
活性金黄SRE对棉织物的浸轧-真空脱水-湿蒸染色工艺
2017-06-27 08:09:13张鑫卿张健飞房宽峻舒大武巩继贤刘秀明
纺织学报 2017年6期
张鑫卿, 张健飞, 2, 房宽峻, 舒大武, 巩继贤, 刘秀明
(1. 天津工业大学 纺织学院, 天津 300387; 2. 天津工业大学 先进纺织复合材料教育部重点实验室, 天津 300387)
活性金黄SRE对棉织物的浸轧-真空脱水-湿蒸染色工艺
张鑫卿1, 张健飞1, 2, 房宽峻1, 舒大武1, 巩继贤1, 刘秀明1
(1. 天津工业大学 纺织学院, 天津 300387; 2. 天津工业大学 先进纺织复合材料教育部重点实验室, 天津 300387)
为提高活性染料传统轧-蒸染色的固色率和染深性,将真空脱水技术引入棉织物的活性染料轧-蒸染色过程。研究了棉织物含水率、汽蒸时间和碳酸钠用量对活性金黄SRE湿蒸染色的影响,并比较了活性金黄SRE采用浸轧-真空脱水-湿蒸(P-Vac-S)工艺与传统浸轧-湿蒸(P-S)工艺染色棉织物的染深性和耐摩擦色牢度。结果表明;浸轧含25 g/L活性金黄SRE染液的棉织物,将其含水率真空脱水至20%~30%,再进行湿蒸,棉织物的上染率(K/S值)和染料固色率相对较高;含水率为(25±2)%的棉织物湿蒸染色的适宜汽蒸时间和碳酸钠质量浓度分别为5 min和25 g/L;采用活性金黄SRE经P-Vac-S工艺染色棉织物的K/S值比采用P-S工艺染色的K/S值高15%~30%,但是经前者染色棉织物的耐摩擦色牢度比后者略差。
活性金黄SRE; 棉织物; 真空脱水; 湿蒸染色; 染深性
活性染料因应用方便、色光鲜艳、湿牢度优良、色谱齐全而成为棉织物染色最常用的染料类别之一[1]。轧染是活性染料常见的染色方式,但是采用轧-烘-轧-蒸工艺染色时,织物在汽蒸固色前需烘干,能耗高[2],且易发生染化料泳移,产品质量稳定性差,染色废水含盐量高[3],批次更换效率低。轧-蒸(P-S)工艺染色可省去烘干工序,节能效果好,然而存在湿织物升温慢、活性染料水解严重、固色率低等问题[4-5]。
通过提高湿织物在汽蒸过程中的升温速率,可以缩短汽蒸时间、减少活性染料水解,从而改善湿蒸染色效果,常用的途径有2条:1)对高带液率织物快速干燥去湿;2)采用低给液染色技术。20世纪80年代,Hoechst和Brückner公司开发了经济汽蒸(Eco-steam)系统[6],用红外线加热装置对进入干、湿球温度分别为120、70 ℃的蒸汽/热空气固色体系的湿织物进行预热,以提高其升温速率,减少染料水解,但是该工艺不适合毛圈类织物染深色[7]。1995年,Monforts和Zeneca公司研发出湿蒸染色(Econtrol)工艺[2],用120 ℃、蒸汽体积分数为25%的热风固色体系对浸轧活性染料的棉织物进行固色,但是该工艺不适合反应性低的活性染料[8]以及厚重的毛绒织物和轻薄织物的染色。