防腐处理过的废旧木材的处理与资源化研究进展
2017-06-01 11:29朱世杰王罗春王军建熊金磊
上海电力大学学报 2017年2期
朱世杰, 王罗春, 王军建, 熊金磊
(上海电力学院 环境与化学工程学院, 上海 200090)
防腐处理过的废旧木材的处理与资源化研究进展
朱世杰, 王罗春, 王军建, 熊金磊
(上海电力学院 环境与化学工程学院, 上海 200090)
随着防腐处理过的废旧木材数量的增加,以及填埋或焚烧标准越来越严格,防腐处理过的废旧木材的处理形势越来越严峻.针对近年来出现的几种基于防腐处理过的废旧木材循环利用的处理工艺,综述了经无机或有机防腐药剂处理过的废旧木材的物理、生物或化学处理与修复工艺,并展示了其应用前景.
废旧木材; 五氯苯酚; 木馏油; 铜基防腐剂; 修复
自19世纪30年代以来,防腐剂大量地应用于木材产品中,以防止昆虫、真菌和天气变化对木材的破坏,使木材产品的使用寿命延长25~50年[1].木材防腐剂分为亲油性和亲水性两大类.亲油性防腐剂主要有木馏油和五氯苯酚(Pentachlorophenol,PCP),亲水性防腐剂主要有铜铬砷(Chromated Copper Arsenate,CCA).近年来,CCA逐渐被铜基防腐剂取代,如季铵铜(alkaline copper quaternary,ACQ)、铜唑(copper azole,CA)和超细铜系列(micronized copper systems,MCQ和MCA)等[2].
越来越多的处理后木制品达到其使用年限而被淘汰,其中残留的木材防腐剂极易通过淋洗或挥发等途径进入环境中,造成环境污染,因此必须对经防腐剂处理过的废旧木材进行妥善处理,否则将对环境及人类造成严重的危害.
在世界范围内,经木馏油、PCP和铜基防腐剂处理后的废旧木材的填埋和焚烧仍是主要的处理手段.这些传统的处理工艺通常成本高昂,而且这些工艺在许多国家已达不到废旧木材填埋或焚烧的管理要求.因此,各国鼓励研发新的废旧木材循环的可持续的处理工艺.本文总结了近年来出现的一些新的物理、生物和化学修复方法,通过从废旧木材中去除防腐剂成分,使其转化成具有附加价值的产品,例如肥料、生物乙醇或热量等.
1 物理修复工艺
1.1 电渗析修复工艺
电渗析修复工艺(Electrodialytic Remediation Process,EDR)是一种新兴修复工艺,其原理是运用低压直流电从污染的基质中去除重金属.当有外电流通过时,由于所带电荷的不同,带电粒子在电迁移的作用下向相应电极移动并发生取代.电渗析电池是由阳极区、阴极区和中心区3部分组成,废旧木材放置在中心区.作为隔开中心区和电极区的选择屏障离子膜,允许带电粒子从中心区移动到阳极或阴极溶液中,同时阻止离子从电极区移动回中心区[3].电渗析电池模型如图1所示.
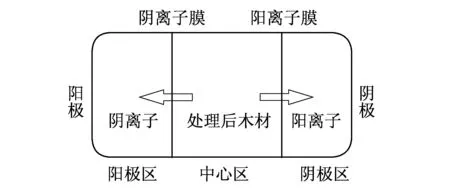
图1 电渗析电池模型示意
电渗析处理工艺可以用来修复木馏油处理后的废旧木制品.锯末中最初木馏油化合物浓度为135 g/kg,电处理8天后可以去除40%的木馏油化合物.
EDR对CCA处理后废弃木材木屑和木片的修复效果较好.RIBEIRO A B等人对比了不同预处理方法(去离子水,2.5%,5%,7.5%的草酸溶液)下的电渗析处理效果.结果发现,2.5%草酸溶液的预处理效果最好,经30天电渗析处理后,其砷、铬、铜的去除率分别达99%,95%,93%[4].VELIZAROVA E等人也研究了去离子水、氯化钠、草酸、蚁酸、混合酸(草酸、乙酸、EDTA)等预处理方法对电渗析处理效果的影响,同样发现2.5%草酸溶液预处理效果最好[5].
