大规格十辊棒材矫直机的改进
2017-07-01 18:10:41孟光振王仕杰马强刘磊张志娜
重型机械 2017年1期
孟光振,王仕杰,马强,刘磊,张志娜
大规格十辊棒材矫直机的改进
孟光振1,王仕杰2,马强2,刘磊2,张志娜2
(1.山东钢铁股份有限公司莱芜分公司特钢事业部,山东莱芜271104; 2.中国重型机械研究院股份公司,陕西西安710032)
大规格十辊棒材矫直机较七辊矫直机在矫直精度上有了很大的提升,但是如果控制不好,矫后棒材头部会有不同程度的啃伤,个别会出现棒材表面划伤等问题。本文针对大规格十辊棒材矫直机的结构及特点,采用液压同步快开技术、升降托辊及弹性导卫等措施,提高了棒材表面质量,取得了良好的效果。
精整;矫直;头部啃伤;表面划伤;液压快开
0 前言
伴随着国内汽车行业及船舶行业的强势发展,大直径圆断面棒材在市场上的需求也在持续增长,同时对成品棒材的直线度及表面质量有了更高的要求。莱芜钢铁股份有限公司特钢事业部抓住机遇淘汰落后产能,对特钢产品进行技术升级改造,后续配套年产40万t钢材的精整线。整线工艺流程:上料-矫直-抛丸-倒棱-漏磁探伤-超声波探伤-修磨-分拣收集-打捆-承重-挂牌-入库。
传统精整线矫直环节均配置七辊棒材矫直机,随着棒材最终直线度要求的提高,该精整线配置的高精度矫直机组采用中国重型机械研究院股份公司的新型十辊棒材矫直机组,它通过全新的矫直辊型设计方法,多次反弯的矫直过程,很好的融合了两辊矫直机和七辊矫直机的优点,大大提高了一次矫直精度,为后部工序奠定了基础,提高了整线的产品质量,满足了市场上对于高端棒材的要求。
1 十辊棒材矫直机设备组成
新型十辊棒材矫直机辊系排列如图1所示,采用2-2-2-2-2的上五下五对辊布置,上下同速同驱保证大弯曲棒材的顺利咬入,第二、四对辊为被动式的深浅凹形提高矫直精度,其他全部为主动的准双曲线复合辊系。深浅凹形辊型的利用在辊数不增加的情况下,提高反弯次数,减少反弯节距,从而为解决头尾弯曲、为提高矫直精度提供了可靠保证。

图12 -2-2-2-2十辊矫直辊系布置形式Fig.1The 2-2-2-2-2 ten roll straightening roll arrangement
主要技术参数如下:
矫直棒材直径Φ90~Φ220 mm矫直棒材长度4~12 m
最大棒材屈服极限1100 MPa最大来料弯曲度20 mm/m矫直速度10~45 m/min
矫后棒材直线度通长≤1 mm/m
升降调整精度±0.1 mm
十辊矫直机主体设备主要包括入口弹性导卫机构、主机本体、后台出料导卫、电控系统及液压系统。
1.1 入口弹性导卫机构(图2)
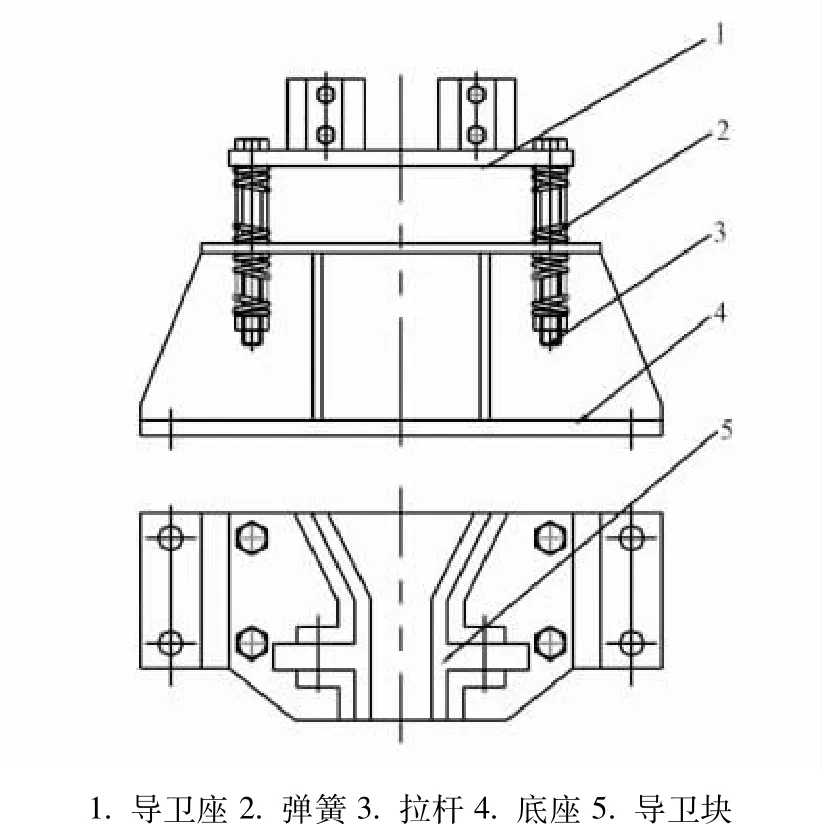
图2 弹性导卫机构Fig.2Elastic guide institutions
该弹性导卫机构通过弹簧和拉杆将导卫座和底座连接起来,导卫块安装在导卫座上,如图2所示。导卫块采用硬度相对较小的铸钢材料,从而较好的保护棒材表面。导卫块采用系列更换方式进行开口度的调整,以适应不同规格棒材的正确导入。当棒材尾部甩动时,该套弹簧柔性导卫装置随着棒材尾部而柔性摆动,防止棒材的划伤及导卫板的过度磨损。
1.2 主机本体
矫直机主机本体由上、下横梁组件、主传动系统、矫直辊体等主要部分组成,如图3所示。

