溧阳抽水蓄能电站上水库库底防渗土工膜施工与质量控制
2017-06-23 09:38:27刘新星,刘聪,韩敬泽
四川水力发电 2017年3期
刘 新 星, 刘 聪, 韩 敬 泽
(中国水利水电第五工程局有限公司,四川 成都 610066)
溧阳抽水蓄能电站上水库库底防渗土工膜施工与质量控制
刘 新 星, 刘 聪, 韩 敬 泽
(中国水利水电第五工程局有限公司,四川 成都 610066)
江苏溧阳抽水蓄能电站上水库全库底采用HDPE土工膜防渗,土工膜防渗面积达25.4万m2,底部基础分开挖区和回填区,其中最大回填高度为70 m,土工膜与趾板、进出水口、交通桥等结构物连接部位较多,根据工程的实际情况,从土工膜施工程序、施工方法、安全和质量控制等方面进行了总结,可供其它类似工程参考借鉴。
HDPE土工膜; 防渗; 施工技术; 质量控制;溧阳抽水蓄能电站
1 工程概述
溧阳抽水蓄能电站地处江苏省溧阳市,枢纽建筑物主要由上水库、输水系统、地下发电厂房及下水库等组成,电站总装机容量为1 500 MW。电站上水库库盆由主坝、两座副坝、库岸和库底组成,主坝和副坝均为面板堆石坝,库周全部采用混凝土面板防渗,库底采用全库盆HDPE土工膜防渗,库底防渗总面积达25.4万m2。库底为半挖半填区,库底最大回填高度为70 m,蓄水期最大水头为54 m。
2 土工膜防渗体系的施工特点及难点
(1)库底为不规则地形,土工膜防渗面积达29.7万m2,需要进行合理的布置和分区顺序施工,才能保证工程质量、减少工程投入、减少材料浪费、加快施工进度。
(2)库底土工膜与库周的混凝土面板、排水廊道、库底的进出水塔和交通桥等结构建筑物连接,只有选择正确的连接结构方式,采取合适的施工方案,才能够保证连接结构的稳定性和连接处的防渗质量。
(3)该工程土工膜防渗面积大,纵、横搭接形成的T型接头多,此处为焊接质量较为薄弱的部位。对于这部分只有选择合适的参数和严格的质量控制措施进行加强处理,才能保障焊接质量,避免留下隐患。
3 设计及施工规划
3.1 土工膜防渗体系设计
库底土工膜防渗体系设计其结构从下至上分别由0.4 m厚碎石垫层、5 cm厚级配砂、1 800 g/m2三维复合排水网、1.5 mm厚HDPE土工膜、500 g/m2土工布及0.1 m厚混凝土预制块护面组成,具体结构见图1。考虑到上水库库底地形情况、运行期水流方向等因素,库底土工膜铺设计划分为三个区,具体情况见图2。
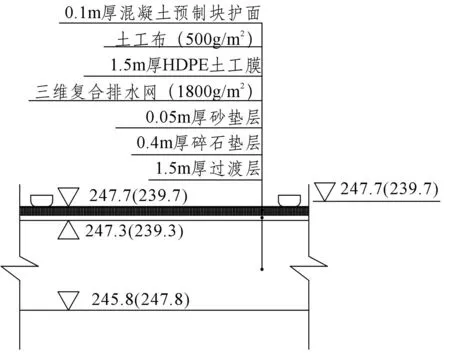
图1 上水库库底防渗体系结构图
3.2 施工分区
土工膜施工时,周围作业面多,在尽可能减少交叉作业的前提下,既考虑到施工作业的连续性,又能保证土工膜整体的施工工期,将施工分为四期(图3):先施工一期,再施工二期,在斜坡以上的二期施工快结束前开始施工三期,最后施工四期。其中一期主要是指库底247.7 m高程以上的中间区域;二期主要是指库周20 m区域,该区域在对应面板混凝土、垂直缝表面止水及防浪墙混凝土施工结束后施工;三期指247.7 m高程以下的、除进出水口之间及其周围30 m以外和1#排水洞出口附近的区域;四期为剩余区域,该区域在进出水塔启闭机安装结束后再进行施工。
