
100MN三梁四柱模锻压机主机架结构设计分析
2017-06-06 12:39:10魏强石慧中国锻压协会刘川二十二冶集团精密锻造有限公司
锻造与冲压 2017年7期
文/魏强,石慧·中国锻压协会刘川·二十二冶集团精密锻造有限公司
100MN三梁四柱模锻压机主机架结构设计分析
文/魏强,石慧·中国锻压协会刘川·二十二冶集团精密锻造有限公司
本文设计的单缸三梁四柱压机为100MN大型模锻压机,主机架作为承载工作压力的部件是该压机的重要组成部分。基于主工作缸结构尺寸与工作压力,主机架的设计制造不仅关系到压机的工作安全和使用寿命,同时也为压机的维护提供方便,降低压机的制造成本。文中通过对压机机架预紧状态和工作状态下的模拟分析,对机架结构的刚度、强度进行校对,确保机架在额定状态下能够安全稳定的工作。该压机的分析计算为大型模锻压机机架提供了设计方案与校对方法。
三梁四柱结构是最常见的压机形式,因其结构简单,便于维护,经济实用等特点,被广泛应用于各种用途的压机设计。工作缸的结构尺寸决定了压机的工作能力,压机本体机架的设计要保证主工作缸最大载荷工作状态下能够稳定可靠的运行。作为液压机本体核心结构,机架的机械设计是本体设计的重要组成部分。本文设计的100MN单缸三梁四柱液压机,经SolidWorks模拟分析,直观的展示了压机在预紧状态与工作状态机架本体各个部分的受力情况与变形程度,为压机的优化设计提供了便利的条件与可靠的依据。
本文设计的100MN单缸模锻三梁四柱压机,主工作缸外径2400mm,有效行程1300mm,工作油压32MPa。在工作缸安全可靠、结构确定的情况下,主要对模锻压机的机架进行设计分析,并通过模拟校验,对压机本体的承载能力进行验证。主机架是本压机承载载荷的重要组成部分,其设计的合理性直接关系到整个模锻压机的安全稳定与制造成本。本体(机架)主要包括底座、下横梁、活动横梁、上横梁、立柱、螺杆等,经初步计算主体机架重量约400吨,高度约10米,最大铸件重量可达110吨。在保证压机安全稳定运行的情况下,主机架的结构设计不仅影响到压机的使用寿命,在机架的加工、制造、安装、调试、维护等方面也体现出结构设计的优劣性,高效低成本的设计是一台压机制造工艺水平的直接体现。100MN单缸三梁四柱模锻压机采用预应力式组合框架结构,在大型液压机制造过程中,组合式框架将机架各部分单独铸造、焊接进行相关热处理,为机架的机械加工提供了便利。而预应力式框架结构相比整体式框架减少了局部应力集中,提供了机架的疲劳抗力与压机承载能力,保证了压机的可靠运行,在本体结构中,很大程度的降低了压机重量。为确保压机本体的设计合理有效,利用SolidWorks分别模拟计算预应力机架在预紧状态和工作状态下机架刚度与强度的承载情况。
本体机架预紧力
三梁四柱模锻压机各部分受力结果如下: ⑴主工作缸最高工作压力:100MN;⑵主机架在最高工作压力下的总预紧力:130MN;⑶主机架共有4根立柱,每根立柱中包含4根螺纹拉杆,每根拉杆在最高工作压力下的预紧力为8.2MN。
主机架的材料参数
上横梁、活动横梁、下横梁材料为ZG20SiMn,该材料弹性模量E=2.1×1011Pa;泊松比μ=0.29;屈服强度σs≥327MPa;抗拉强度σb≥516MPa。
四根立柱材料为Q345,该材料弹性模量E=2.06×1011Pa; 泊 松 比μ=0.28; 屈 服 强 度σs≥345MPa;抗拉强度σb≥470MPa。
机架结构模拟分析
机架模型建立