经CCA防腐处理废旧木材的金属去除效率和运行成本主要受木屑尺寸、电流强度、电渗析时间和电极距离等参数的影响.CHRISTENSEN M H等人发现,对于粒径小于0.84 mm的CCA处理后的废旧木屑,其砷、铬和铜的去除率分别达96%,90%,95%;而径向长度1~5 cm,横向长度0~1 cm的CCA处理后的废旧木片,其砷、铬和铜的去除率分别为85%,85%,90%[2].RIBEIRO A B等人发现,用2.5%草酸预处理废旧木片36 h后,其电渗析时间由32天缩减到25天,砷和铬的去除效率(分别为99%和97%)没有降低,而铜的去除率由于形成溶解度较低的草酸铜而降低至49%[6].
1.2 热处理
废旧木材热处理是一种在安全减量处理废木材(可减量98%~99%)的同时又可回收能量的处理方式.热处理主要包括燃烧或焚烧、气化和热解3种工艺,这3种工艺在热处理温度、需氧量和处理产物方面各不相同,如表1所示.

表1 3种热处理方式的氧浓度和温度及处理产物
气化产生的燃气可以为内燃机或涡轮机发电提供燃料.热解可以产生木炭、热解油和热解气(如CO,CH4,H2,C2H2,C2H4等).热解产物的组成比例主要取决于加热温度和加热速率.在300~550 ℃之间快速热解时,热解油的产量会较高,慢速热解时,则木炭产量最高[7].
1.2.1 有机防腐剂处理过的废旧木材
对木馏油和PCP处理后的废旧木材进行热解和焚烧处理,可以去除99.9%的有机防腐剂,其尾气较未处理废木材更清洁[8].将木馏油或PCP处理后废旧木材与煤混烧,对烟气质量无不利影响.在980 ℃与煤混烧,烟气中NOx,SO2,CO,PAHs,多氯代二苯并二噁英(PCDDs),多氯代二苯并呋喃(PCDFs),总烃类等的含量会下降,而HCl的含量会增加[9].与焚烧未处理废旧木材相比,PCP处理后废旧木材在850 ℃和过量氧气下燃烧半挥发性有机物(SVOC)的排放量会降低,而溴甲烷、氯甲烷和PCDD/Fs的排放量会增加[10].将木馏油处理后废旧木材在550 ℃下慢速热解10 s,则有机防腐剂会富集在木炭产物中,木炭中的多环芳烃(PAHs)含量是未经防腐处理废旧木材的2倍,而苯并芘含量则高达7倍.因此,亲油性防腐剂处理后废旧木材的热解温度被严格限制在1 100 ℃以下,此温度下防腐剂会集中在木炭中,PCDD/Fs排放较少[11].
1.2.2 无机或有机金属防腐剂处理过的废旧木材
毒性浸出试验(TCLP)结果表明,经 CCA处理后废旧木材的焚烧灰烬中的砷超标,焚烧灰应作为有毒废物处理.焚烧灰烬中的铬和铜在水中主要以难溶固体存在,铬主要以六价形式存在.相对于焚烧处理(1 073~1 173 K),热解处理(573~673 K)可以大大减少木炭产物中的金属残余量.
OTTOSEN L M等人研究发现,焚烧灰中残留的砷、铬、铜的含量分别为35 000 mg/kg,62 000 mg/kg,69 000 mg/kg,而热解木炭中砷、铬、铜的含量分别为990 mg/kg,2 500 mg/kg,690 mg/kg[12].