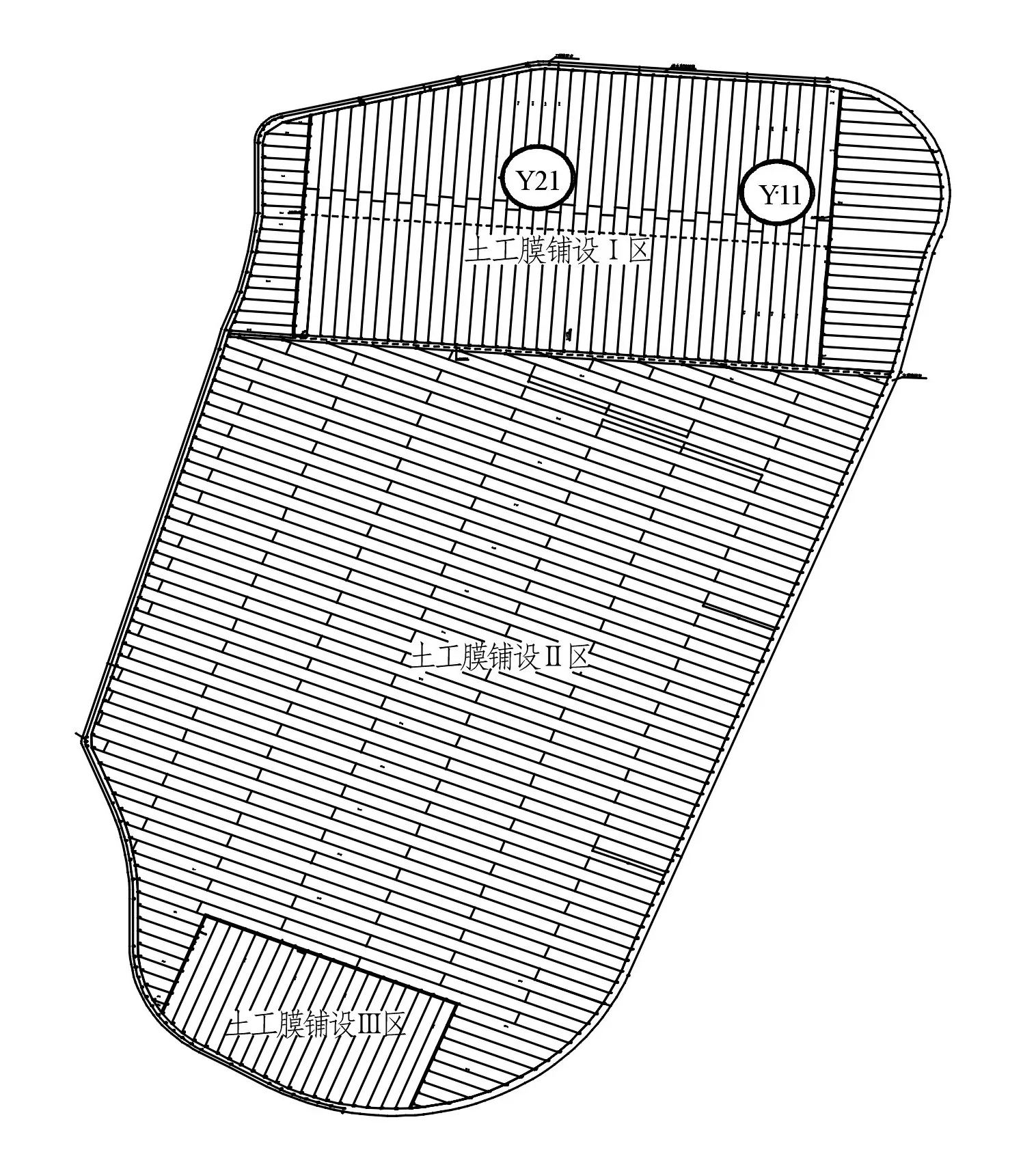
图2 土工膜规划分区示意图

图3 土工膜施工分区示意图
根据设计和施工分区,同时结合土工膜生产厂家的设备情况,将土工膜单卷加工尺寸定为100 m×8 m×1.5 mm(长×宽×厚),单卷重量为1 128 kg。
4 库底土工膜施工技术
4.1 库底大面积平面土工膜施工
土工膜施工前,先用摊铺机在已经施工完成的碎石垫层上部摊铺一层7 cm厚的人工砂,摊铺后再用26 t振动碾静碾2遍,碾压后的厚度为5 cm。土工膜施工时,先采用8 t汽车吊将土工膜吊至作业面最近位置,然后由人工抬至指定地点进行摊铺。土工膜铺设展开并完成后,采取瑞士LEISTER(Fusion3)热熔焊接机焊接,对于热熔焊接机达不到的地方,用瑞士LEISTER(Comet70 mm)焊接机焊接。
在土工膜正式焊接前需进行试焊,焊接参数要求如下:
(1)在现场温度为10℃~30℃的条件下,现场焊机焊速为2~2.5 m/min、焊接温度调节至270 ℃~350 ℃左右,焊接压力采用700~800 N。
(2)在现场温度为5 ℃~10 ℃的条件下,现场焊机焊速为2 m/min、焊接温度调节至300 ℃~420 ℃左右,焊接压力采用800~900 N。
土工膜焊接完成并通过验收后进行土工布铺设,土工布运输和摊铺方式与土工膜一致。人工摊铺时,在相邻块土工布预留25 cm的搭接宽度,用于后期人工手持CH-9型手提式封包机缝合。土工布缝合后,由人工搬运0.1 m厚的混凝土块压覆。
4.2 土工膜与库盆面板的连接
4.2.1 连接部位的设计结构
库底土工膜与库盆面板连接结构由两部分组成,首先是在库底排水廊道或者主坝连接板混凝土顶部的锚固(图4);然后是与库周混凝土面板周边缝的连接(图5)。
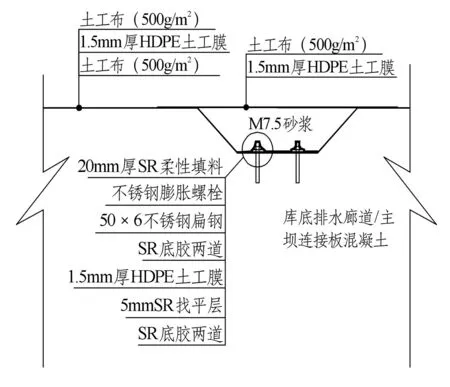
图4 土工膜与周边锚固结构详图
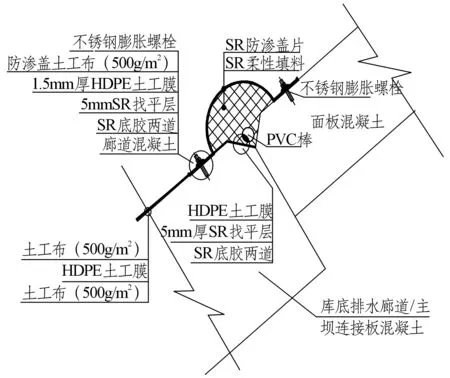
图5 土工膜与周边面板周边缝连接结构详图
4.2.2 土工膜与面板连接施工
周边缝表面接缝止水施工前,首先将混凝土面板与库底排水廊道在浇筑时预留的“V”型槽内及两侧20 cm范围内混凝土打磨并清理干净,然后在打磨面及“V”型槽内涂刷2道SR底胶,第2道SR底胶要待第1道SR底胶晾干后方可进行涂刷;在扁钢压覆部位和“V”型槽的下平面涂刷第2道SR底胶后适时铺设5 mm厚的SR填料找平层,而后将土工膜伸入槽内,用手按压土工膜,使土工膜与找平层粘结在一起;土工膜安装完成后,在周边缝填料范围内的土工膜上涂刷2道SR底胶,然后在槽内安放氯丁橡胶棒;填充SR填料,形成一个半径约110 mm的鼓包。SR填料采用专用设备直接压制而成指定形状,最后用SR防渗盖片覆盖填料鼓包,并利用50 mm×6 mm不锈钢扁钢及M10×180 mm不锈钢螺栓将SR防渗盖片固定在面板与廊道混凝土结构面上。