主机架模型为三梁四柱结构,机架尺寸为4300mm×2820mm×905mm,上横梁与下横梁通过四根立柱对接,立柱中空,每根立柱内包含4根拉杆,通过拉杆提供预紧力维持压机稳定运行。立柱不仅支撑上横梁与下横梁,使其在预紧状态保持本体稳定,同时也为活动横梁提供水平方向导向平衡。根据SolidWorks模拟分析的要求,本次模拟算例对主机架作了相应模型简化工作。与此同时,对三梁四柱模锻压机进行分析计算时,考虑到整体计算时,由于零件较多,划分整个机架网格运算,往往会遇到网格无法划分,或者在整个模型网格划分后,计算机运算时间较长等一系列问题。本模型在水平方向为前后和左右分别对称的结构,所以,对机架模型简化为四分之一,即单根立柱与四分之一横梁的算例进行分析计算。
模型简化后,分别对预紧状态与工作状态下的模型进行静应力算例分析,其网格划分如图1所示。左图为预紧状态时机架模型网格划分,包括对立柱,上横梁,下横梁部分的划分,其他本体部分在预紧状态对机架的影响与拉杆施加的预紧力相比可以忽略。右图为工作状态下压机模型的网格划分,与左图相比,工作状态下主工作缸内输入32MPa的油压,即在机架上横梁受主工作缸底部施加的向上推力,在下横梁上受到主工作缸柱塞施加给活动横梁下模具坯料的压力。压机本体其他部分模型在工作状态下对机架作用影响可以忽略。
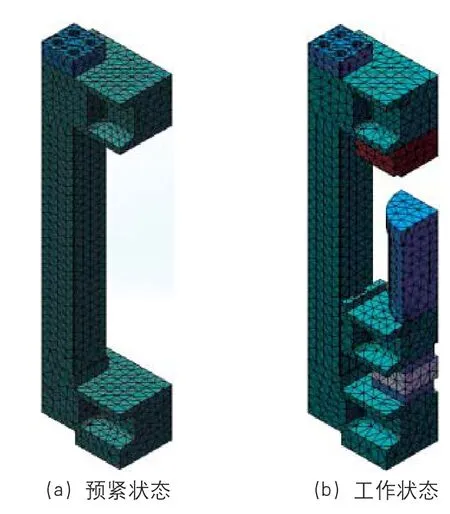
图1 简化机架模型网格划分
设置边界条件与加载载荷
100MN三梁四柱模锻压机简化模型在预紧状态下设置的边界条件与载荷如图2所示。压机下横梁以立柱连接处下表面作为固定面,拉杆施加给机架的预紧力作用在上横梁拉杆垫块上。机架各剖面施加对称约束,从而确保四分之一简化模型与整体结构计算分析效果一致。
简化模型在工作状态下设置的边界条件与载荷如图3所示。工作状态与预紧状态相比,在工作缸内加载油压如图3c所示。
模型计算结果分析
⑴压机预紧状态机架模拟分析。

图2 预紧状态机架模型边界条件与加载载荷

图3 工作状态机架模型边界条件与加载载荷
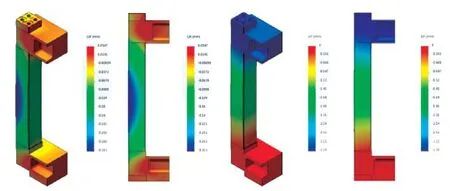
图4 机架预紧状态水平方向与竖直方向位移云图
①刚度分析。本体在预紧状态下,立柱与上下横梁等机架部分都会产生相应的弹性变形,因此,需要对该部分刚度进行计算分析。机架刚度的分析主要包括对立柱与上下横梁在预紧状态下的挠度以及机架压缩量,即在水平方向(x轴)以及竖直方向(y轴)上的机架变形状况。
图4是机架本体在预紧状态下上横梁、下横梁、立柱和垫块在水平(x轴)方向与竖直(y轴)方向的位移云图。图5是各部分位移云图总体分布情况。图4表明,机架挠度变化即x方向位移最大值为0.0547mm,位移的变化主要集中在立柱两端。机架压缩量变化即y方向位移最大值为3.39mm,变化较大位置发生在立柱两端,而立柱中部与上下横梁压缩变量较小。图5显示,位移变化最大的位置在立柱两端以及与上下横梁夹紧的地方,最大位移值为3.39mm,计算时设定下横梁拉杆面为固定平面,所以位移变化显示集中在上横梁部分,实际情况下,位移变化会均布在上下两端。
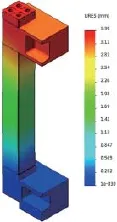
图5 机架预紧状态位移云图
机架上横梁与下横梁的变形对于100MN三梁四柱模锻压机的总体装配情况影响不大,压机本体机架在预紧力压缩量变化上也不会对安装产生较大影响,但是挠度的变化关系到活动横梁、主工作缸等一系列配件的安装。据图5分析,该本体机架的挠度变化很小,不会对压机的安装产生严重影响。
②强度分析。预紧状态下,机架本体上横梁与下横梁处于压应力状态,合理的机架设计,应考虑到压应力对机架产生的局部疲劳损坏,避免机架整体结构失效。