目前已有一种工业应用的Charthem热解工艺,该工艺包括木料破碎、热处理和分离3个步骤,工艺规模达1 500 kg/h,此工艺适用于所有种类和浓度的防腐剂处理过的废旧木材.其简易流程是,让1.5%氧含量的643 K热气从装满碎木料的反应器底部进入装置,然后将矿物质残留(含碳量95%~99%)从热反应器底部转移到气动离心机中去除重金属和矿物质.此工艺每吨CCA处理后废旧木材热解处理产生280 kg的纯净碳和50 kg的高浓度金属残留物[13].
对于所有用于CCA处理后废旧木材修复的热处理工艺来说,由于砷化合物是挥发性最强的物质,所以最关注的是砷.就焚烧灰中金属含量和砷排放方面来说,移动床低温热解(653 K)是修复CCA处理后废旧木材最好的工艺[14].
2 生物修复
生物修复技术的原理是用细菌和真菌从固废和废液中溶解和降解有毒组分.
2.1 细菌生物修复技术
2.1.1 有机防腐剂处理过的废旧木材
细菌(例如芽孢杆菌和假单胞杆菌)能降解木馏油和PCP等亲油性防腐剂处理过的废旧木材.细菌可以在高浓度的防真菌防腐剂中存活.有研究表明,5~6环PAHs较2~3环PAHs更难生物降解,这可能与5~6环PAHs更难溶于水有关.多氯原子取代和毒性使得PCP很难生物降解[15-16].
黄杆菌、门多萨假单胞杆菌、假单胞杆菌、大肠杆菌、红球菌或土壤中原生细菌等可以对PCP进行好氧或者厌氧生物降解.黄杆菌菌株可以在2到3周内降解污染土壤或PCP处理后废旧木材中的PCP[17].用黄杆菌和氯酚红球菌生物处理PCP处理后废弃木材,只适合于液体基质而不适用于固体基质,在液体基质中用黄杆菌生物处理2周可降解99%的PCP[18].
2.1.2 无机或有机金属防腐剂处理过的废旧木材

用有机酸对CCA处理后废旧木材进行预处理,能大大提高细菌的木材修复效果.CLAUSEN C A和SMITH L先用1%草酸溶液预处理24 h,然后用地衣形芽孢杆菌发酵10天,结果发现:砷、铜、铬的去除率分别较没有预处理的91%,45%,15%改变为90%,100%,80%[20].铬之所以难去除是因为它与木质形成更强的化学键.有机酸预处理结合细菌发酵的两步修复工艺,其效果在中试试验中得到了很好的证明,但因成本太高而阻碍了其在工业上的应用.
2.2 真菌生物修复技术
2.2.1 有机防腐剂处理过的废旧木材
白腐菌生物修复木馏油处理后废旧木材的机理是通过产生胞外氧化还原酶降解苯酚和PAHs.田头菇属、蜜环菌属、迷孔菌属和栓菌属等4种真菌处理木馏油处理后废旧木材时,对PAHs和杂环化合物有显著的降解作用[21].
将真菌修复技术与其他方法相结合,能大大提高废旧木材中有机防腐剂的降解程度.如将真菌修复技术与声处理相结合,能提高传质速率,有利于PCP的矿化;真菌修复技术结合三级逆流萃取,可将废旧木材中PCP从12 000 mg/kg减少至1 mg/kg[22].
2.2.2 无机或有机金属防腐剂处理过的废旧木材
真菌产生的草酸,有利于褐腐菌在CCA处理后废旧木材上的生长,同时使金属从废旧木材上溶解下来,进而吸附在真菌细胞膜上,从而使木材得到修复.
对废旧木材进行预处理,能显著提高真菌的修复效果.如用pH3.1的柠檬酸对CCA-处理过的废旧木材进行预萃取,可将威兰薄孔菌对废旧木材中砷、铬、铜的去除率分别提高至100%,80%以上,95%[23].
3 化学修复工艺
化学修复工艺是指利用无机或有机酸、螯合剂或氧化剂将有毒组分从木材中淋洗至液体中.如用氢氧化钠淋洗PCP处理后的废旧木材,PCP可转化为可溶性的氯苯酚盐而得以除去[24].以下为铜基防腐剂处理后废旧木材的化学修复工艺.