SR防渗盖片固定前,使用专用注射枪往螺栓孔底部注入喜得利锚固剂,以填充螺栓与混凝土间的空隙,确保孔内充实。螺栓固定后,对螺栓表面和盖片侧模刷封边剂封闭。考虑到土工膜的伸缩性,在进行周边缝土工膜裁剪时,预留5~10 cm左右的余量,并尽可能在一天之中的早晚裁剪。
4.2.3 土工膜与廊道及连接板的锚固施工
施工开始前,首先将梯形槽内的混凝土面打磨平顺,局部低洼处采用预缩砂浆填平,利用吹风机将沟槽内的灰尘等吹扫干净,然后及时人工涂刷SR底胶2道,底胶晾干后,在沟槽底部粘贴5 mm厚的SR填料找平层,再将土工膜铺入梯形槽内与SR填料找平层粘结在一起。在槽内土工膜面预铺设不锈钢扁钢,按照扁钢上的预留孔眼钻孔,孔深130 mm,锚固范围内的螺栓孔钻完后,将不锈钢扁钢移开,用吹风机将钻孔内和土工膜表面的粉尘吹扫干净,在土工膜表面再刷2道SR底胶,然后用50 mm×6 mm不锈钢扁钢及M10×180 mm不锈钢螺栓将土工膜固定在梯形槽内;最后,在梯形槽内填充20 mm厚SR填料,并在填料上浇筑M7.5砂浆并进行压覆,砂浆在场外拌制好后由人工挑运至仓面,人工用木抹拍实(需注意砂浆顶面低于沟边5 mm左右)。浇筑完成后,另外裁取600 mm宽的土工膜覆盖住压覆砂浆并与梯形槽两侧原土工膜焊接在一起。
4.3 土工膜与进出水塔的连接施工
4.3.1 连接部位的设计结构
肉牛养殖中,胃肠道疾病是十分常见的一类疾病。引起肉牛胃肠道疾病的致病原因多样,包括致病原因和饲养管理。在具体诊治中,应该结合肉牛临床症状,明确致病原因,采取针对性措施进行治疗,避免随意用药,增加药物耐药性,降低治疗效果。
库底布置有两座进出水塔,进出水塔在其井座段结构与库底相接处预留一圆环形平台,平台高程为239.7 m,宽度为1.5 m,库底土工膜在该平台上与进出水塔进行结构连接。土工膜与进出水塔结构间采用“螺栓锚固+混凝土压覆”的连接方式。
4.3.2 土工膜与进出水塔的连接施工
连接处施工开始前,同廊道混凝土锚固沟槽与面板周边缝“V”型槽处土工膜施工方式相同。首先对圆环平台土工膜铺设部位进行打磨,并用手持吹风机将打磨掉的灰尘吹扫干净,混凝土残渣等具有尖锐棱角的残留物在吹扫前需清理干净;吹扫干净后及时涂刷SR底胶2道,第2道SR底胶要待第1道SR底胶晾干后方可进行涂刷;第2道底胶晾干后,在底胶表面粘贴5 mm厚的SR找平层,然后将土工膜与SR找平层粘结在一起。而后在土工膜面上预铺设不锈钢扁钢,按照扁钢上的预留孔眼钻孔,孔深130 mm,锚固范围内的螺栓孔钻完后,将不锈钢扁钢移开,用吹风机将钻孔内和土工膜表面的粉尘吹扫干净,在土工膜表面再刷2道SR底胶,底胶晾干后用50 mm×6 mm不锈钢扁钢及M10×180 mm不锈钢螺栓将土工膜固定在进出水塔混凝土结构面上。
