
快速线性阵列超声波相控阵自动检测
2017-06-05 14:15张国强沙正骁
无损检测 2017年5期
张国强,刚 铁,沙正骁
(1.航天科工防御技术研究试验中心,北京 100854;2.哈尔滨工业大学 先进焊接与连接国家重点实验室,哈尔滨 150001;3.中航工业北京航空材料研究院,北京 100095)
快速线性阵列超声波相控阵自动检测
张国强1,2,刚 铁2,沙正骁3
(1.航天科工防御技术研究试验中心,北京 100854;2.哈尔滨工业大学 先进焊接与连接国家重点实验室,哈尔滨 150001;3.中航工业北京航空材料研究院,北京 100095)
基于超声波聚焦原理,提出借助声透镜实现线阵相控阵探头的二维聚焦的方法。通过声场模拟对比了普通线阵相控阵和改进型相控阵的声场分布;通过试验得到了上述两种手段对同一铜钢堆焊结构的C扫描检测图像,并将检测结果与常规单晶片点聚焦探头的检测结果进行了对比。理论分析和试验结果均显示,改进后的相控阵系统能够有效地使线性阵相控阵探头实现二维聚焦,其C扫描结果与常规单晶片探头的检测结果吻合良好;在保证检测准确性和可靠性的前提下,扫描效率也得到了显著的提升。
超声相控阵;无损检测;C扫描;声透镜
超声波相控阵技术以其灵活的声束偏转角和聚焦位置控制能力受到了广泛的关注[1]。一维线性阵列相控阵是一种最简化的超声相控阵形式,其制造成本相对较低,控制方式也相对简单,可以在一维机械扫查条件下获得二维图像。缺点是只能在一维方向实现聚焦,其声场聚焦区域的形状类似于通常使用的线聚焦探头,在进行平面检测时,晶片长度方向(即机械扫查方向)的成像会有较大的畸变,且检测灵敏度较低。为了更好地实现超声波聚焦,研发人员开发了多种形状及多种阵列形式的超声波相控阵探头[2-4],各类超声相控阵探头阵元排列示意如图1所示。
