
从设计角度谈大线能量焊接用钢的应用
2017-06-29 08:25:52顾军军顾黎军
造船技术 2017年3期
顾军军, 顾黎军
(上海江南长兴造船有限责任公司, 上海 201913)
从设计角度谈大线能量焊接用钢的应用
顾军军, 顾黎军
(上海江南长兴造船有限责任公司, 上海 201913)
大线能量焊接用钢和双丝垂直气垫焊作为一种新工艺的组合,能提高生产效率,但钢板和焊丝主要由国外进口。以缩短造船周期及降低采购成本为目的,结合材料的特性,通过计算及放样的方式将此新工艺进行设计细化,保证在生产计划之前下达订货依据,有效缩短造船周期,降低船企的生产成本,提高经济效益。
大线能量焊接用钢;设计;钢材
0 概述
以9 400箱集装箱船为例,在船体搭载阶段,厚板的立对接焊缝长度达80 m。使用常规的CO2气体保护焊进行焊接,需先进行预热处理,预热温度要求120~180 ℃,然后再进行焊接,焊接80 m长的焊缝需要640个工时,相当于4个电焊工近1个月的工作量。在引进双丝垂直气垫焊后,基本实现一次成型,有效提高焊接质量,大幅节省焊接工时。但由于双丝垂直气垫焊的线能量太高,因此需配合大线能量焊接用钢一起使用,且可免去预热工序,直接使用双丝垂直气垫焊进行焊接。但大线能量焊接用钢及双丝垂直气垫焊焊接材料都由日本进口,材料成本很高。如何科学合理地使用大线能量焊接用钢及双丝垂直气垫焊,设计时需从多方面考虑,本文简要分析大线能量焊接用钢在现场实际应用中的控制。
1 设计阶段
1.1 双丝垂直气垫焊
双丝垂直气电焊(Vertical Elector-Gas Welding with Double Wire, EGW)以CO2作为保护气体,通过2个送丝器同时送丝进行焊接。焊接过程中打底电极不摆动,盖面电极摆动,形成的熔池金属填满整个坡口,并通过衬垫和水冷铜滑块分别对焊缝进行冷却并使其成型,从而使立对接焊缝达到一次焊接双面成型的效果。EGW技术对坡口精度要求较高,目前采取单边坡口角度为10° 的V型坡口,坡口间隙控制在7~10 mm。采用EGW工艺将使焊接线能量增加,最大可达600 kJ/cm,对于母材的性能要求极高。