1998年,Babcock和BASF公司开发了易固-发色一步法(Eco-flash)工艺[9],用180 ℃过热蒸汽作为活性染料与棉织物的固色反应介质,固色时间缩短,然而该工艺不适合厚重或轻薄织物的染色[8]。以上3种湿蒸染色工艺以不饱和蒸汽作热载体,能耗高;高带液率湿织物直接进入固色装置,固色介质的温湿度波动大[10],染色产品的质量稳定性差;另外,较长的初开机平衡时间也易造成大量织物和染化料的浪费。采用泡沫染色技术[3,11]和真空抽提技术[12]实现织物的低带液,也可提高湿织物在汽蒸过程中的升温速率,但是泡沫染色的匀染性欠佳[13],真空抽提技术降低棉织物带液率的程度有限[14],经真空抽提得到的活性染料溶液也难以回收再利用[8];另外,由于低给液染色技术施加到织物上的染料量有限,染深性差。
采用热风、红外线预烘等方式脱除轧染织物的水分时,能耗高,且高温除水过程活性染料极易水解。真空脱水具有操作温度低、脱水效率高和脱水均匀等优点[15]。本文采用真空干燥箱在低温和负压条件下将浸轧活性金黄SRE染液的棉织物含水率降至一定范围,然后在常压饱和蒸汽中湿蒸固色。探讨了织物含水率、汽蒸时间和碱剂用量对棉织物浸轧-真空脱水-湿蒸(P-Vac-S)染色的影响,并对P-Vac-S工艺和P-S工艺的染色效果作了比较。
1 实验部分
1.1 材料与仪器
材料:纯棉平纹漂白半制品(370根/10 cm × 236根/10 cm,176 g/m2),由孚日集团股份有限公司提供。活性金黄SRE 150%(含1个一氯均三嗪活性基和1个β-羟乙基砜硫酸酯活性基的M型活性染料,江苏申新染料化工股份有限公司),无水碳酸钠(AR,天津市科密欧化学试剂有限公司),皂洗用标准皂片(上海市纺织科学研究院)。
仪器:JA 5003精密电子天平(天津天马衡基仪器有限公司);PO-B卧式两辊轧车(莱州元茂仪器有限公司);DZF-6050真空干燥箱(上海申贤恒温设备厂);OP-03汽蒸箱(天津华谱合力科技有限公司);Datacolor SF-600 plus测色配色仪(美国Datacolor公司);Y571B摩擦色牢度测试仪(温州方圆仪器有限公司);DigiEye测色仪(英国VeriVide公司)。
1.2 染色方法
1.2.1 棉织物浸轧-真空脱水-湿蒸染色
棉织物在含活性金黄SRE和Na2CO3的染液内浸渍30 s,二浸二轧,得到轧余率为(75±2)%的试样。试样悬挂于(29±0.5) ℃和-0.096 MPa(表压)的真空干燥箱内脱水,使试样的含水率降至一定范围。将真空脱水后的湿试样迅速送入蒸箱,在(100±1) ℃常压饱和蒸汽中汽蒸固色。
1.2.2 棉织物传统浸轧-湿蒸染色
棉织物在含活性金黄SRE和Na2CO3的染液内浸渍30 s,二浸二轧,得到轧余率为(75±2)%的试样,不经真空脱水,将湿试样直接送入蒸箱,在(100±1) ℃常压饱和蒸汽中汽蒸固色。
1.2.3 水 洗