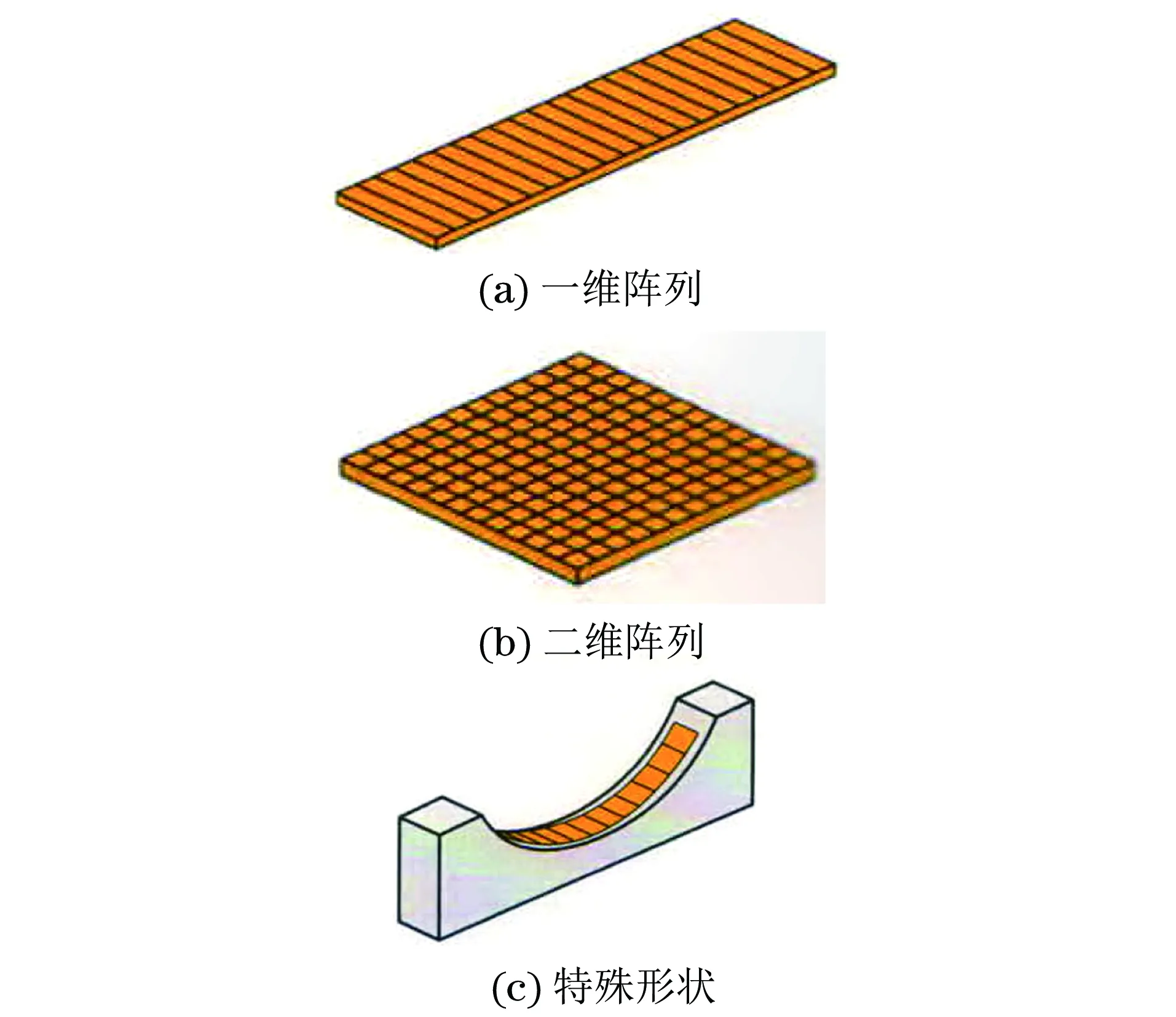
图1 各类超声相控阵探头阵元排列示意
这类形状各异、阵列方式复杂的相控阵探头,虽然可以满足工程上对于特殊被检测结构的要求,但其订做周期长、价格昂贵,并且设备和控制系统的复杂程度远高于线性阵列相控阵系统。笔者通过一定的技术手段使一维线性阵列相控阵探头在二维方向上实现聚焦,并在一定条件下避免使用复杂且昂贵的面型阵列相控阵探头,在提高检测精度的同时可降低相控阵检测系统的复杂程度和成本,在此基础上研究了平面堆焊接头的快速检测方法;理论分析和试验结果均显示,改进后的相控阵系统能够有效地使线性阵列相控阵探头实现二维聚焦,其扫描结果与常规单晶片探头的检测结果吻合良好,在保证检测准确性和可靠性的前提下使扫描效率得到了显著的提升。
1 检测方案及超声相控阵聚焦特征分析
以铜钢堆焊结构为对象,研究了平面堆焊接头质量的快速检测方法,C扫描检测方式示意如图2所示。为了准确地调整检测灵敏度,使用电火花加工的方式制作了如图2所示的φ2 mm平底孔人工缺陷,孔底与材料结合面平齐,用以模拟界面上的未熔合缺陷。使用的线阵相控阵探头参数见表1,其晶片阵列形式及尺寸示意如图3所示。
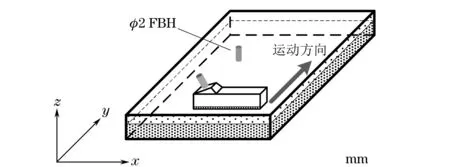
图2 C扫描检测方式示意