1.2 大线能量焊接用钢
大线能量焊接用钢在轧制过程中采用了热机械控制工艺(Thermo Mechanical Control Process, TMCP)技术,使得钢材在既不添加过多合金元素,也不进行复杂后续热处理的条件下,也能够获得足够的强度和韧性。因此,钢中的含碳量可大幅减少,从而降低碳当量Ceq值,提高焊材的可焊性,大线能量焊接用钢焊前也无需像正火钢那样进行120℃以上的预热。
目前,日本JFE公司采用的EWEL技术和新日铁公司采用的HTUFF技术以及国内宝钢采用的氧化冶金技术等都是针对大线能量焊接用钢焊接条件下开发的提高焊接接头韧性的关键技术,且上述公司都具有批量生产大线能量焊接用钢的能力。这也让EGW在实船上的推广应用具备了基本条件。
1.3 生产设计
由于大线能量焊接用钢及EGW具有不同的特点,设计时需有针对性地考虑此类材料在生产阶段实际应用的情况。
2 设计过程
通过对板规、坡口形式、精度以及焊接材料等多方面的展开,将大线能量焊接用钢的使用进行设计分解,详细描述从设计阶段到现场生产的过程。
2.1 板规控制
目前上海江南长兴造船有限责任公司钢板起重能力为20t,预处理长度为4.2m,结合以上特性,在生产设计过程中需严格控制大线能量焊接用钢的规格,以免造成钢板无法处理。根据详细设计提供的材质板规,挑选抗扭箱区域材质等级为EH36~EH40、厚度为55~68mm的搭载焊缝两边钢板作为大线能量焊接用钢,宽度控制在2 600mm以内,重量控制在20t以内。如表1所示。
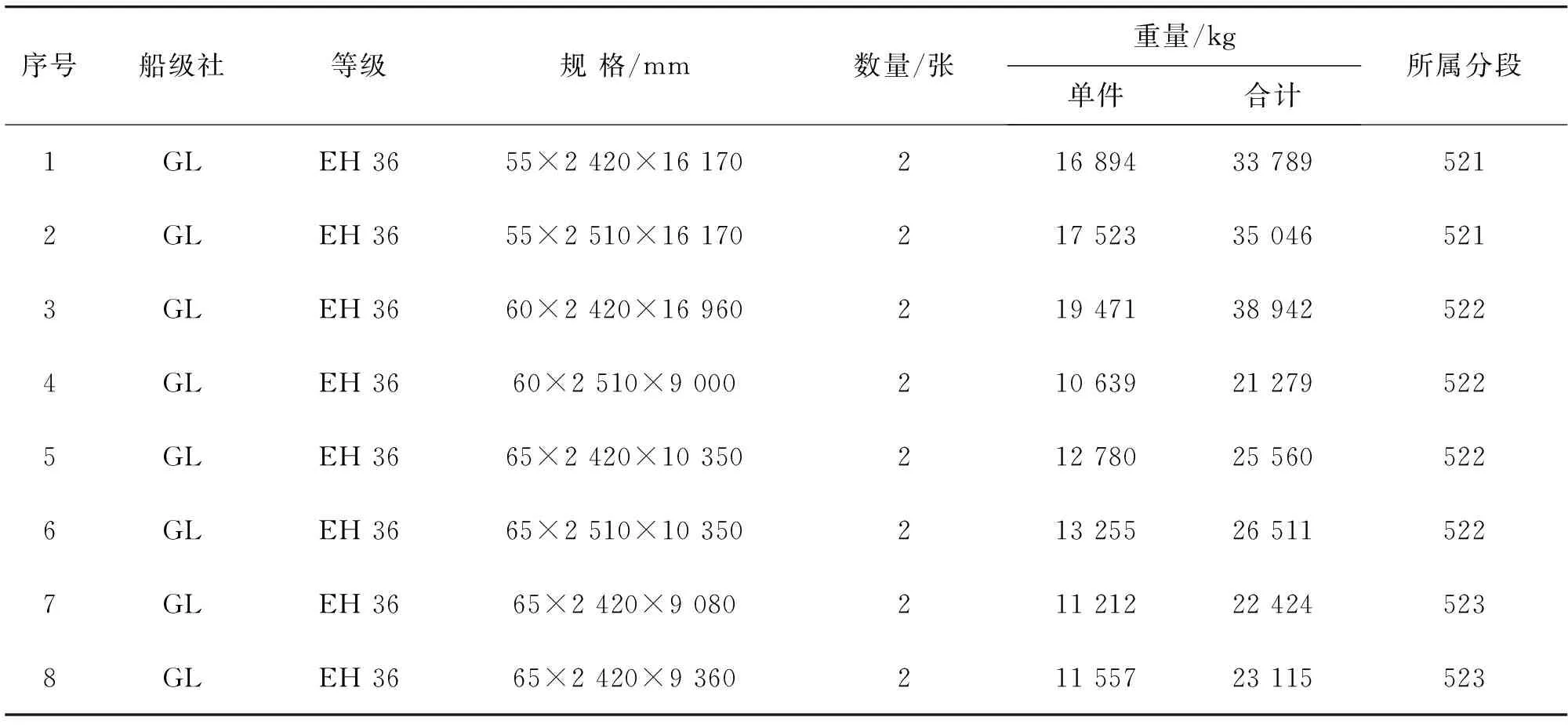
表1 9 400 箱大线能量焊接用船体钢材部分订货清单
由于大线能量焊接用钢的采购成本高,因此生产设计阶段需要将所有此类板进行优先套料后订货,保证订货钢板的使用率都达到98%以上,并且在图纸上标明此板为大线能量焊接用钢的字样,防止一切可能导致生产部门使用错误的情况发生,且图面上详细描述坡口开设的方式,并标注零件大小、流向等信息,保证现场的切割数据完整、清晰。版图及切割指令到达生产部门后,生产部门可按照图面信息及切割指令制作出正确的零件,如图1和图2所示。