3.1 酸洗去除PCP工艺
金属的溶解性能主要与提取剂种类、浓度、反应时间、温度和木材粒径有关.H2SO4,H2O2,H3PO4,EDTA,OA(草酸)5种提取剂从废旧木片中去除金属的能力对比如表2所示.

表2 化学药剂对砷、铬和铜的去除率的影响和处理成本
注:反应条件为木材含量50 g/L,温度25 ℃,反应时间22 h,粒径0.5~2 mm;$/ttw为成本单位,指美元/吨处理后的废旧木材.
综合考虑3种物质的去除效果和处理成本,硫酸是最优的提取剂[25].进一步的研究表明,硫酸的浓度、反应温度和反应时间是影响铜特别是砷和铬去除率和去除速率的关键参数,硫酸的最佳修复工艺参数是酸浓度0.2 g/L,反应温度75 ℃,淋洗次数3次,每次淋洗时间2 h,此条件下可去除废旧木片中99%的砷、铜以及90%的铬,总运行成本为115 $/ttw(包括药剂和投资成本).
将几种提取剂复配,可以显著提高修复效果.EDTA/OA和NTA/OA联用工艺可去除100%铜和90%铬.在130 ℃下,用0.5%乙酸和2.75%磷酸的混合处理10 min,废旧木材中砷、铬和铜的去除率分别达99.7%,93.5%,98.5%.
用0.125 mol/L草酸和氢氧化钠复配得到的草酸盐溶液(pH3.2),75 ℃下反应6 h,CCA,ACQ,CA处理后废旧木片和木屑中砷、铬和铜的去除率均达到90%[26].乙酸和EDTA的复配提取剂,在80~100 ℃下反应18 h,CCA处理后废旧木材中95%~100%的砷、铬和铜被去除.
响应曲面优化实验表明,对ACQ,CA,MCQ处理后废旧木材金属去除效果的主要影响参数是酸浓度,其次是淋洗次数,再次是温度和反应时间.室温下酸浓度0.13 g/L时的最优反应工艺是:淋洗3次,每次淋洗160 min,然后再漂洗3次.ACQ,CA,MCQ处理后废旧木材中90%的铜被去除.利用响应曲面优化结果,可在不影响铜去除率的前提下,使运行总成本(直接、间接和投资成本)从原来的305 $/ttw降至178 $/ttw[27].
3.2 改进型酸洗去除防腐剂工艺
COUDERT L等人在小试的基础上对CCA,ACQ,CA处理后的废旧木材进行了中试修复试验,中试处理器材质为316不锈钢、体积为130 L,可一次性处理12 kg的废旧木材[28].中试试验流程如图2所示.
试验结果表明,中试试验的修复效果要优于小试试验,原因可能归因于高效的混合系统.修复后所有废旧木材中的砷、铬、铜的去除率分别高于98%,90%,96%,修复后的木材可直接用作堆肥原料或焚烧回收能量.