超声相控阵探头是由大量相互独立并可单独控制的换能器晶片组成的阵列所构成的。超声相控阵 电子扫查示意如图4所示,其通过控制系统应用一 定的规则来激发相控阵探头中的每个晶片来发射超声波,使晶片阵列上的每个晶片发射的超声波波阵面前沿同时同相位到达指定的位置,从而可以沿晶片阵列方向(x轴方向)灵活地实现电子聚焦和电子扫查。若使用传统的单晶探头进行检测,则需要探头与试件在被检测面上逐点完成二维全覆盖式相对运动,其机械传动系统至少需要两个自由度,且运动路程长、耗时长、精度要求高等[4]。而使用超声相控阵探头则可以利用电子扫查来代替沿x轴的机械扫查,使之在进行C扫描时避免探头和试件间的相对运动,减少一维运动自由度。
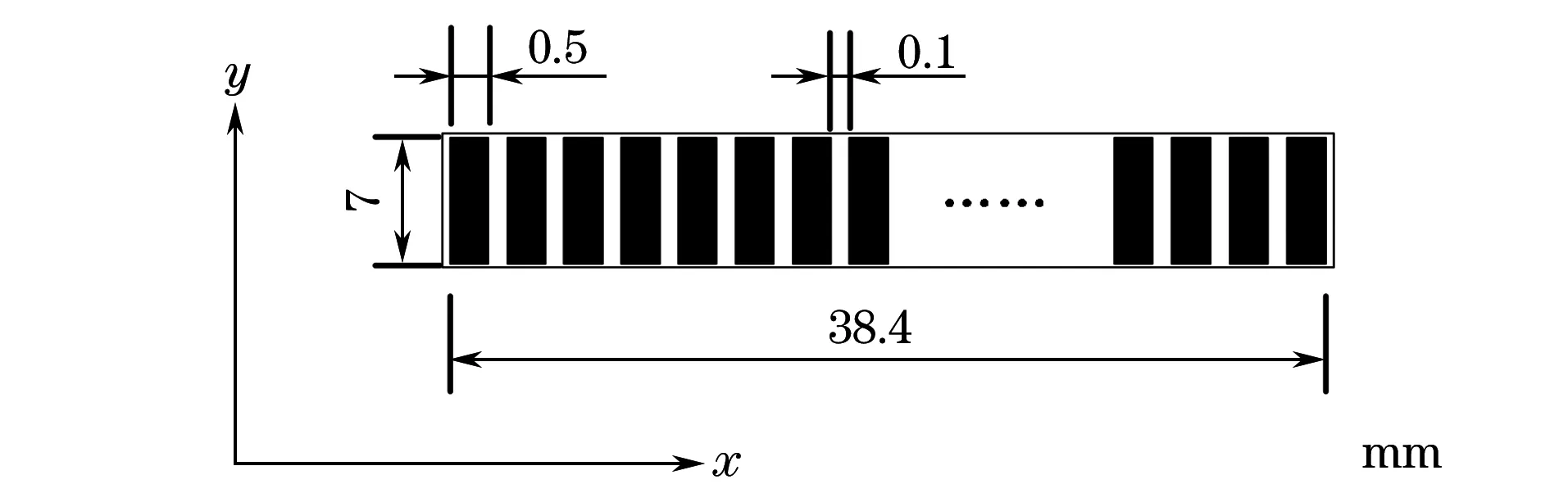
图3 相控阵探头晶片阵列形式及尺寸示意
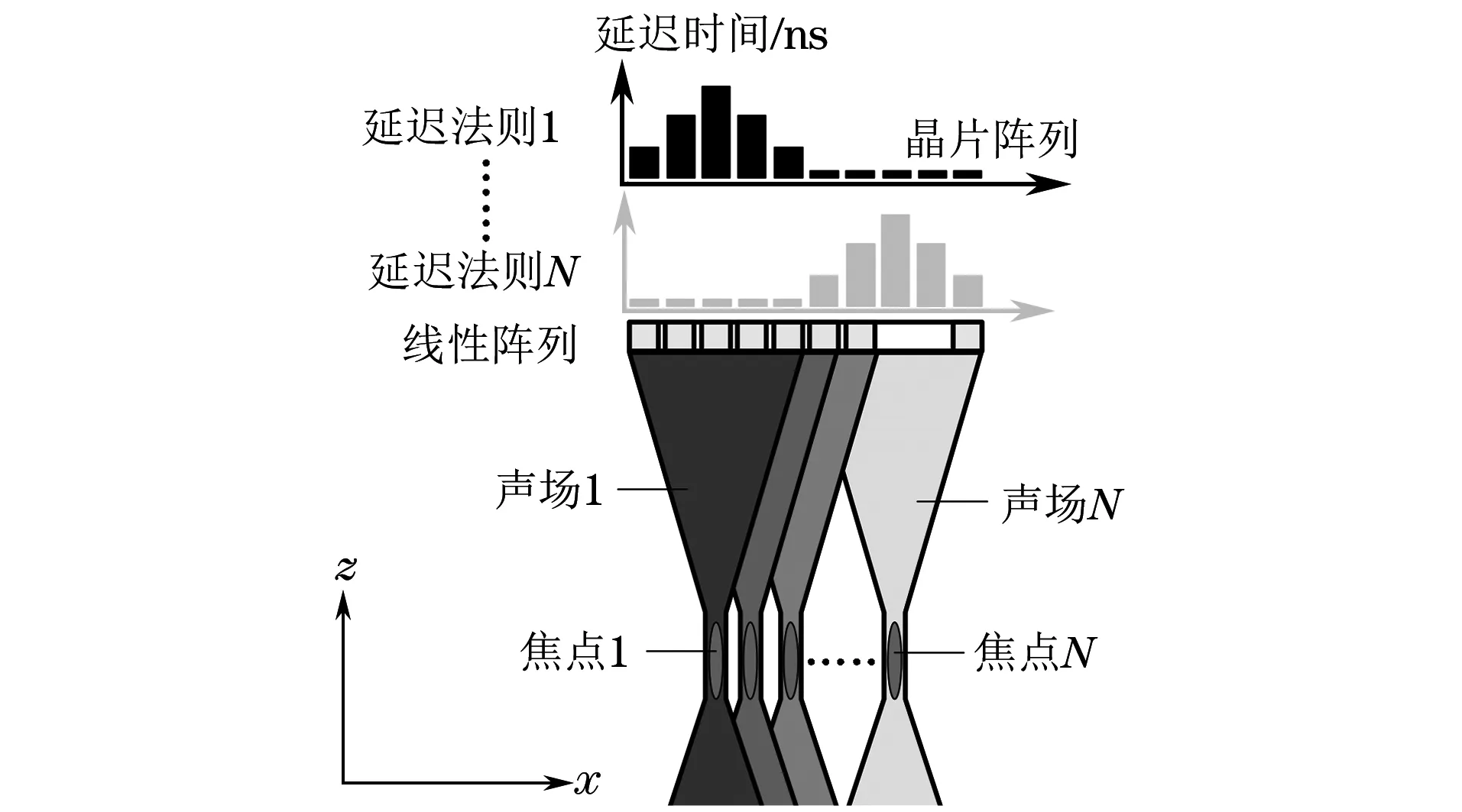
图4 超声相控阵电子扫查示意
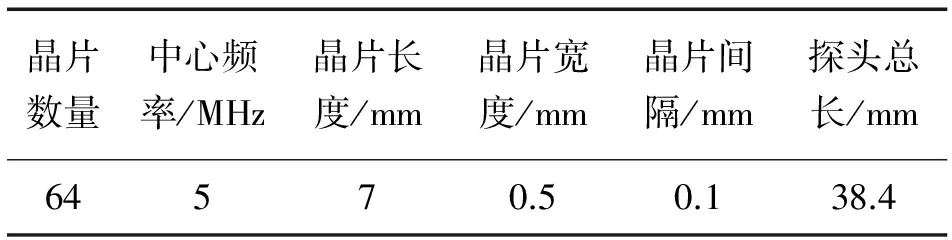
晶片数量中心频率/MHz晶片长度/mm晶片宽度/mm晶片间隔/mm探头总长/mm64570.50.138.4
但是上述方法也存在显而易见的缺点:线性阵列相控阵探头无法令超声波能量沿y轴方向汇聚,进而可能会导致一系列问题的出现。从理论上预测,由于沿y轴方向这种一维聚焦方式的能量不集中,导致其检测灵敏度必将低于二维聚焦方式。此外,由于沿y轴方向的超声波能量分散,在其扫描检测时,缺陷的尺寸会沿y轴(探头运动方向)拉长而发生畸变,从而无法反映结构内部的真实情况。
2 线性阵列相控阵检测
