
组件加工三维工序模型构建方法
2017-06-20 15:44张祥祥程五四田富君陈帝江
智能制造 2017年3期
张祥祥 程五四 田富君 陈帝江
摘要:针对组件加工工艺特点,本文研究了三维设计模型的建模方式对组件加工三维工艺设计的影响。提出了组件加工三维工序模型的构建方法,并基于Pro/E平台分析了某微波组件三维工序模型构建过程,验证了方法的可行性和有效性。
关键词:组件加工;工序模型;建模方式
0.引言
组件加工是一种重要的工艺方法,通常在零部件通过装配或焊接形成整体后进行,如配打或焊后加工等,用于消除变形和误差积累,保证组件的精度要求,在复杂机电装备的生产过程中大量存在,对应的结构件种类及数量也较多,如雷达装备转台与撑腿机构、起重机臂体和卫星薄壁密封舱等。目前组件加工工艺设计仍停留在传统二维模式,信息载体以纸质为主,纸质信息载体种类繁多(二维工程图、工艺卡片、操作指导书和工艺附图等),难以直观、交互地表达实际生产制造过程,信息获取较为困难,且多类纸质信息载体也不利于管理和变更,给工艺设计过程及下游工人理解和使用带来困难。随着MBD技术的研究深入,三维工艺是目前数字化设计与制造领域的研究热点,其关键是利用三维模型的表现力,直观展示制造过程几何实体、加工要求等内容,动态反应产品在制造中的变化过程。三维工序模型作为工艺信息载体,其构建方法是其核心问题之一,直接关系到三维工艺技术的实施与应用。
目前关于三维工序模型构建方法的研究主要集中在零件加工工艺和组件装配工艺,且侧重点不同。零件加工工艺的研究主要是通过零件设计模型,结合特征识别技术自动识别零件待加工特征,采用正向减材料或逆向增材料方式得到零件工序模型,然后结合CAPP/CAM系统的功能及必要的人机交互完成工艺路线、工艺规程的编制及信息标注,最后输出零件三维工艺卡片及对应的NC代码。组件装配工艺方面,大多数研究集中在装配工艺设计及结果的可视化发布,通过三维装配工艺设计与装配仿真过程信息记录,生成三维装配工艺文件,通过旋转、缩放等交互操作指导下游车间。与单纯的零件加工工艺和组件装配工艺不同,组件加工融合了多种工艺类型,如机加、装配、焊接、涂敷和电镀等,涉及信息种类繁杂,各种工艺类型对应的工艺信息差别较大。如机加工艺主要体现加工方法、加工特征、尺寸、公差、表面结构、几何公差、刀具和加工参数等信息,焊接工艺需体现焊接零部件、焊缝符号、焊接方法、焊接顺序、工装和焊接参数等,装配工艺应表明装配明细、装配顺序、工装和装配参数等,镀覆工艺需体现镀覆方法、镀层材料、镀层厚度等。因此,组件加工三维工序模型的构建需要满足以下两个要求:以三维设计模型为依据,统一设计工艺数据源,保持设计模型和工序模型的关联;三维工序模型包含所在工序的工艺信息,能体现所代表的工序类型信息种类。
1.设计模型建模方式分析
与传统二维工艺相比,三维工艺的一个显著特点即是通过“所见即所得”的方式交互操作三维工序模型,直观展示零部件生产加工过程。三维设计模型是三维工艺设计的数据输入,其建模过程方式直接影响到工序模型生成的繁易程度。目前大多数研究都是基于设计模型直接进行特征识别、轻量化等操作附加工艺信息,用于生成三维工序模型。事实上,由于绝大多数企业设计和工艺尚属分离状态,设计人员和工艺人员属于不同的部门或业务领域,还难以做到设计和工艺的高度融合。在实际业务层面的表现为,在企业PDM系统中,设计人员对三维设计模型负责,具备创建、修改和提出审批等权限。而工艺详细设计作为设计的后续环节,其数据输入为EBOM和处于发布状态的设计模型。工艺人员不具备修改的权限,不允许更改设计模型。因此,在开展组件加工三维工艺设计前,首先要对三维设计模型结构进行分析。在CAD环境下,组件加工三维设计模型包括装配模型和零件模型。目前装配模型和零件模型建模主要有以下两种方式。
1)组件特征建立在零件级