湿蒸固色的棉织物按照冷水淋洗→热水洗(50~60 ℃,3 min)→皂洗(标准皂片3 g/L,浴比为1∶50,沸煮15 min)→热水洗(70 ~ 80 ℃,3 min)→冷水淋洗的流程洗涤,然后在室温下晾干。
1.3 测试方法
1.3.1 颜色指标
用Datacolor SF-600 plus测色配色仪,在D65光源、10°视角、镜面光包含和100%紫外光滤除的条件下,选用9 mm测色孔径测定试样的颜色数据。每个染色试样折叠成8层,任意选取试样上8个不同部位进行测试,结果取平均值。
1.3.2 固色率
染料固色率F由下式[16-17]计算得到:
式中:(K/S)0和(K/S)1分别为水洗前后固色试样在最大吸收波长处的K/S值。
1.3.3 耐摩擦色牢度
耐摩擦色牢度测试参照GB/T 3920—2008《纺织品 色牢度试验 耐摩擦色牢度》进行。
为使结果更具客观性,参考GB/T 6151—1997《纺织品 色牢度试验 试验通则》和FZ/T 01023—1993《贴衬织物沾色程度的仪器评级方法》,进一步用仪器评级方法[18]评定棉摩擦布的沾色程度。在D65光源下,用DigiEye测色仪对棉摩擦布拍照,然后用Digigrade系统评定棉摩擦布的沾色级数。
2 结果与讨论
2.1 棉织物含水率的影响
棉织物在室温下浸轧含25 g/L活性金黄SRE和30 g/L Na2CO3的染液,按照1.2.1的方法进行染色。棉织物含水率与湿蒸染色试样的K/S值和染料固色率之间的关系如图1所示。

图1 棉织物含水率对湿蒸染色试样的K/S值和染料固色率的影响Fig.1 Effect of water contents of padded cotton fabrics on K/S values and dye fixation rates
由图可看出:随着棉织物含水率的降低,湿蒸染色试样的K/S值和染料固色率总体上呈先增大后减小的趋势;湿蒸固色后,含水率为71.3%试样的K/S值和染料固色率小于含水率为1.9%试样的K/S值和染料固色率,含水率为20%~30%试样的K/S值和染料固色率相对较高。
汽蒸过程中在织物上生成的冷凝水量与织物的初始含水量呈正相关[10]。高含水率织物进入蒸箱后,大量蒸汽冷凝在织物表面,纤维周围“微型染浴”的体积增大,随着汽蒸过程的进行,“微型染浴”的温度升高,染料对纤维的亲和力降低[2],吸附到纤维表面的染料量减少;同时,织物含水率较高时,大量水分子以自由水的形式存在于纤维和纱线间隙,甚至吸附到织物表面,高温湿蒸过程活性染料水解严重[19],因此,高含水率试样的K/S值和染料固色率较低。当湿蒸棉织物的含水率低于20%,特别是低于8%(棉纤维的临界含水率)时,棉纤维的孔道网络含水较少,纤维溶胀不充分[20],染料向纤维内部扩散困难,大部分染料聚集在纤维表面,活性染料在与纤维素羟基发生共价结合的同时,也会与水分子发生水解反应,引起固色试样K/S值和染料固色率的降低。当湿蒸棉织物的含水率为20%~30%时,织物上的大部分水以与纤维素羟基形成氢键结合的化学结合水和吸附在孔道壁上的束缚水的形式存在,易造成活性染料水解的可随意流动的自由水含量少[19];同时,棉纤维溶胀相对充分,染料溶解程度也较高,活性染料容易吸附、扩散进纤维内部,并与纤维素羟基发生成键反应。