图3 十辊矫直机Fig.310-roll bar straightener
上横梁组件由上横梁、压下系统、角度调整机构组成。上横梁为焊接结构件。压下系统机械部分由行星摆线减速器、联轴器、压下丝杆等组成。压下丝杆通过复合螺母来消除丝杆与压下螺母之间的间隙。五个上辊的压下机构可联动或单动,压下調节过程是在非矫直状态下完成。压下系统液压部分主要由液压缸体、活塞、缸底及油路等组成。正常工作时,主油腔通入高压油,使压下油缸处于其行程下限位置,此时缸底与活塞之间形成20 mm厚的液压垫,液压缸中的压油保持为一常数,当被矫棒材尺寸超差或弯曲度过大引起矫直力过大或辊缝过大时,液压缸内油压发生变化,液压控制系统将根据此变化调整液压垫的厚度,使辊缝随之变化,从而起到保护作用并使矫直照常进行。
下横梁组件由下横梁、下辊托盘机构、下辊角度调整机构等组成,下横梁为焊接结构件,下辊托盘机构安装在下横梁内部,托盘上部安装下矫直辊,托盘内部设有液压缸。调整角度时液压缸推动托盘升起,角度调整机构带动托盘及辊体旋转,调整角度完毕后液压缸锁紧。其中第2和4辊设有电动压上机构。压上动作是在非矫直状态下完成的。下辊第1辊、第3辊和第5辊角度调整机构同上辊角度调整机构。第2和第4辊角度调整机构为手动调整。
1.3 出口导卫
出口导卫内部采用可旋转保护套,具有引导棒材出料及保护的作用,限制棒材的甩动,将棒材与保护套之间的相对摩擦运动降低到最小,有效减小了棒材表面划伤。内部镶嵌可更换耐磨球铁导套,便于磨损后的维修更换。
2 十辊矫直机的改进
2.1 液压同步快开技术
由于棒材来料比较弯曲,随着棒材咬入矫直机主机以后,棒材旋转前进,弯曲的棒材尾部对矫直机的前台甩尾打击严重。矫直机的前台送料辊道在棒材咬入主机以后自动降落,辊道降到到C型保护套以下,为了保护前台辊道免受打击,提高了辊道的使用寿命,便于检测,在矫直机第一对辊缝处设置有对射开关,当检测到棒材刚好进入矫直机第一对辊时,前台辊道马上下降。由于大规格较长来料咬入以后,整个棒材后部的重量过大,棒材咬入第一对辊后不能对整根棒材构成很好了夹持,致使棒材咬入第一对辊后,头部倾斜向上撞击到第二对辊的上辊,形成不同程度的头部啃伤。
为了解决这个问题,提出了液压同步快开技术。由于十辊矫直机的辊型采用的准双曲线辊型,整个辊型深度较浅,一对矫直辊无法将整根大规格的棒材在头部实现完全的包络夹持,所以采用了两对辊同时夹持入料。即棒材在进入矫直机主机以前,矫直机第一对辊和第二对辊的上辊通过液压负荷缸反向给油打开,等到棒材随前台辊道送至第二对辊时,上面两个矫直辊快速压下,保证提供足够的矫直力,然后进行矫直(如图4)。棒材在两对辊的包络夹持下进行矫直,棒材始终沿着矫直中心线前进,成功避免了头部啃伤。

