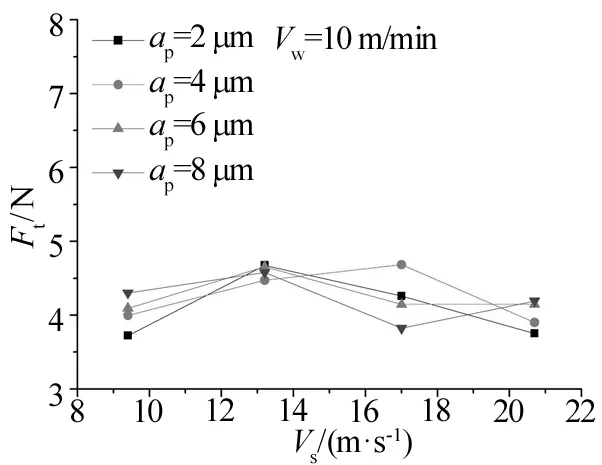
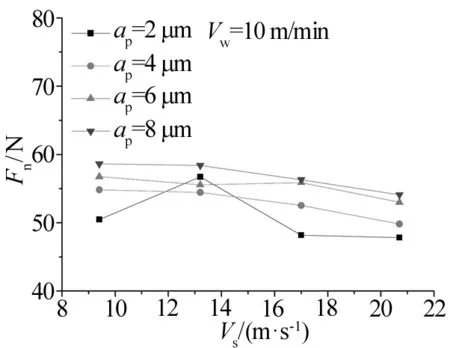
2.3 磨削力随砂轮线速度变化特征
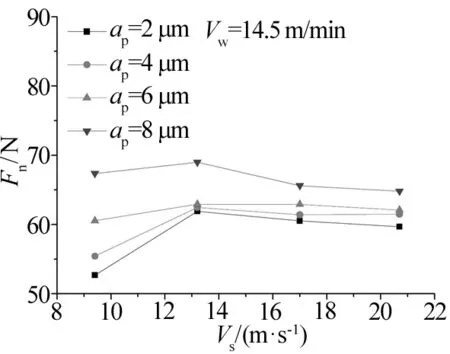
图4显示在不同进给速度下,270目金刚石砂轮磨削火成岩质水晶时切向力Ft和法向力Fn随砂轮线速度Vs的变化特征。在固定磨削深度和工件进给速度的前提下,砂轮线速度增大时,法向磨削力和切向磨削力都表现减小趋势。主要是因为当工作台速度Vw和磨削深度ap固定,单方面增大砂轮线速度Vs时,单位时间内通过磨削弧区内的磨粒数增多,使得单颗磨粒最大未变形切削厚度hmax变小,导致单颗磨粒磨削深度变小,切屑截面积变小,切屑变薄,因此当砂轮线速度增大时,法向磨削力和切向磨削力呈递减趋势。但也有个别点出现异常,还无法找到解释的原因。总体趋势是随着砂轮线速度的增大磨削力减小。

(a)切向磨削力Ft与Vs的关系

(b)法向磨削力Fn与Vs的关系
(c)切向磨削力Ft与Vs的关系
(d)法向磨削力Fn与Vs的关系

(e)切向磨削力Ft与Vs的关系
(f)法向磨削力Fn与Vs的关系
2.4 磨削力比的分析
磨削力比Ft/Fn是切向磨削力与法向磨削力的比值,可表征磨削过程中金刚石磨粒压入火成岩质水晶的难易程度。磨削力比的大小与金刚石砂轮表面磨粒的锋利度和火成岩质水晶的物理和机械性能有关,并且与被加工材料表面质量也有一定的关系。
对加工条件范围内(Vs为9.4~20.7 m/s,Vw为7.38~14.5 m/min,ap为2~8 μm)的48个法向力和48个切向力数据点进行拟合。拟合结果如图5。
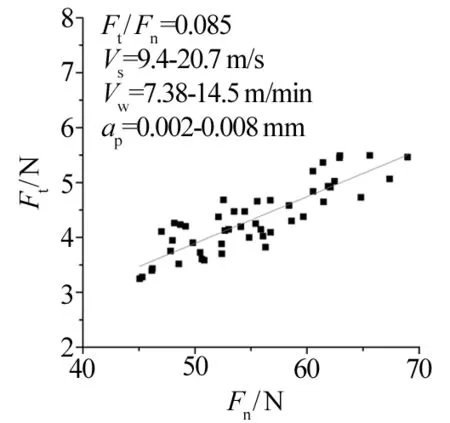
图5 270目树脂结合剂金刚石砂轮磨削火成岩质水晶力比回归图Fig.5 The regression analysis of the grinding force ratio of grinding igneous crystal with 270 mesh resin bonded diamond wheel
图5所示为270目树脂结合剂金刚石砂轮磨削火成岩质水晶力比回归图。由图6可以发现,在所有加工条件下,磨削力比Ft/Fn为0.085,比粗磨时用120目电镀金刚石砂轮磨削的力比0.26要小[5]。力比小于1是因为切向力较小(3.25~5.49 N),而法向力较大(45~68.9 N)。切向力仅仅起到扫除碎屑的作用,而法向力使工件表面层以下产生横向裂纹,材料破碎。法向力越大则破碎越容易形成。用270目树脂结合剂金刚石砂轮和文献[4]用120目电镀金刚石砂轮磨削火成岩质水晶时,切向力差别不大,而法向力差别较大。270目树脂结合剂金刚石砂轮磨削火成岩质水晶时,法向磨削力为45~68.9 N;120目电镀金刚石砂轮磨削火成岩质水晶时,法向磨削力为2~13.8 N。显然270目树脂结合剂金刚石砂轮在磨削火成岩质水晶时法向力较大,更容易使材料破碎,并且消耗的能量较少,因此磨削力比比用120目电镀金刚石砂轮磨削火成岩质水晶时的力比小。图6为270目金刚石砂轮磨削后的表面形貌扫描电镜图,可看出大部分材料是以挤压、破碎方式去除。从材料去除机理来说,火成岩质水晶属于脆性材料,大部分的去除方式属于脆性去除。