2.2 汽蒸时间的影响
浸轧含25 g/L活性金黄SRE和30 g/L Na2CO3染液的一系列棉织物试样,在(29±0.5) ℃和-0.096 MPa(表压)的条件下,经真空脱水将其含水率降至(25±2)%,然后分别汽蒸1~7 min,所得染色试样的K/S值和染料固色率如图2所示。

图2 汽蒸时间对湿蒸染色棉织物的K/S值和染料固色率的影响Fig.2 Effect of steaming time on K/S values of wet-steamed cotton fabrics and dye fixation rates
由图2可知,汽蒸时间小于3 min时,随着汽蒸时间的增加,染色试样的K/S值和染料固色率均明显增大;继续延长汽蒸时间,染色试样的K/S值和染料固色率的增加趋势变缓;当汽蒸时间超过5 min,染色试样的K/S值和染料固色率甚至出现下降的趋势。
汽蒸时间不足,活性染料与棉纤维的固色反应不充分,因此,当汽蒸时间较短时,湿蒸染色棉织物的K/S值和染料固色率随汽蒸时间的增加而明显增大。汽蒸时间过长,湿蒸染色棉织物的K/S值和染料固色率的降低可从以下2方面进行解释:在活性染料的固色反应速率随织物温度升高而增大的同时,其水解反应速率也增大,活性染料水解量增加;活性金黄SRE的乙烯砜活性基与纤维素羟基形成的醚键不耐碱,在长时间高温、强碱作用下,可能发生染料-纤维共价键的水解断裂[21]。
2.3 碳酸钠用量的影响
棉织物活性染料染色过程中,碱剂的种类和染液pH值的大小直接影响染液的稳定性、染料对棉纤维的上染及固着。浸轧含25 g/L活性金黄SRE和不同质量浓度Na2CO3的系列染液的棉织物,在(29±0.5) ℃和-0.096 MPa(表压)的条件下,经真空脱水将其含水率降至(25±2)%,然后汽蒸5 min。图3示出Na2CO3质量浓度对湿蒸染色棉织物的K/S值和染料固色率的影响。
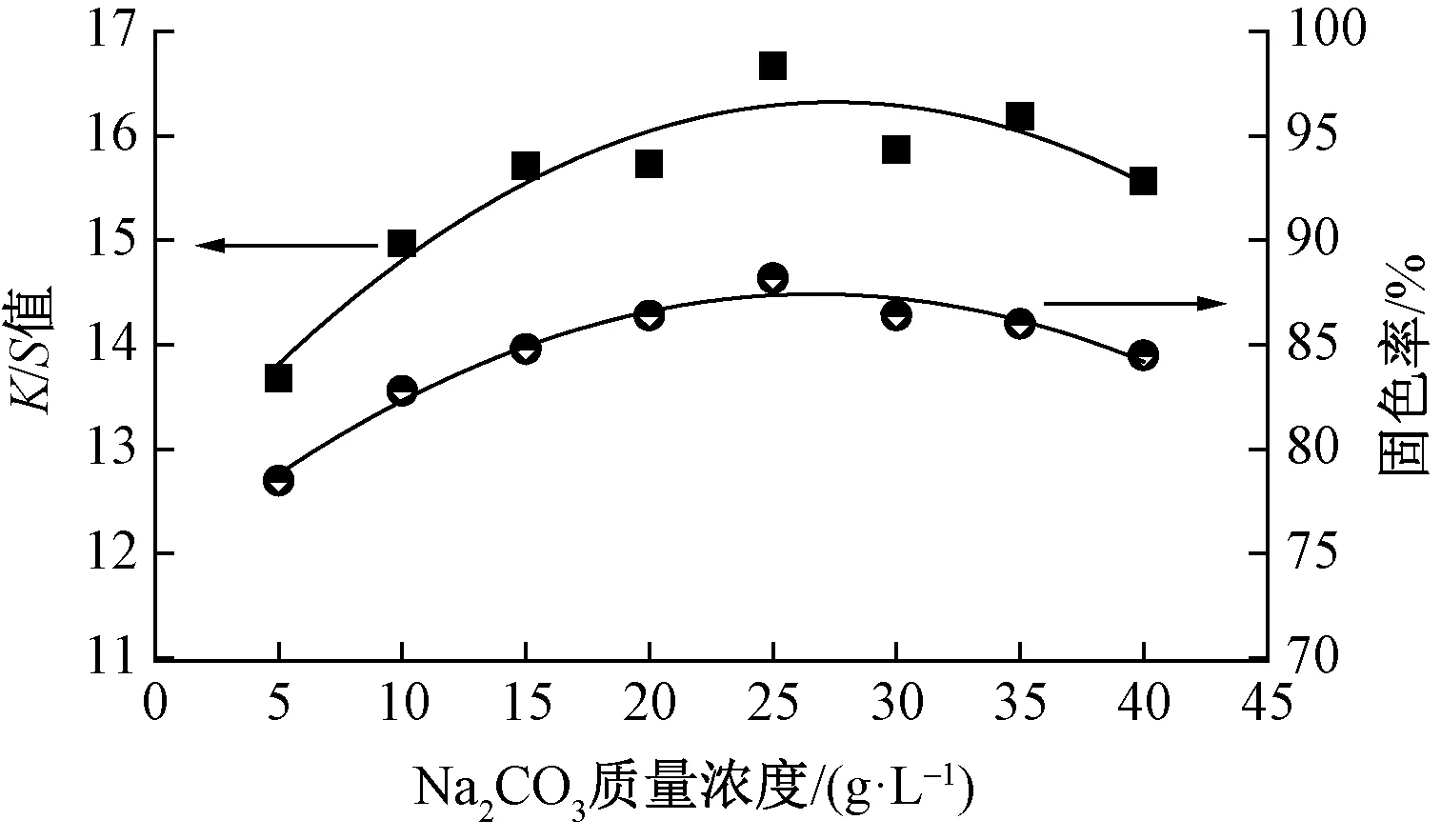
图3 Na2CO3质量浓度对湿蒸染色棉织物的K/S值和染料固色率的影响Fig.3 Effect of Na2CO3 concentration on K/S values of wet-steamed cotton fabrics and dye fixation rates
由图3可看出,湿蒸染色棉织物的K/S值和染料固色率随Na2CO3质量浓度的增加呈先增大后减小的趋势;在Na2CO3质量浓度为25 g/L时,染色棉织物的K/S值和染料固色率相对最大。