图4 棒材咬入示意图Fig.4Bar biting schetch
2.2 出料升降托辊
为了提高矫直机的节奏,棒材矫直后经过后台输送辊道快速出料。所以后台的输送辊道一般采用垂直矫直中心线布置,而矫直辊一般与矫直中心线成30°左右的夹角。当矫后棒材没有完全离开矫直机主机的时候,棒材旋转前进,一旦棒材尾部接触到后台输送辊道,表面即被划伤。为了有效避免棒材表面划伤,首先将后台的输送辊道的辊面高度比矫直机主机下辊面标高低30 mm左右,同时在后台出料处增加一个升降托辊,用于对矫后棒材的托举,防止棒材在离开矫直机主机前与后台输送辊道的接触划伤。
后台出料升降托辊和后台出口导卫的联合作用,有效保护了矫后棒材,避免棒材表面矫直缺陷的产生。
3 现场使用情况
该设备自投产以来,设备运行状态良好,已经累计矫直30万t左右,矫直效果良好,大大超过了预期设计要求的1 mm/m直线度,整体达到0.8 mm/m的直线度,大大提升了棒材的成品质量。
部分矫直钢种的现场矫直情况如表1、图5所示。

表1 生产情况记录表Tab.1The recorder table of the production

图5 矫直前后产品对比Fig.5The product contrast of before-and-after straightening
整套设备使用2年来,基本保持全数字化自动调整,调整精度高,矫直效果良好,但是也给前后辅助设备提出了更高的要求。当弯曲度过大时,前台散料设备很难将棒材均匀散开,需要人工干预,大大增加了操作者的劳动强度,也降低了矫直机主机的矫直效率。所以急需解决大弯曲棒材无人工干预散料机构的研发,从而提升整机的矫直效率。
4 结语
莱钢公司特钢事业部产品升级技术改造工程中的Φ90~Φ220 mm棒材连续精整生产线,工艺先进,布置合理,设备精良,为公司占据特钢高端市场打下良好基础。尤其是新增的高精度十辊棒材矫直机在整线中发挥了及其重要的作用,大大提高了产品的矫直质量,为后部工序的顺利进行提供保障。该精整线的整体工艺布局和十辊矫直机的合理选型都将为其他钢厂新上类似项目时提供参考。
[1]崔甫.矫直原理与矫直机械[M].北京:冶金工业出版社,2002.
[2]赵西韩,薛红卫,赵永平.可变恒压动态矫直技术与应用[J].重型机械,2006(6):34-36.
[3]刘磊,赵西韩,马强等.宝钢Φ250十辊棒材矫直机的研制与应用[J].重型机械,2013(06):1-12.
[4]马强,赵西韩,王文宇,等.棒材精整线主要设备功能及选型参考[J].轧钢,2014(S1):144-147.
[5]周文浩,赵西韩,马强,等.十一辊精密圆钢矫直机的研究[J].轧钢,2014(S1):105-108.
[6]王海文.轧钢机械设计[M].北京:机械工业出版社,1983.
[7]王春荣.臧克江.武佩.液压传动[M].长春:吉林科学技术出版社,2000.
[8]陈秀宁.机械设计基础[M].杭州:浙江大学出版社,1999.
[9]蔡宝华.新式斜辊矫直机辊型的研究[D],沈阳:东北大学,2009.
[10]AM.马斯基列逊.管材矫直机[M].北京:机械工业出版社,1979.
[11]王仕杰,卢星,李勤勇,等.棒材矫直机设备及工艺论述[J].冶金设备,2011(特刊1):50-52.
Improvement of the large scale ten-roll bar straightener
MENG Guang-zhen1,WANG Shi-jie2,MA Qiang2,LIU Lei2,ZHANG Zhi-na2
(1.Laiwu Iron&Steel Group Co.,Ltd.,Laiwu 271104,China; 2.China National Heavy Machinery Research Institute Co.,Ltd.,Xi’an 710032,China)
The large size ten-roll bar straightening machine has a very big promotion in the straightening accuracy than the seven-roll one,but when the operation is not appropriate,head injury would often occurred with different degree,the rod surface scratches and other issues would appear individually.This article introduced structure and the characteristics of the large size ten roll bar straightening machine,which applies the technique of synchronous hydraulic quick opening,lift roller and elasticity guide,which improves the quality of the rod surface,all of these has obtained the good effect.
finishing;straightening;head injury;surface scratch;hydraulic quick-opening
TG333
A
1001-196X(2017)01-0070-04
2016-04-01;
2016-06-20
孟光振(1985-),男,工程师,山东钢铁股份有限公司莱芜分公司特钢事业部,从事轧钢设备的技术管理工作。
猜你喜欢
昆钢科技(2021年1期)2021-04-13 07:55:00
冶金设备(2019年6期)2019-12-25 03:08:54
四川冶金(2019年5期)2019-12-23 09:05:00
山东冶金(2019年3期)2019-07-10 00:54:06
读者·校园版(2018年3期)2018-01-18 08:12:52
上海金属(2016年1期)2016-11-23 05:17:28
风采童装(2016年2期)2016-08-02 09:18:38
陶瓷学报(2015年4期)2015-12-17 12:45:04
天津冶金(2014年4期)2014-02-28 16:52:48
钛工业进展(2014年5期)2014-02-28 16:42:26