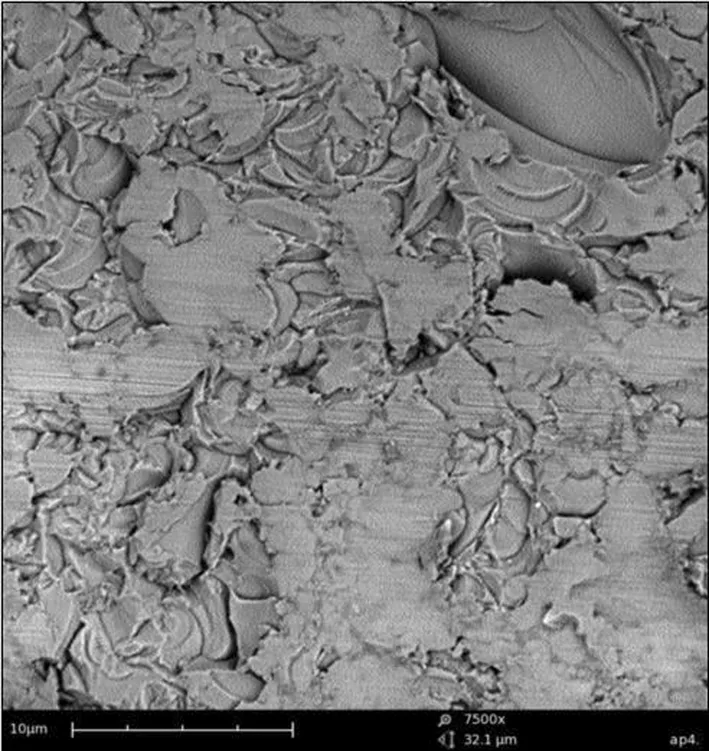
图6 Vs=13.2 m/s、Vw=14.5 m/min、ap=6 μm时的磨削形貌(7 500 X.SEM)Fig.6 The grinding morphology of igneous crystal at Vs=13.2 m/s, Vw=14.5 m/min and ap=6 μm(with a magnification of 7500 X.SEM)
从摩擦角度来说:图6为Ft与Fn的关系曲线,图中直线为最小二乘法拟合曲线。文献[5]指出Ft与Fn的关系为一条直线,斜率为μ,所以拟合曲线斜率实际上反映了摩擦因素的大小。力比小说明砂轮与工件的摩擦较小,在270目树脂结合剂金刚石砂轮磨削火成岩质水晶的过程中,砂轮与工件间的摩擦比120目电镀金刚石砂轮磨削火成岩质水晶时小[4]。根据摩擦系数基本为常数,说明金刚石与火成岩质水晶之间的运动符合Coulomb定律描述的滑动摩擦方式[6]。
3 结论
1) 当增大磨削深度时,磨削力增大,磨削力受到磨削深度的影响较显著。当增大进给速度时,磨削力增大,磨削力受进给速度的影响较明显。当砂轮线速度提高时,磨削力减小,磨削力受砂轮线速度的影响不显著。
2) 树脂结合剂金刚石砂轮磨削火成岩质水晶的磨削力比为0.085。通过磨削火成岩质水晶过程可以发现,火成岩水晶与树脂结合剂金刚石磨粒之间的运动符合Coulomb定律描述的滑动摩擦方式。
[1] 戴洪明,杨宗彬,刘华武.一种火成岩水晶玻璃材料的制造方法:200910228295.7[P].2010-06-09.
[2] Xu X P, Li Y, Malkin S. Forces and engergy in circular sawing and grinding of granite[J]. Journal of Manufacturing Science and Engineering,2001,123(1):13-22.
[3] Malkin S. Grinding Technology-Theory and Application of Machining with Abrasives[M].New York: John Wiley & Sons,1989:27-33.
[4] 张继东,刘海峰,郭桦,等.电镀金刚石砂轮磨削火成岩质水晶的磨削力研究[J].金刚石与磨料磨具工程,2012,32(2):29-33.
[5] Hwang T W, Evans C J, Whitenton E P, et al. High speed grinding of silicon nitride with electroplated diamond wheels[J]. Journal of Manufacturing Science and Engineering,2000,122:42-50.
[6] Persson B N J. Sliding Friction-physical Principles and Applications[M]. Berlin:Springer-Verlag,1998:68-76.
(责任编辑: 陈雯)
Research of grinding force in the grinding of igneous crystal with resin bonded diamond wheel