土工膜固定完成后,在进行压覆混凝土施工时,出于保护底部成品土工膜考虑,施工时不能采用电焊和钉子等尖锐物品进行施工。
5 土工膜施工期的安全防护
土工膜施工期间,存在分区施工前后时间跨度大、相邻作业面多、交叉干扰大的情况,加之土工膜容易被尖锐和高温物体破坏,如果铺设过程中防护不到位,容易破坏已完成的土工膜,留下质量隐患,因此,对其进行安全防护非常重要。
5.1 施工期分区边缘的安全防护
5.2 施工期与相邻建筑物上下垂直作业安全防护技术
溧阳抽水蓄能电站采用了上下双重防护措施,确保了土工膜施工安全。首先进行上部防护,在面板及进出水口顶部位置搭设简易的脚手架,然后在其上挂阻燃式密目网,使上部施工时不慎掉下的杂物等无法对土工膜施工造成影响,同时对下部施工完成的土工膜在相邻建筑物周边3 m范围内全部覆盖棉被,既使上部施工有杂物遗漏下来,也不能对土工膜产生破坏,同时将铺设的棉被用做施工通道,避免施工人员直接在土工膜上行走。该方法投入成本少,操作简单且实用。
6 土工膜施工期质量控制技术
土工膜焊缝焊接质量控制是库底土工膜防渗施工中的重中之重。溧阳抽水蓄能电站采用热熔焊法完成焊缝长度为21 127.91 m,采用挤压焊接法完成焊缝3 201 m,完成“T”型接头加强729个。通过采用合理的质量控制措施和检测手段,采用挤压焊接法完成的焊缝及“T”型接头非破坏性检测一次合格率为100%,热熔焊焊接法完成的焊缝非破坏性检测一次合格率为99.29%,同时焊缝取样后进行破坏性检测,检测结果均为合格。所采取的具体措施和手段如下。
6.1 焊接参数控制
焊接作业人员在土工膜正式焊接前均需进行试焊。试焊前,先测定环境温度、湿度及风速,并依据此参数初步确定热熔焊焊机的预热温度、焊接温度及焊接速度。试焊时,记录试焊样品编号、焊接人员、焊接设备、焊接参数、焊接时间及焊缝样品检测结果。试焊完成后,进行焊缝剥离与剪切检测。若样品的剪切、剥离检测达到设计指标,则进行土工膜正常焊接,反之,则需对焊接参数进行适当调整,重新进行试焊,直至连续两次试焊结果均能达到设计指标时方可进行正常焊接。
土工膜焊接受环境温度影响较大,现场安排专人对环境温度及风速不定时进行观测。当环境温度变化超过5 ℃时,必须重新进行试焊以确定新的焊接施工参数,且试焊结果满足设计指标后方可进行正常焊接。另外,焊接时周边风力大于3级,环境温度在5 ℃以下或者至35 ℃以上暂停焊接施工。
6.2 焊缝检测