棉纤维上纤维素羟基的离子化对活性染料的固色反应起着至关重要的作用。尤其纤维素羟基(Cell —OH)的离子化对温度和染液pH值的依赖性较强,在温度一定时,增加碱剂用量,染液pH值增大,Cell —OH离解量增多,生成更多亲核性较强的Cell —O-[22]。与此同时,活性金黄SRE的羟乙基砜硫酸酯基脱去硫酸酯转化成活泼的乙烯砜基,一氯均三嗪活性基脱去氯,形成亲核位点,促进活性染料与棉纤维的固色反应。一氯均三嗪活性基的反应性相对较弱[21],碱剂用量不足时,纤维素羟基的离子化和活性染料的活化均不充分,染料与棉纤维的固色反应不完全;碱剂用量过大时,在浸轧和湿蒸固色过程中,活性染料水解严重[18],这2种情形均会导致染色织物K/S值和染料固色率的降低。2.4 2种工艺的染色效果比较
2.4.1 染深性
为了比较活性金黄SRE经2种不同工艺染色的染深性,测试了浸轧含10 ~ 70 g/L活性金黄SRE、25 g/L Na2CO3的系列染液的棉织物湿蒸固色5 min的K/S值,结果如图4所示。

图4 活性金黄SRE对棉织物湿蒸染色的染深性Fig.4 Color build-up property of cotton fabrics dyed with reactive golden yellow SRE
由图4可看出:P-Vac-S工艺和P-S工艺染色棉织物的K/S值均随活性金黄SRE用量的增加而增大;当染料质量浓度超过40 g/L,K/S值的增加趋势变缓。值得注意的是,在染料用量相同时,P-Vac-S工艺染色棉织物的K/S值始终比P-S工艺染色棉织物的K/S值大15%~30%。湿蒸固色过程中,分布于纱线和织物组织结构间隙的染料经纤维周围的液膜构筑的“微型染浴”吸附到纤维表面,向纤维内扩散并固着的过程相当于小浴比浸染[10]。采用P-Vac-S工艺染色时,棉织物的含水率比较低,为(25±2)%,汽蒸时在织物上产生的冷凝水较少[10],纤维周围的“微型染浴”的浴比较小,染料的上染百分率较高;此外,低含水率织物升温迅速,可以很快达到活性金黄SRE与棉纤维的适宜反应温度。而对于P-S工艺而言,高含水率棉织物直接湿蒸时,大量蒸汽冷凝在织物表面,湿织物升温缓慢;随着汽蒸过程的进行,织物温度升高,在纤维周围的“微型染浴”内,染料的亲和力降低,吸附到纤维表面的染料量减少[23],与此同时,活性染料的水解速率增大,水解量增加。故活性金黄SRE经P-Vac-S工艺对棉织物染色具有更好的染深性。
2.4.2 颜色指标和耐摩擦色牢度
活性金黄SRE经2种不同工艺染色棉织物的颜色指标和耐摩擦色牢度如表1所示。

表1 湿蒸染色棉织物的颜色指标和耐摩擦色牢度
注:活性金黄SRE质量浓度为10、40、70 g/L的染液内,Na2CO3质量浓度均为25 g/L;织物轧余率为(75±2)%;P-Vac-S工艺的织物含水率经真空脱水降至(25±2)%;湿蒸条件为(100±1) ℃,5 min,h°为色调角。