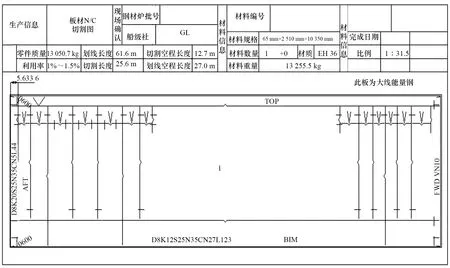
图1 切割版图图面信息

图2 火焰切割现场以及切割边检查
2.2 坡口形式
由于EGW在国内使用较少,故对其焊接的各项性能指标均需重新制定。在设计阶段就需要考虑使用何种焊材等级及坡口形式,以指导焊接试验室制定相应的工艺评定实验(Welding Procedure Specification, WPS)。
根据DNV GL船级社的规范要求,此类TMCP钢的焊材等级需高于4Y40,因此在焊接大线能量焊接用钢(≥50 mm)时,选择5Y40V等级的焊丝,进一步考虑到实际生产及焊接质量等因素,选择DW-S50GTR与DW-S50GTF这2种焊丝,JN-1001作为衬垫进行焊接试验。通过制作船体焊接规程表从设计源头控制整个WPS的过程,并进行监控。如图3所示。

图3 船体焊接基本规程
完成WPS并得到船级社认可后,将此类坡口通过编程,导入设计软件。生产设计人员按照规则将此类坡口建模,现场根据设计提供的参数,切割出相应的坡口,如图4所示。
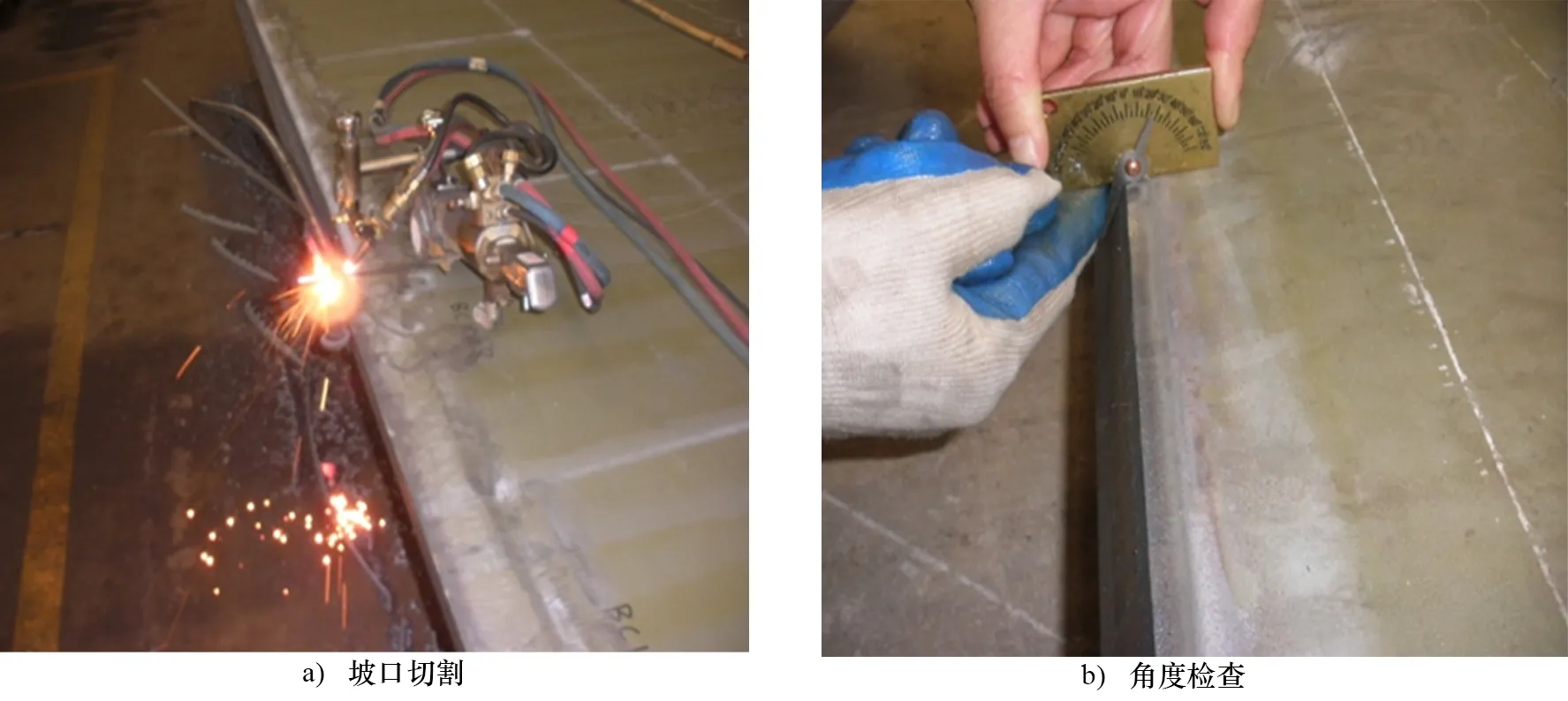
图4 坡口切割现场及角度检查
2.3 精度
在钢板理论设计的基础上,由于焊接过程必有收缩,在板零件上加放相应的收缩量,使焊接完成后的板零件达到理论尺寸,并且在分段首部加放部分余量供搭载阶段进行修正。
2.4 焊接材料
减少焊材的浪费也是设计阶段必须考虑的因素之一,设计对EGW的焊缝进行统计,并根据焊材消耗的单位面积的计算方式:
式中:W为焊接材料需求量,g;A为截面积,cm2;ρ为密度,g/cm2;一般情况下,碳钢密度为7.8g/cm2,Cr-Ni不锈钢为7.9g/cm2,Cr-Ni-Mo不锈钢为8.0g/cm2,镍及镍合金为8.9g/cm2;η为熔敷效率,一般情况下,焊条为55%,TIG/MIG/MAG/CO2为95%,药芯焊丝为85%,埋弧焊丝为99%。
焊接截面积一般可分为对接形式及角接形式:
(1) 对接形式。如图5所示。
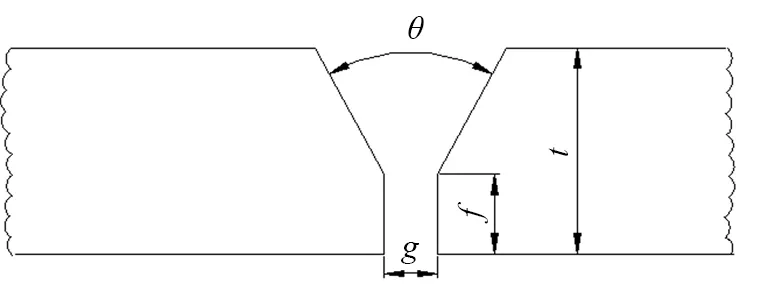