该工程土工膜焊接采用了热熔焊接及挤压焊接两种。在焊缝起焊的位置用不易磨去的墨水粗体记号笔记录焊缝编号、焊接设备编码、焊接人员编号及姓名、焊接日期和时间。在焊接完成后及时填写司焊记录。焊接完成后采用充气法、真空罩或电火花法对每一条焊缝及接头进行非破坏性检测,对于检测不合格的焊缝及时进行修补,修补完成后再进行复检,直至合格。焊缝非破坏性检测合格后,部分关键部位的焊缝还需取样送第三方进行焊缝的破坏性检测,以确保焊缝的剪切及剥离值符合设计指标。
6.3 土工膜与周边建筑物连接质量控制
土工膜与周边建筑物采用锚固的形式进行连接,土工膜锚固前,对连接部位的混凝土表面进行处理,确保混凝土表面无任何可能破坏土工膜的尖锐杂物。整个锚固过程安排专人负责,从涂刷SR底胶开始对每一道工序进行验收并做好相关记录,上道工序验收合格后方可进行下一道工序施工。同时,在指定位置的土工膜表面铺设棉被,作业人员将施工所用的器具放置在棉被上,防止施工器具对土工膜造成破坏。
7 结 语溧阳抽水蓄能电站根据上水库库底土工膜防渗体系的特点,针对大面积土工膜施工中的分区规划、与周边结构建筑物连接施工、施工期的土工膜保护、质量控制等各方面采取了切实可行的施工技术,共完成25.4万m2的防渗土工膜铺设,共157个单元工程,合格率为100%,优良率为95.5%。在上水库蓄水至正常蓄水位后,整个库区的渗漏量基本保持在10 L/s以内,不足库容的万0.04‰。所取得的经验在其它类似工程施工时可以参考借鉴。
[1] 李岳军.抽水蓄能电站水库土工膜防渗技术的研究和应用[J].水力发电,2006.32(3):67-69;
[2] 孙晓博.泰安抽水蓄能电站上水库库底土工膜防渗工程质量控制[J]. 水利水电技术,2010, 41(1):58-60.
(责任编辑:李燕辉)
2017-04-23
TV7;TV52;TV523;TV441;TV743
B
1001-2184(2017)03-0004-04
刘新星(1987-),男,湖南益阳人,项目副总工程师,工程师,学士,从事水利水电工程施工技术与管理工作;
刘 聪(1973-),男,重庆云阳人,项目总工程师,高级工程师,从事水利水电工程施工技术与管理工作;
韩敬泽(1969-),男,湖北宜昌,工程师,学士,从事水利水电工程施工技术与管理工作.
猜你喜欢
江苏科技信息(2022年12期)2022-06-04 05:12:40
哈尔滨工程大学学报(2022年4期)2022-04-26 12:21:52
湖北电力(2021年5期)2022-01-21 14:42:42
新疆钢铁(2021年1期)2021-10-14 08:45:38
燕山大学学报(2021年4期)2021-07-29 09:51:40
人民珠江(2019年11期)2019-12-21 21:01:51
模具制造(2019年3期)2019-06-06 02:11:04
水利规划与设计(2016年9期)2017-01-15 14:00:56
山东工业技术(2016年15期)2016-12-01 05:31:48
环境卫生工程(2016年1期)2016-11-15 05:19:54