通常,用户可以借助相控阵系统控制软件来指定聚焦位置并获得相应的延迟聚焦法则,进而用于控制相控阵探头晶片的激励。文中由于堆焊结合面部位是缺陷易发区[5],因而在制定聚焦法则时,将探头x-z截面内的延迟聚焦深度设定于材料结合面部位。通过CIVA软件计算出了当前试验参数下,被检测试件内部的超声波声压在检测面内的分布情况,探头x-z截面内声场模拟结果如图5所示。从图中的声场仿真计算结果可以发现,相控阵探头沿晶片阵列方向实现了指定深度上的聚焦,可以利用仿真计算的结果来指导试验。

图5 探头x-z截面内声场模拟结果
参考前期理论计算得到的参数,在相控阵检测试验中,将检测增益调整为φ2 mm平底孔(FBH)回波高度达到满屏(FSH)高度的80%,在此基础上增加3 dB作为检测灵敏度。由于试验所用的相控阵探头晶片中心间距为0.6 mm,所以沿x轴方向的扫描步长固定为0.6 mm。为了使x、y两个方向的扫描步长一致,将沿y轴方向的扫描步长设置为0.6 mm,其C扫描结果如图6(a)所示。
为了通过对比来体现相控阵检测结果的可靠性,使用中心频率为5 MHz的单晶片点聚焦探头对同一试件进行了C扫描检测。灵敏度的调整方式与相控阵检测中的调整方式相同,步长设置为0.3 mm,以清晰度更高的常规C扫描图像作为基准来对比和评价相控阵系统的检测结果, 相控阵探头与单晶片点聚集探头C扫描结果如图6所示。
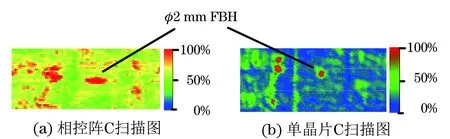
图6 相控阵探头与单晶片点聚集探头C扫描结果
从图6可以发现,圆形的人工缺陷在相控阵C扫描结果中沿探头运动方向被拉长而呈现出椭圆形,由此可以推知其他位置的缺陷也将被沿此方向拉长。这样的检测结果与前文中的理论分析和预测基本吻合,表明直接使用线性阵列相控阵探头,以电子扫描和机械扫查方式进行二维检测时所获得的图像存在畸变。