由表1可知:2种工艺染色棉织物的L*(明度)值均随活性金黄SRE用量的增加而减小,即染色试样的颜色逐渐变深;染料用量相同时,P-Vac-S工艺染得试样的L*值普遍小于P-S工艺染得试样的L*值,表明P-Vac-S工艺染色试样的颜色更深,这与图4以K/S值表示的染深性规律一致。a*(红绿坐标)值为正值且随染料浓度的增加而增大,表明染色试样偏红光,染料用量越大,染色试样偏红越明显。黄蓝坐标b*和饱和度C*没有明显的变化规律。
表1所示色牢度结果表明,随着活性金黄SRE用量的增加,不同工艺染色棉织物的耐摩擦色牢度均略微变差;总体而言,2种工艺染色棉织物的干、湿摩擦色牢度均令人满意,为4 ~ 5级。活性金黄SRE用量相同时,P-Vac-S工艺染得棉织物的湿摩擦色牢度略低于P-S工艺染得棉织物的湿摩擦色牢度。可能是因为采用P-Vac-S工艺染色时,真空脱水过程使施加到织物上的染液得到浓缩,相当于增大了染料浓度,大量染料会在纤维表面发生聚集、固着,染色织物的颜色相对较深,进行湿摩擦实验时,染色织物的纤维绒毛由染色试样转移到棉摩擦布表面,引起湿棉摩擦布沾色级数的降低[24]。由表1色牢度结果还可看出,因黄色属于浅色系,用灰色样卡难以准确评定棉摩擦布的沾色级数。由于人眼直接观察到的试样间的色差是相对色,而仪器测得的色差是绝对色,用仪器评定沾色级数时,能够区分棉摩擦布沾色程度间的细微差异,且客观性更强。
3 结 论
本文将真空脱水技术引入棉织物传统轧-蒸染色过程,对影响棉织物浸轧-真空脱水-湿蒸染色的因素进行了探讨,得出如下结论:活性金黄SRE质量浓度为25 g/L时,将浸轧染液棉织物的含水率真空脱水至20%~30%,湿蒸染色棉织物的K/S值和染料固色率相对较高;浸轧含25 g/L活性金黄SRE染液的棉织物,以(25±2)%的含水率状态湿蒸染色时,适宜的汽蒸时间和Na2CO3质量浓度分别为5 min和25 g/L;活性金黄SRE采用P-Vac-S工艺对棉织物染色时有更好的染深性;P-Vac-S工艺染色棉织物的耐摩擦色牢度比P-S工艺染色棉织物的耐摩擦色牢度略低,为4~5级。
棉织物浸轧-真空脱水-湿蒸染色工艺提高了活性染料的染深性,染色试样具有较好的耐摩擦色牢度,使得该工艺在节约染料、降低生产成本等方面具有潜在的应用价值。
FZXB
[ 1] XIE K, HOU A, WANG X. Dyeing and diffusion properties of modified novel cellulose with triazine derivatives containing cationic and anionic groups[J]. Carbohydrate Polymers, 2008, 72(4): 646-651.
[ 2] VAN W K. Economy and ecology in continuous dyeing of cotton fabrics using reactive dyes[J]. International Dyer, 1996, 181(1): 28-32.