三维设计模型在CAD系统中为装配模型(.asm),装配结构树仅体现各组成零部件的层次关系,而无特征节点。零件设计模型代表的是真实零件的最终形状,但无法反映参与焊接/装配形成组件后再加工的过程。(特征、装配结构树术语可参照《GB/T 26099.1-2010机械产品三维建模通用规则》)
2)组件特征建立在组件级
三维设计模型在CAD系统中为装配模型(.asm),装配结构树除了包含各组成零部件的层次关系外,还附带加工特征节点,体现了各组成零件的最终形状,其建模过程代表了该组件真实的加工过程。零件设计模型描述的是该零件参与焊接或装配前的形状。组件加工特征在装配模型中体现。
鉴于此,本文针对组件加工工序模型构建的要求,在分析设计模型建模方式的基础上,研究了组件加工三维工序模型构建的技术途径方法。
2.组件加工三维工序模型构建方法
组件加工工艺以全三维设计模型为输入,通过设计模型结构分析、工艺规程规划、工艺信息处理和工序模型输出等环节生成每道工序对应的三维工序模型,并将其作为信息表达载体,指导不同工序的操作过程。根据三维设计模型的两种建模方式,结合MBD技术特征,给出了组件加工三维工序模型的构建方法,如图1所示。
2.1组件特征建立在零件级
这种方式下,组件加工三维工序模型构建技术途径包括以下步骤:
1)工艺规程规划
加载组件加工三维工艺设计模板,规划加工顺序,形成工艺规程,以结构化工艺规程树进行组织和管理,明确每道工序/工步所用到的制造资源,实现产品、工艺和资源的有效整合。工艺规程树由工序工步节点组成,对应的属性信息与所在工艺类型关联。
2)参照模型构建
识别三维设计模型中存在组件加工特征的零件,建立其对应的参照模型。参照模型能够描述该零件参与焊接/装配前的几何构形。将参照模型采用坐标系對齐的加载到组件加工三维工艺设计模板,实现参照模型与对应的零件设计模型同位置装配,并通过颜色区分。
3)工艺信息处理
针对工序所属不同的工艺类型采用不同的工艺信息处理方式,主要包括机加、装配、焊接、涂敷、电镀和检测。
◎机加工序:通过CAD软件中的特征建模功能,参照零件设计模型,按照工艺规程顺序依次以去除材料方式构建加工特征,表达本工序的加工余量;采用三维标注形式标注中间过程尺寸、工艺信息组合符号、表面粗糙度等信息;采用属性方式填写工序内容、工时定额和设备等信息。
◎装配工序:依次选择该装配工序需装配的零部件设计模型,具有组件加工特征的零件,该步骤选择的是零件参照模型;根据需要定义装配顺序和装配路径;采用三维标注形式标注球标、技术要求和装夹位置等信息;采用属性方式填写工序内容、工时定额和注意事项等信息。
◎焊接工序:依次选择该焊接工序需焊接的零部件设计模型,存在组件加工特征的零件,该步骤选择的是零件参照模型;采用三维标注形式标注焊接顺序、焊缝、焊接方向、装夹位置、技术要求等信息;采用属性方式填写工序内容、工时定额和注意事项等信息。
◎涂敷、電镀、检测工序:不涉及模型几何特征变化的辅助工序,以辅助几何、限定区域、着色配合三维标注的方式完成信息表达;采用属性赋值的方式填写工序内容、工时定额、注意事项等信息。
4)信息集成
建立工艺规程树工序工步节点与对应的工艺信息进行关联。机加工序节点关联的是特征和注释,焊接/装配工序节点关联的是零部件和注释,涂敷、电镀、检测工序节点关联的是草绘、限定区域和注释等。
5)三维工序模型输出
基于工艺规程树顺序输出三维工序模型,作为生产制造的依据。
2.2组件特征建立在组件级
这种方式下,三维设计模型的建模过程即可表达真实加工过程,对应的三维工序模型构建技术途径包括以下步骤。
1)工艺规程规划
2)工艺信息处理
与2.1相比,不同之处主要在于机加工序无需依次构建加工特征;装配/焊接工序选择的是本工序所需的零部件设计模型。
3)信息集成
4)三维工序模型输出3应用实例