由图6可知,压机在预紧状态下,上下横梁与拉杆夹紧位置的应力集中比较明显,立柱整体受较高压应力作用,机架最大应力为117MPa,机架立柱部分材料许用屈服强度345MPa,而且在工作状态下,该部分应力会大幅度降低,符合安全需求。
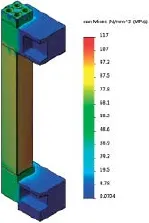
图6 机架预紧状态下的应力云图
⑵压机工作状态机架模拟分析。
①刚度分析。本体在工作状态下,除了受到拉杆对机架产生的预紧力外,上横梁与下横梁也会受到工作缸传递的载荷。因此,工作状态下除了立柱与横梁夹紧部分会产生弹性变形,上下横梁也会受工作缸的作用产生变形情况。需要对上横梁、下横梁、工作缸以及活动横梁进行刚度计算。刚度分析主要包括对各部分工作状态下的挠度以及机架压缩量,即在水平方向(x轴)以及竖直方向(y轴)上的机架变形状况。
图7是机架本体在工作状态下水平(x轴)方向与竖直(y轴)方向的位移云图。图8是各部分位移云图总体分布情况。图7表明,机架挠度变化即x方向位移最大值为0.822mm,位移的变化主要集中在立柱中部。机架压缩变量即y方向位移最大值为0.332mm,变化较大的位置集中在上横梁连接工作缸缸底的位置。图8显示,位移变化最大位置出现在横梁与立柱压紧位置,最大值为1.52mm,相比横梁,立柱位移变化较大,设计时应当格外注意。
上下横梁的变形对压机总体装配情况影响不大,压机本体在工作状态下压缩变量也不会对压机运行产生较大影响,而工作状态下,挠度的变化往往会影响压机的加工精度。根据以上计算结果可知,挠度的变化主要发生在上横梁与工作缸连接的部分,不会在加工过程中出现较大的偏心力,对加工精度影响较小。从图中的计算结果可以看出,机架整体位移变化梯度较大的位置在上横梁垫块位置,所以,对垫块的结构和厚度加以调整可以提高压机的可靠性。
②强度分析。工作状态下,机架本体处于拉应力状态,考虑拉应力对机架产生的局部疲劳损坏,避免机架整体结构失效,在本体设计中应予以注意。
图9计算结果表明,主工作缸对上横梁与下横梁施加的反作用力较大,局部位置出现应力集中现象,最大值达到80MPa。因为机架上下横梁所用材料许用屈服强度为327MPa,相比之下,机架本体结构强度能够保证压机稳定可靠运行。

图7 机架工作状态水平方向与竖直方向位移云图
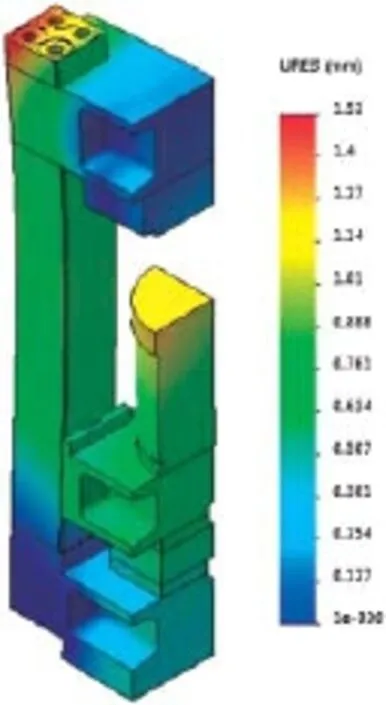
图8 机架工作状态位移云图
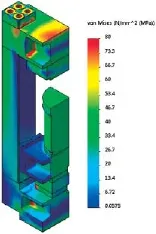
图9 机架工作状态下的应力云图
结束语
通过对100MN三梁四柱模锻压机主机架结构分析计算可以得知,机架立柱部分易出现较明显的挠度变化,垫块刚度变化较大,应当对相应结构进行调整加厚。而压机在预紧状态和工作状态对上横梁与下横梁等本体结构影响较小,可以保证压机稳定可靠的运行。
猜你喜欢
建材发展导向(2023年4期)2023-03-14 07:20:04
减速顶与调速技术(2020年3期)2021-01-18 06:30:30
家庭影院技术(2019年12期)2020-01-19 02:07:20
工程与建设(2019年4期)2019-10-10 01:45:46
制造技术与机床(2018年9期)2018-09-19 06:48:14
国际木业(2016年2期)2016-12-01 05:04:17
工业设计(2016年4期)2016-05-04 04:00:27
中国科技纵横(2015年10期)2015-12-13 10:39:36
压缩机技术(2014年5期)2014-02-28 21:28:23
中国氯碱(2014年8期)2014-02-28 01:04:47