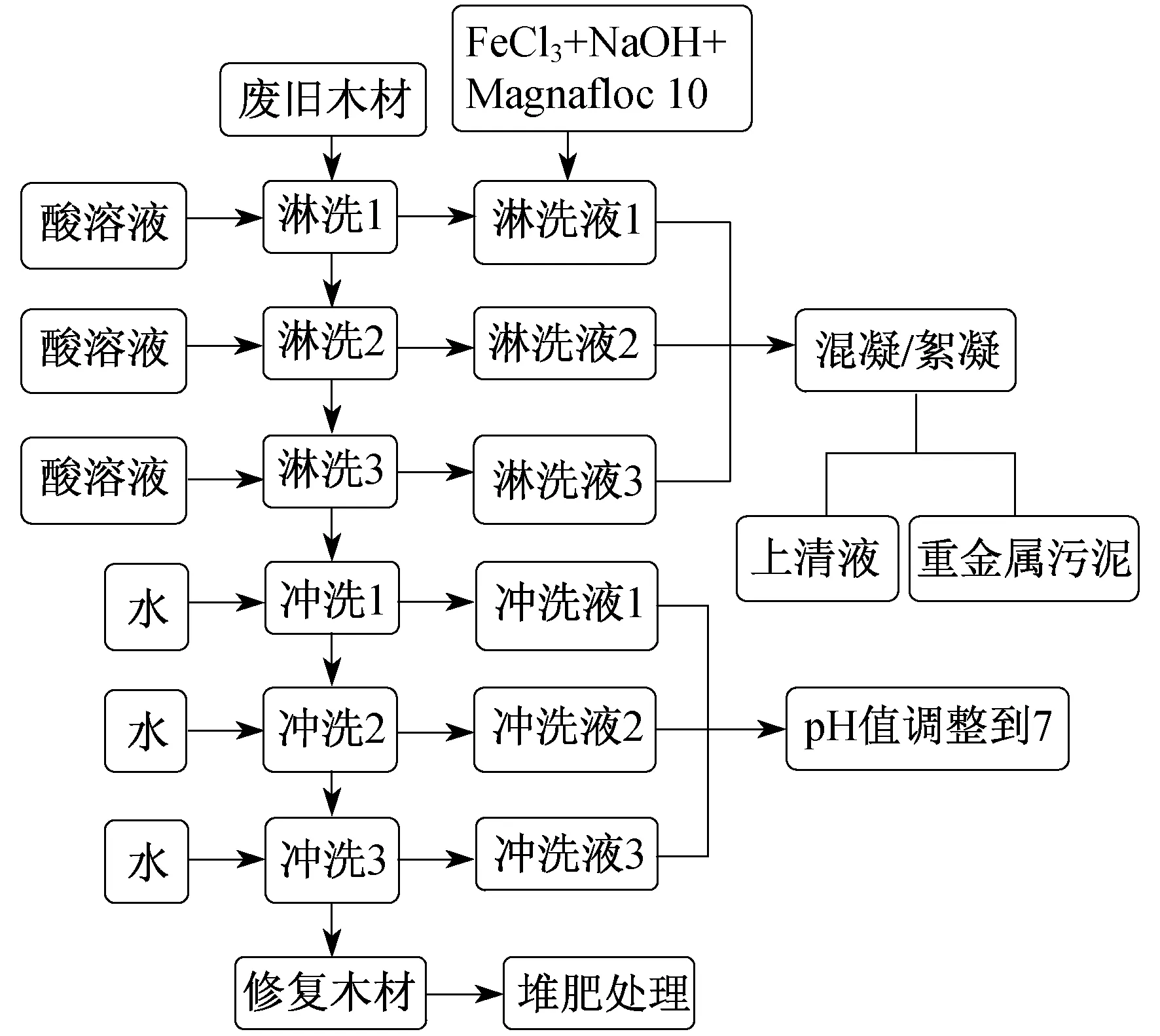
图2 淋洗工艺总体流程
4 结 语
随着监管力度、填埋场负荷过载以及群众环保意识的提高,处理后废旧木材填埋或焚烧的标准越来越严格,其处理与处置将不可避免地转向以循环利用方式为主.
循环利用工艺包括电渗析、热处理、生物处理和化学修复等,其中电渗析处理和化学修复工艺在废旧木材可持续利用方面应用前景广阔.电渗析在去除废木材中防腐剂方面很有效,当务之急应是缩短电渗析处理周期,过长的处理周期会造成运行费用过高,这可能会成为未来制约电渗析走向工业产业化的瓶颈.化学手段中的硫酸淋洗工艺对于处理CCA处理后废旧木材很有效果,而且还为处理铜基防腐剂而改进了工艺.从成本和中试试验结果来看,化学修复工艺在不久的将来极有可能实现工业产业化.