Zhang Jidong1, Huang Junling1, Zhan Youji2
(1. Mechanical Engineering Department, Anhui Institute of Information Technology, Wuhu 241100, China; 2. College of Mechanical and Automotive Engineering, Fujian University of Technology, Fuzhou 350118, China)
Plane grinding experiments of igneous crystal were conducted with 270-mesh resin bonded diamond wheel via clockwise(circular)grinding method. By measuring the vertical and horizontal grinding forces in the grinding process, the influences of linear (peripheral) speed, feeding speed and grinding depth on the grinding forces were obtained. The experimental results show that the grinding force decreases when the linear (peripheral)speed increases, but increases with the increase of the feed speed and the increase of the grinding depth. The grinding force ratio of the igneous crystal was analysed. The fitted grinding force ratio ofFt/Fnwas 0.085.
igneous crystal; resin bonded diamond wheel; grinding force; grinding force ratio
10.3969/j.issn.1672-4348.2017.03.008
2017-03-23
福建省自然科学基金(2016501723);福建工程学院科研发展基金预研项目(GY-Z13015)
张继东(1984- ),男,安徽合肥人,助教,硕士,研究方向:机械装备制造及自动化,液压与气压设备的研发。
TG58
A
1672-4348(2017)03-0238-05
猜你喜欢
水文地质工程地质(2022年2期)2022-04-13
石油钻探技术(2020年3期)2020-08-24
矿业工程研究(2020年4期)2020-02-03
山东工业技术(2018年5期)2018-03-10
录井工程(2017年3期)2018-01-22
科技创新与应用(2016年34期)2016-12-23
光学精密工程(2016年1期)2016-11-07
新高考·高一物理(2016年3期)2016-05-18
设备管理与维修(2016年6期)2016-04-09
中国铁道科学(2015年4期)2015-06-21