图5 对接形式
(2) 角接形式。如图6所示。
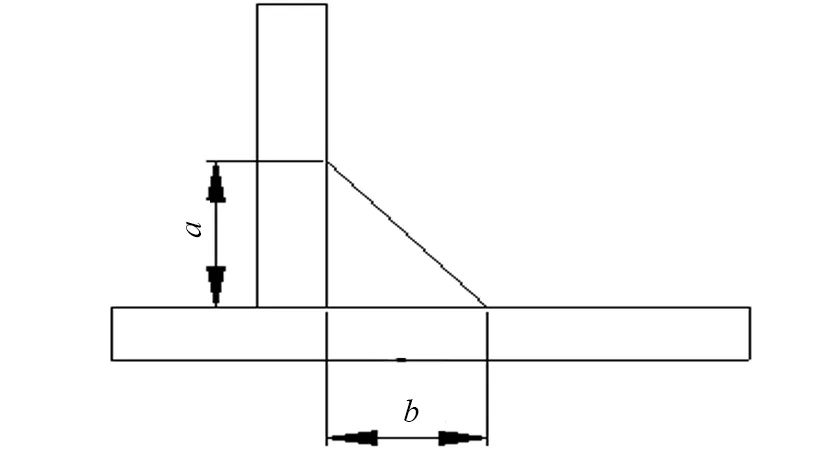
图6 角接形式
根据上述计算方法,并结合船体结构中所用到的垂直气垫焊区域面积,进行定额核算。表2为焊接长度的统计。
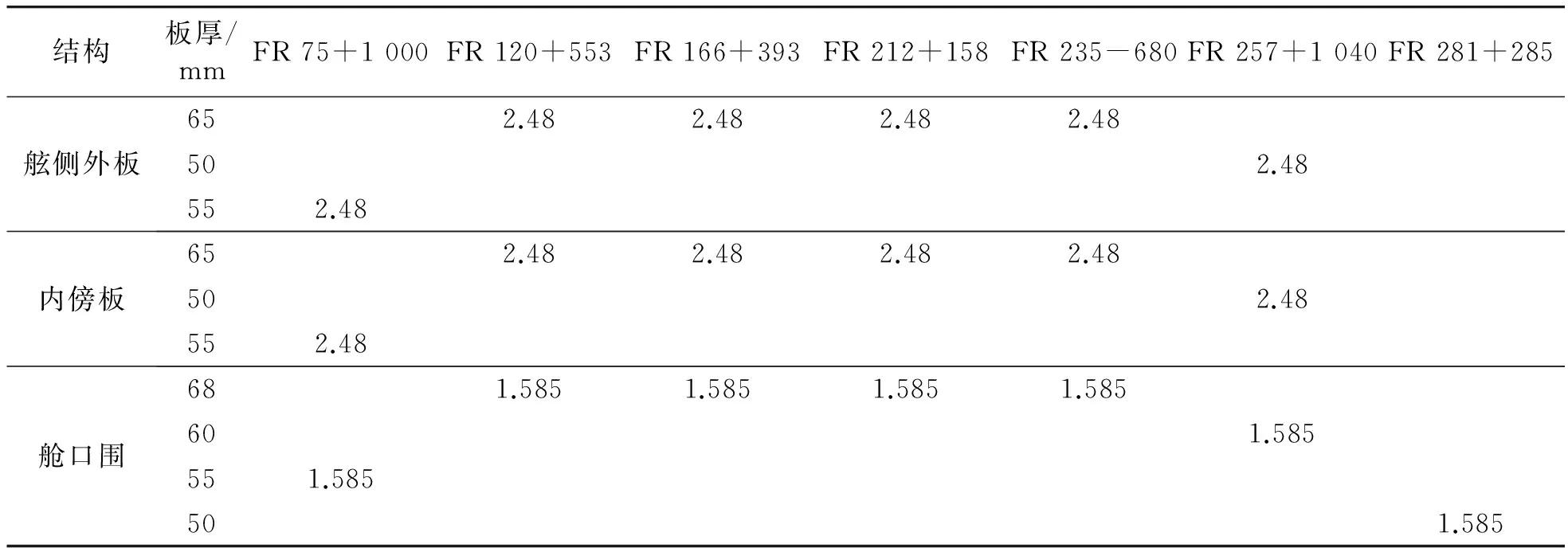
表2 EGW焊接长度统计 m
3 结论
在生产设计过程中,需要多方面考虑问题,将未使用过的材料及使用量进行严格的控制。大线能量焊接用钢从订货开始,都是进口产品,订货周期较长。因此,通过以上几个方面的考虑,将工艺、订货量层层分解,提供订货相应的依据,保证订货的同时,也控制了成本,以达到精艺设计的目的。
[1] 陈祝年.焊接工程师手册[M].北京:机械工业出版社, 2010.
[2] 郭桐.优质大线能量焊接用高强船板的开发[J].宽厚板,2005,11(3):42-47.
[3] 王蕾,陈晓,习天辉.大线能量低焊接裂纹敏感性钢的研究[J].材料导报,2002,16(5):24-26.
[4] 栗卓新,刘秀龙,李虹,等,高强钢焊材及焊接性的国内外研究进展[J].新技术新工艺,2007,5:16-18.
Application of Large Energy Welding Steel from Design Perspective
GU Junjun, GU Lijun
(Shanghai Jiangnan Changxing Shipbuilding Co., Ltd., Shanghai 201913, China)
Double wire vertical electro-gas welding and steel for high input energy welding are combined as a new process, which can improve production efficiency. But the steel and welding wire is mainly imported from abroad. In order to shorten the shipbuilding cycle and reduce the purchase cost, combined with the characteristics of the material, the design and refinement of the new process are carried out by means of calculation and lofting. It can ensure that the order is issued before the production plan is issued. This project can effectively shorten the shipbuilding cycle, reduce the production costs and improve economic efficiency.
high input energy welding; design; steel
顾军军(1984-),男,工程师,从事船体生产设计等工作
1000-3878(2017)03-0076-05
U671
A
猜你喜欢
电焊机(2024年1期)2024-03-01 06:20:44
小哥白尼(军事科学)(2022年2期)2022-05-25 13:19:28
节能与环保(2022年3期)2022-04-26 14:32:36
系统管理学报(2018年3期)2018-08-13 01:05:48
系统管理学报(2018年2期)2018-08-13 01:04:42
小资CHIC!ELEGANCE(2016年22期)2016-12-01 15:39:24
工业设计(2016年10期)2016-04-16 02:43:54
金属加工(热加工)(2015年8期)2015-12-27 07:36:16
浙江理工大学学报(自然科学版)(2015年4期)2015-03-01 02:53:38
江苏工程职业技术学院学报(2014年2期)2014-01-20 06:21:34