某微波组件由波导、法兰盘、圆法兰和4个定位销组成,结构刚性差、尺寸精度高,其工艺过程为以销定位固定各零件后,采用真空钎焊将零件焊接成形,然后进行机加和表面处理。三维设计模型两种建模方式下,结合Pro/E平台给出了三维工序模型构建实例。
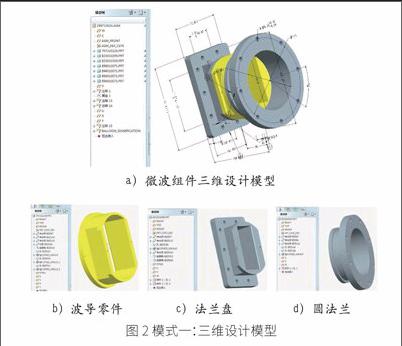
3.1模式一:组件特征建立在零件级
这种模式下,该微波组件三维设计模型如图2所示。a)中组件三维设计模型建模过程无法体现焊接后再加工过程,且b)、c)、d)中各零件几何特征也无法反映参与焊接形成组件后再加工的过程。
1)工艺规程规划
进行工艺性分析,形成工艺规程,含有13个工序节点:齐套、真空铝钎焊、钳、检、车、铣、钳、检、线切割、钳、铝氧化、油漆和检。结合其工艺过程可知,707210226(波导)、823010299(法兰盘)和823010300(圆法兰)3个零件均存在焊接后机加特征。按照组件真实制造过程,以工艺规程树组织工序工步节点。
2)参照模型构建
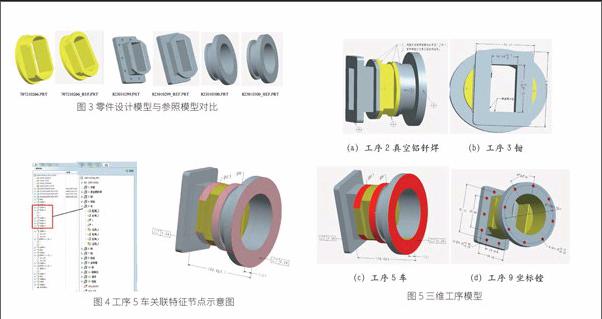
建立该3个零件的参照模型,通过复制该零件设计模型后进行特征编辑或添加余量生成。图3显示了该3个零件设计模型与参照模型的对比情况。
(本实施例中,参照模型的命名是在设计模型名称基础上添加后缀“REF”)。
3)工艺信息处理
对于工序5车、工序6铣和工序9坐标镗三道机加工序,参照零件设计模型,按照工艺规程顺序依次以去除材料方式构建加工特征,表达本工序的加工余量,完成中间尺寸、表面粗糙度和几何公差的三维标注。对于工序2真空铝钎焊,依次选择本工序关联的零部件模型,即707210226 REF、823010299 REF、823010300 REF和定位销896010071(4个),标注焊接顺序、焊缝、焊接方向、装夹位置、技术要求等信息。工序1齐套、工序3钳、工序4检、工序7钳、工序8检、工序10钳、工序11铝氧化、工序12油漆和工序13检不涉及模型几何特征变化的辅助工序,采用三维标注配合着色的方式完成信息表达。图4是工序5车关联特征节点示意图。工序5车节点与模型特征树的特征节点建立关联关系,同时在模型区相关特征会高亮显示。
4)信息集成
建立工艺规程树工序工步节点与对应的工艺信息进行关联。机加工序节点关联的是特征和注释,焊接/装配工序节点关联的是零部件和注释,涂敷、电镀、检测工序节点关联的是草绘、限定区域和注释等。
5)三维工序模型输出
基于工艺规程树顺序输出三维工序模型,如图5所示(红色代表加工)。三维工序模型以设计模型为数据源,通过几何、三维标注和属性相结合方式表达工艺信息,通过交互操作可显著提高工艺信息获取效率。
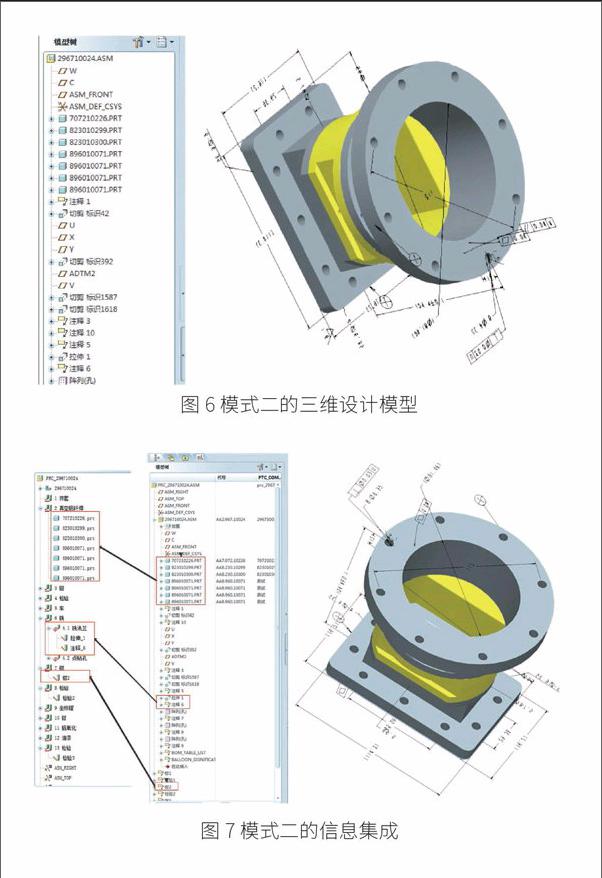
3.2模式二:组件特征建立在组件级
这种模式下,该微波组件三维设计模型建模过程直接反映了工艺过程,如图6所示,装配结构树除了包含各组成零部件的层次关系外,还附带加工特征节点,特征节点的顺序即表达了真实的加工过程。各组成零件设计模型描述的是该零件参与焊接前的形状,几何特征与图3中的参照模型一致。与模式一相比,主要区别在工艺信息处理方式和信息集成对象不同,不存在参照模型。工序2真空铝钎焊关联的是设计模型中的零部件:707210226、823010299、823010300和定位销896010071(4个);工序5、6关联的特征节点在三维设计模型本身自带的特征节点,如图7所示。其余步骤与模式一处理方式相同。
4.结束语
三维工艺是目前制造业信息化领域的研究热点。三维设计模型作为工艺设计的数据输入,其建模方式对下游开展三维工艺设计有重要影响。本文在分析了组件加工三维工艺设计特点的基础上,给出了组件加工三维设计模型两种建模方式,提出了对应三维工序模型的构建方法,并通过实例验证了方法的可行性,对于开展组件加工三维工艺设计具有较大的参考价值。