[1] MCBAIN A,CUI F,HERBERT L,etal.The microbial degradation ofchlorophenolic preservatives in spent,pressure-treated timber[J].Biodegradation,1995(6):47-55.
[2] FREEMAN M H,SHUPE T F,VLOSKY R P,etal.Past,present,and future of wood preservation industry[J].Forest Products Journal,2003,53(10):8-15.
[3] CHRISTENSEN I V.Electrodialytic remediation of CCA-treated waste wood[D].Copenhagen,Denmark:Technical University of Denmark,2004.
[4] RIBEIRO A B,MATEUS E P,OTTOSEN L M,etal.Electrodialytic removal of Cu,Cr and As from chromated copper arsenate-treated timber waste[J].Environmental Science and Technology,2000,34(5):784-788.
[5] VELIZAROVA E,RIBEIRO A B,MATEUS E P,etal.Effect of different extracting solutions on the electrodialytic remediation of CCA-treated wood waste Part I.Behaviour of Cu and Cr[J].Journal of Hazardous Materials,2004,B107(3):103-113.
[6] RIBEIRO A B,RODRIGUEZ-MAROTO J M,MATEUS E P,etal.Modeling of electrodialytic and dialytic removal of Cr,Cu and As from CCA-treated wood chips[J].Chemosphere,2007,66(9):1 716-1 726.
[7] MORELL J J.Disposal of treated wood[C]∥Environmental Impacts of Preservative-treated Wood.Gainesville:Florida Center for Environmental Solutions-FCES,2004:196-209.
[8] SMITH S,BOLIN C.Creosote-treated ties end-of-life evaluation[C]∥AquAeTer.Optimizing Environmental Resources:Water,Air,Earth,Brentwood,TN,2010:10.
[9] FREEMAN M C,BROWN T D,HARGOS R A,etal.Pilot-scale air toxics R& D assessment of creosote-treated and PCP-treated wood co-firing for pulverized coal utility boiler applications[J].Biomass Bioenergy,2000,19(6):447-456.
[10] KARTAL S N,KATSUMATA N,IMAMURA Y.Removal of copper,chromium and arsenic from CCA-treated wood by organic acids released by mold and staining fungi[J].Forest Products Journal,2006,56(9):33-37.
[11] ZHURINSH A,ZANDERSONS J,DOBELE G.Slow pyrolysis studies for utilization of impregnated waste timber materials[J].Journal of Analysis of Applied Pyrolysis,2005,74(1-2):439-444.
[12] OTTOSEN L M,PEDERSEN A J,CHRISTENSEN I V.Characterization of residues from thermal treatment of CCA impregnated wood.Chemical and electrochemical extraction[C]∥Environmental Impacts of Preservative-treated Wood.Gainesville:Florida Center for Environmental Solutions-FCES,2004:295-311.
[13] HERY J S.Recycling CCA-treated poles with Charterm[C]∥The International Research Group on Wood Preservation Annual Meeting.Cannes,2005:277-294.
[14] HELSEN L,VAN DEN BULCK E.Review of thermochemical conversion processes as disposal technologies for chromated copper arsenate(CCA) treated wood wastes[C]∥Environmental Impacts of Preservative-treated Wood.Gainesville:Florida Center for Environmental Solutions-FCES,2004:277-294.
[15] GUERIN T F.Bioremediation of phenols and polycyclic aromatic hydrocarbons in creosote contaminated soil using ex-situ land treatment[J].Journal of Hazardous Materials,1999,B65(3):305-315.
[16] ZHANG B.Bioremediation of creosote-treated wood waste[D].Halifax,NS:University of Halifax,2010.
[17] SABER D L,CRAWFORD R L.Isolation and characterization of Flavobacterium strains that degrade pentachlorophenol[J].Applied Environmental Microbiology,1985,50(6):1 512-1 518.
[18] BARBEAU C,DESCHENES L,KARAMANEV D,etal.Bioremediation of pentachlorophenol-contaminated soil by bioaugmentation using activated soil[J].Applied Microbiology and Biotechnology,1997,48(6):745-752.