3 线性阵列相控阵探头的声场分析及改进
3.1 声透镜的设计 从上述研究可以推测,如果能使线性阵列相控阵探头在x-z面内部完成电子聚焦的同时,也实现x-z面内的聚焦,那么畸变问题则可迎刃而解。并且由于超声波能量在两个方向实现了聚焦,理论上提高了检测灵敏度,检测结果会有很大程度的改善。基于上述想法,文章提出利用柱面声透镜(柱面轴心平行于z轴方向)来实现线阵相控阵探头的二维聚焦。
首先在y-z截面内计算,得到超声波聚焦于异质材料界面情况下该声束应有的水中焦距F,并由此推算出声透镜曲率半径R[6]。然后在探头x-z截面内,通过设计合适的延迟聚焦法则,使相控阵探头激发出的超声波在穿越声透镜和耦合介质之后,聚焦于材料界面处。由于CIVA软件无法提供探头在垂直于晶片阵列方向(即y-z截面)上的真实声场分布,因此文中借助了课题组开发的超声波声场仿真计算软件对探头y-z截面内的声场分布进行了模拟计算[7]。
图7为常规线阵相控阵探头和改进型相控阵探头在y-z截面内的仿真声场分布对比。
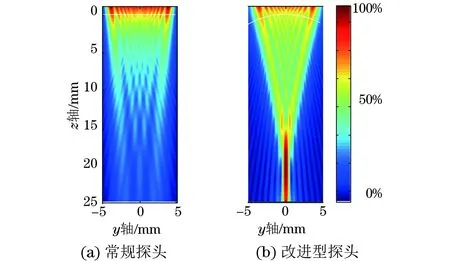
图7 不同相控阵探头在y-z截面声场分布对比
从声场分布的对比可以看出,改进后的相控阵探头声场能量集中,显著优于常规线阵相控阵探头。仿真计算结果显示:依照此参数进行试验,超声波能量可以在界面部位聚焦,理论上能够达到理想的预期。图7(a)中的声场仿真计算结果同时解释了图6(a)中相控阵C扫描图像中缺陷形状发生畸变,是由线性阵列相控阵探头沿y轴方向的超声波能量分散所引起的。