[ 3] YU H, WANG Y, ZHONG Y, et al. Foam properties and application in dyeing cotton fabrics with reactive dyes[J]. Coloration Technology, 2014, 130(4): 266-272.
[ 4] LEWIS D M. Dyestuff-fiber interaction[J]. Review of Progress in Coloration and Related Topics, 1998, 28(1): 112-117.
[ 5] PARK J. Understanding continuous fabric dyeing[J]. Colourage, 2009, 56(11): 39-58.
[ 6] 陈立秋. 节能减排的湿短蒸染色工艺设备(一)[J]. 染整技术, 2010, 32(1): 53-55. CHEN Liqiu. Shortened wet-steaming dyeing facilities for energy saving and emission reduction: Ⅰ [J]. Textile Dyeing and Finishing Journal, 2010, 32(1): 53-55.
[ 7] VON D E H. New techniques of continuous dyeing[J]. Journal of the Society of Dyers and Colourists, 1985, 101(5/6): 168-172.
[ 8] HYDE R F. Review of continuous dyeing of cellulose and its blends by heat fixation processes[J]. Review of Progress in Coloration and Related Topics, 1998, 28(1): 26-31.
[ 9] 陈立秋. 染整工业节能减排技术指南[M]. 北京: 化学工业出版社, 2009: 250-251. CHEN Liqiu. Technical Guide to Energy Saving and Emission Reduction in the Dyeing and Finishing Industry [M]. Beijing: Chemical Industry Press, 2009: 250-251.[10] ROUETTE H. P to photone printing: pad-steam-process[C]//ROUETTE H. Encyclopedia of Textile Finishing. Berlin: Springer, 2001: 14-15.
[11] FARIAS L T. Progress in chemical foam technology for dyeing application[J]. AATCC Review, 2013, 13(2): 36-41.
[12] LAVERGNE S, PELLETIER G, SARABI P. The impact of vacuum extraction on the continuous dyeing of cotton with reactive dyes[J]. Textile Chemist and Colorist, 1988, 20(1): 39-44.
[13] ANONYMOUS. Problems in low water coloration: foam and kiss-roll techniques[J]. Textile Chemist and Colorist, 1984, 16(8): 15-27.
[14] BROADBENT A D. Applications of vacuum slot extraction[J]. Textile Chemist and Colorist, 1990, 22(9): 53-57.
[15] PARIKH D M. Vacuum drying: basics and appli-cation[J]. Chemical Engineering, 2015, 122(4): 48-54.
[16] KHATRI Z, MEMON M H, KHATRI A, et al. Cold pad-batch dyeing method for cotton fabric dyeing with reactive dyes using ultrasonic energy[J]. Ultrasonics Sonochemistry, 2011, 18(6): 1301-1307.
[17] WANG H, LEWIS D M. Chemical modification of cotton to improve fibre dyeability[J]. Coloration Technology, 2002, 118(5): 159-168.
[18] 田恬,冒亚红,管宇. 安诺素ECO型活性染料对纯棉绒类织物的染色工艺[J]. 纺织学报, 2011, 32(2): 79-83. TIAN Tian, MAO Yahong, GUAN Yu. Dyeing process of Anozol ECO reactive dyes on cotton pile fabrics [J] Journal of Textile Research, 2011, 32(9): 79-83.
[19] MAO Z, YU H, WANG Y, et al. States of water and pore size distribution of cotton fibers with different moisture ratios[J]. Industrial & Engineering Chemistry Research, 2014, 53(21): 8927-8934.
[20] 王天靖,臧少玉,毛志平,等. ECO型活性染料对棉织物的湿焙连续染色[J]. 纺织学报, 2010, 31(9): 62-67. WANG Tianjing, ZANG Shaoyu, MAO Zhiping, et al. Continuous dyeing of cotton with ECO reactive dyes followed by shortened wet-steaming process [J]. Journal of Textile Research, 2010, 31(9): 62-67.