[19] CHANG Y C,CHOI D,KIKUCHI S.Enhanced biodegradation of heavy metals in the two-step process with the mixed culture of lactobacillus bulgaricus and streptococcus thermophiles[J].Bioresource Technology,2012,103(1):477-480.
[20] CLAUSEN C A,SMITH R L.CCA removal from treated wood by chemical,mechanical and microbial processing[C]∥The International Research Group on Wood Preservation Annual Meeting.IRG/WP98—50101,Stockholm,1998.
[21] GALLI E,BRANCALEONI E,DI Mario F,etal.Mycelium growth and degradation of creosote-treated wood by basydiomycetes[J].Technical Note,Chemosphere,2008,72(7):1 069-1 072.
[22] PAL N,KROFIATIS G P,PATEL V.Sonochemical extraction and biological treatment of pentachlorophenol contaminated wood[J].Journal of Hazardous Materials,1997,53(1-3):165-182.
[23] SIERRA-ALVAREZ R.Removal of copper,chromium and arsenic from preservative-treated wood by chemical extraction-fungal bioleaching[J].Waste Management,2009,29(6):1 885-1 891.
[24] MURRAY G B.The development and evaluation of a recycling methodology for out of service pentachlorophol treated utility poles[D].Halifax,NS:University of Dalhousie,2006.
[25] JANIN A,BLAIS J F,MERCIER G,etal.Optimization of a chemical leaching process for decontamination of CCA-treated wood[J].Journal of Hazardous Materials,2009,169(1-3):136-145.
[26] KAKITANI T,HATA Y,KAJIMOTO T,etal.A novel extractant for removal of hazardous metals from preservative-treated wood waste[J].Journal of Environmental Quality,2006,35(3):912-917.
[27] COUDERT L,BLAIS J F,MERCIER G,etal.Optimisation of copper removel from ACQ-,CA-,and MCQ-treated wood using an experimental design methodology[J].Journal of Environmental Engineering,2013,139(4):576-587.
[28] COUDERT L,GASTONGUAY L,BLAIS J F,etal.Scale-up of a chemical process for copper-based preservative-treated wood wastes recycling[C]∥The International Research Group on Wood Preservation Annual Meeting.IRG/WP12-50286,Kuala Lumpur,2012.
(编辑 胡小萍)
Research Progress for Disposal and Resource Utilization of Treated Wood Wastes
ZHU Shijie, WANG Luochun, WANG Junjian, XIONG Jinlei
(SchoolofEnvironmentalandChemicalEngineering,ShanghaiUniversityofElectricPower,Shanghai200090,China)
Preservative-treated wood wastes disposal is imposing a challenge because of increasing amounts of treated wood wastes and restricted regulations regarding solid wastes landfilling or burning.Appropriate disposal options have been developed in recent years based on treated wood wastes recycling.Remediation technologies based on inorganic and organic compounds removal by physical,biological or chemical processes are reviewed.Then the future trends concerning treated wood wastes recycling options are showed.
wood wastes; Pentachlorophenol; creosote; copper-based preservative; remediation
10.3969/j.issn.1006-4729.2017.02.013
2015-09-30
王罗春(1968-),男,博士,教授,湖南株洲人.主要研究方向为固体废物处理与资源化,难降解有机废水处理,温室气体的减排等.E-mail:wangluochun@shiep.edu.cn.
X705
A
1006-4729(2017)02-0173-05
猜你喜欢
全面腐蚀控制(2022年6期)2022-07-22
中国房地产业(2022年11期)2022-05-31
保健医苑(2022年4期)2022-05-05
化工管理(2022年8期)2022-04-08
发酵科技通讯(2021年3期)2021-09-27
云南化工(2020年11期)2021-01-14
中国洗涤用品工业(2019年4期)2019-05-11
中国调味品(2017年2期)2017-03-20
材料科学与工程学报(2016年4期)2017-01-15
饮食科学(2016年3期)2016-07-04