3.2 检测结果及分析
在理论分析的基础上,针对前文涉及到的同一试件,利用柱面声透镜进行改进后的线阵相控阵探头的声场研究。
首先利用前期理论计算所使用的参数来调整相控阵系统,检测灵敏度的设置与前期试验中的设置方法相同,然后利用改进后的相控阵探头进行C扫描检测,检测结果如图8所示。
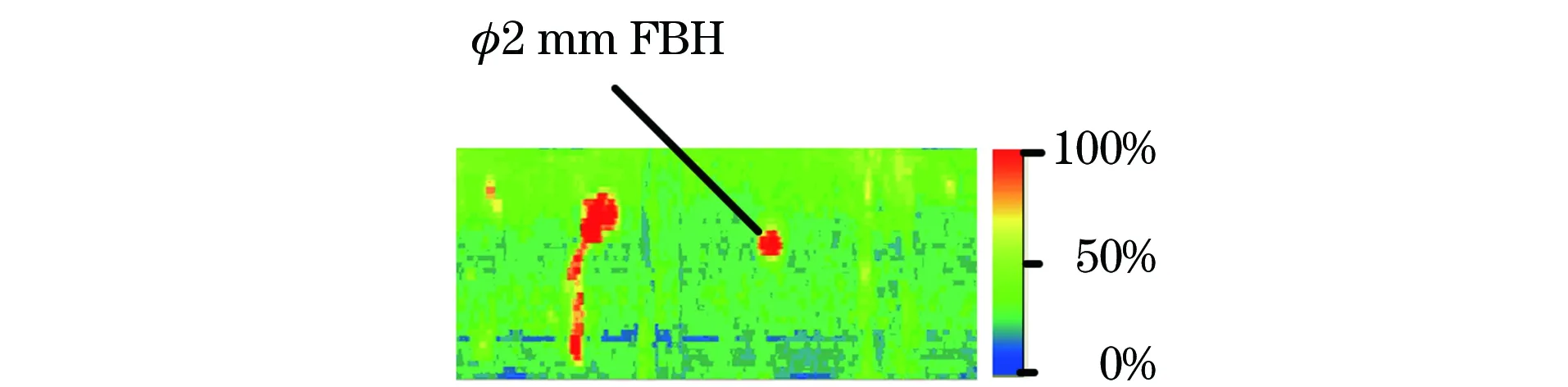
图8 改进型相控阵C扫描结果
对比图6和图8可以发现:改进后的相控阵探头显著改善了图像的对比度,解决了线阵相控阵扫描图像沿y轴方向的畸变问题。试验证明,经过改进的相控阵C扫描结果与常规单晶片点聚焦探头的C扫描结果吻合良好,同时也验证了图7中声场仿真分析的正确性。
此外,该装置完成整个试件扫描检测所需的时间为13 s,要远少于同等条件下常规单晶片探头所需时间(约300 s),提高了检测效率。而且,由于免去了探头沿x轴方向的运动,使得检测系统的机械运动机构减少了一个自由度,从而降低了机械机构的复杂程度。
4 结语
(1) 利用线阵相控阵探头的电子扫描特性,以一维机械扫查方式实现了二维界面的自动检测,并采用计算机模拟方法分析了其声场聚焦特征。
(2) 在理论分析和模拟仿真的基础上,研究了线阵相控阵探头的聚焦方法,采用适当曲率的柱面声透镜实现了线性阵列相控阵探头的二维聚焦,减少了缺陷形貌的畸变。
(3) 以上述方法构成的装置在保证检测精度的同时,可以大幅提升检测效率,降低机械系统复杂程度,使装置运行稳定可靠。
[1] 单宝华,喻言,欧进萍. 超声相控阵检测技术及其应用[J]. 无损检测,2004,26(5): 235-238.