[21] MATSUI M, MEYER U, ZOLLINGER H. Dye-fibre bond stabilities of dyeings of bifunctional reactive dyes containing a monochlorotriazine and a ß-hydro-xyethylsulphone sulphuric acid ester group[J]. Journal of the Society of Dyers and Colourists, 1988, 104(11): 425-431.
[22] BAHRINI Z, BURKINSHAW S M. A study of the dyeing of cotton with commercial dichlorotriazinyl reactive dyes[J]. Dyes and Pigments, 1995, 27(3): 169-182.
[23] FERUS-COMELO M, CLARK M. Physico-chemical modelling of the dyeing of cotton with reactive dyes[J]. Coloration Technology, 2004, 120(6): 301-306.
[24] 宋心远,沈煜如. 活性染料的色牢度及其影响因素(六)[J]. 印染, 2006(16): 45-47. SONG Xinyuan, SHEN Yuru. Color fastness of reactive dyestuffs and its affecting factors: Ⅵ [J]. China Dyeing & Finishing, 2006(16): 45-47.
Padding vacuum-dewatering wet-steaming dyeing of cotton fabric using reactive golden yellow SRE
ZHANG Xinqing1, ZHANG Jianfei1,2, FANG Kuanjun1, SHU Dawu1, GONG Jixian1, LIU Xiuming1
(1.SchoolofTextiles,TianjinPolytechnicUniversity,Tianjin300387,China; 2.KeyLaboratoryofAdvancedTextileComposites,MinistryofEducation,TianjinPolytechnicUniversity,Tianjin300387,China)
In order to enhance the fixation rate and color build-up property of reactive dyes in the conventional pad-steam (P-S) dyeing process, a vacuum-dewatering procedure was incorporated. Factors influencing the wet-steaming dyeing of reactive golden yellow SRE, such as the water content of the padded cotton fabric, the steaming time and sodium carbonate dosage were investigated. The color build-up property and rubbing fastness of the cotton fabrics dyed using the pad vacuum-dewatering steam (P-Vac-S) process and the P-S process were compared as well. The results show that cotton fabrics padded with 25 g/L dye liquor exhibit higherK/Svalue and dye fixation rate by reducing the fabric water content to 20%-30% by vacuum-dewatering prior to the steaming stage. The steaming time of 5 min and sodium carbonate concentration of 25 g/L were appropriate for dyeing of padded cotton fabrics with (25±2)% water content. TheK/Svalue of the cotton fabric is improved by 15%-30% when dyed by the P-Vac-S process, compared with that by the P-S process, however, the rubbing fastness of the cotton fabric obtained by the former process was a bit poorer than that by the later process.
reactive golden yellow SRE; cotton fabric; vacuum-dewatering; wet-steaming dyeing; color build-up property
10.13475/j.fzxb.20160701206
2016-07-04
2017-02-25
国家科技支撑计划资助项目(2014BAC13B02,2014BAE01B01);山东省自主创新成果转化重大专项资助项目(2012ZHZX1A0914);天津市应用基础与前沿技术研究计划资助项目(14JCZDJC37200)
张鑫卿(1986—),男,博士生。研究方向为纺织品清洁染整技术。张健飞,通信作者,E-mail:zhangjianfei1960@126.com。
TS 193.5
A
猜你喜欢
汽车工程师(2021年12期)2022-01-18 06:02:43
毛纺科技(2021年8期)2021-10-14 06:51:20
古今农业(2021年2期)2021-08-14 01:43:18
小溪流(画刊)(2017年3期)2017-03-23 18:12:18
纺织科技进展(2016年3期)2016-11-29 01:26:51
合成化学(2015年10期)2016-01-17 08:56:23
纺织科技进展(2015年1期)2015-11-28 05:56:20
浙江理工大学学报(自然科学版)(2015年7期)2015-03-01 02:54:21
现代纺织技术(2015年6期)2015-02-28 14:03:19
西安工程大学学报(2014年2期)2014-02-28 18:02:22