[2] 李衍. 相控阵超声检测国际动态[J].无损检测,2009,31(1): 56-60.
[3] 王华,单宝华,王鑫,等. 超声相控阵实时检测系统的研制[J].哈尔滨工业大学学报,2008(5): 771-774.
[4] 高双胜,刚铁,桂光正,等. 铜钢堆焊接头的超声信号特征及质量评价[J]. 焊接学报,2007(5): 101-104.
[5] 吕世雄,杨士勤,王海涛,等. 堆焊铜合金/35CrMnSiA接头的界面结构特征[J]. 焊接学报,2007(2): 63-66.
[6] 张志永. 水浸聚焦超声波探伤原理[M]. 北京: 国防工业出版社, 1985.
[7] 沙正骁. 奥氏体不锈钢焊缝中超声传播路径的模拟[D]. 哈尔滨: 哈尔滨工业大学, 2010.
High-Speed Linear Array Ultrasonic Phased Array Automatic Testing
ZHANG Guoqiang1,2, GANG Tie2, SHA Zhengxiao3
(1.Aerospace Science and Industry Defense Technology Research and Test Center, Beijing 100854,China;2.State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology, Harbin 150001,China;3.AECC Bejing Institute of Aeronautical Materials,Beijing 100095,China )
Based on principle of ultrasonic focusing, the two-dimensional focusing of linear phased array probe is designed by means of acoustic lens. The simulation of sound field is compared with the common linear phased array and improved phased array acoustic field. Afterwards, C-scan images of the Cu-Fe joint are obtained experimentally. Theoretical analysis and experimental results show that the improved phased array system can effectively make the linear phased array probe to realize two dimensional focusing, and the C-scan results with conventional single crystal probe are in good agreement with the results. On the premise of ensuring the detection accuracy and reliability, the scanning efficiency has been significantly improved.
ultrasonic phased array; nondestrutive testing; C-scan; acoustic lens
2016-07-23
国家自然科学基金资助项目(51575134,51175113)
张国强(1984—),男,硕士,主要从事焊接无损检测方面的研究工作
张国强,zgqhit@foxmail.com
10.11973/wsjc201705012
TG115.28
A
1000-6656(2017)05-0053-04
猜你喜欢
设备管理与维修(2021年17期)2021-11-02
海洋信息技术与应用(2020年1期)2020-06-11
铁道通信信号(2020年12期)2020-03-29
海洋工程装备与技术(2020年6期)2020-03-09
中国特种设备安全(2019年1期)2019-03-13
家庭影院技术(2018年11期)2019-01-21
科技视界(2014年4期)2014-12-26
振动工程学报(2014年2期)2014-03-01
振动、测试与诊断(2014年1期)2014-03-01
浙江医学(2013年14期)2013-01-22
