
砂型3D打印技术对刹车盘铸造工艺的优化
2017-06-01 09:43:15游志勇蔡来强
中国铸造装备与技术 2017年2期
游志勇,张 鹏,孙 战,蔡来强,张 拓
(太原理工大学,山西太原 030024)
砂型3D打印技术对刹车盘铸造工艺的优化
游志勇,张 鹏,孙 战,蔡来强,张 拓
(太原理工大学,山西太原 030024)
通过比较喷墨砂型3D打印技术铸造工艺和传统砂型铸造工艺生产风道刹车盘的不同,展示喷墨砂型3D打印技术的优点及对铸造工艺的优化。
喷墨砂型3D打印技术;风道刹车盘;铸造工艺;Creo2.0
3D打印技术作为近年来热门的高新技术,在铸造行业中已经有了很多的应用,并开发研制出了相关的3D打印产品与服务,主要集中在直接打印金属产品和快速制造铸型方面[1]。本文采用的砂型3D打印技术是3D打印技术在快速制造铸型方面的应用。
1 零件的结构及铸造要求
风道刹车盘的三维效果图如图1所示,材质是HT250,其轮廓尺寸为285 mm×285 mm×45 mm,铸件的金相组织要均匀,外轮廓全都要机加工,精加工后不得有气孔、缩松、砂眼的任何铸造缺陷。铸造收缩率为1.0%。机械加工余量为:大平板3.5 mm,侧面2.5 mm,底面2.5 mm。
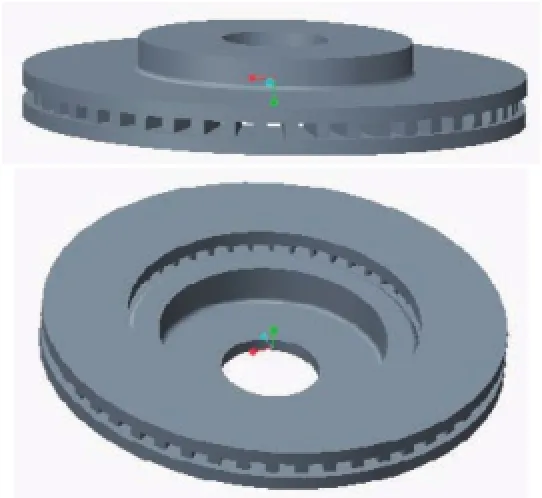
图1 风道刹车盘三维效果图
2 两种铸造工艺的相同之处
图2为两种铸造工艺选择的分型面,该刹车盘水平放置,水平分型,中心采用整体砂芯形成铸件的内部表面及风道。这样放置既可以降低砂箱高度,又方便起模,利于下芯,而且浇注系统设置方便。图3为浇注系统的设计,根据铸件结构、浇注位置和分型面,可选择压边浇口顶注式浇注系统,并且是封闭式的。该浇注系统的压边浇口的压边缝隙为阻流断面,所有的浇道都能充满,具有良好的挡渣能力,能避免气体卷入,而且节省金属,方便清理。直浇道位于铸件的正上方,两个压边浇口对称分布于铸件上方,压边浇口与铸件由一条缝隙连接。另外,由于本铸件是圆盘件,使用两条中心对称的弧形的内浇道将压边浇口与直浇道相连,这样可以保证铸件两侧对称充型,并使液流环形平稳的流入铸件,减少金属液对型壁的冲击。两个压边浇口还可以起到补缩的作用,防止缩松、缩孔等缺陷。

图2 分型面
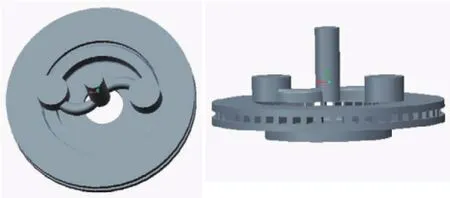
图3 浇注系统
两种铸造工艺在分型面选择、浇注系统等方面是相同的,但是在其它部分的设计表现出不同。
3 传统铸造工艺
3.1 砂芯的设计
图4为传统工艺设计的砂芯的三维模型图。砂芯要有良好的透气性,对铸件收缩的可退让性,良好的强度,能承受轻微的冲击和金属液流的冲刷。
根据风道刹车盘铸件的结构分析,本次设计的砂芯为整体砂芯,下芯时,整个砂芯利用设置在风道部分位置的水平环形芯头固定在铸型中。
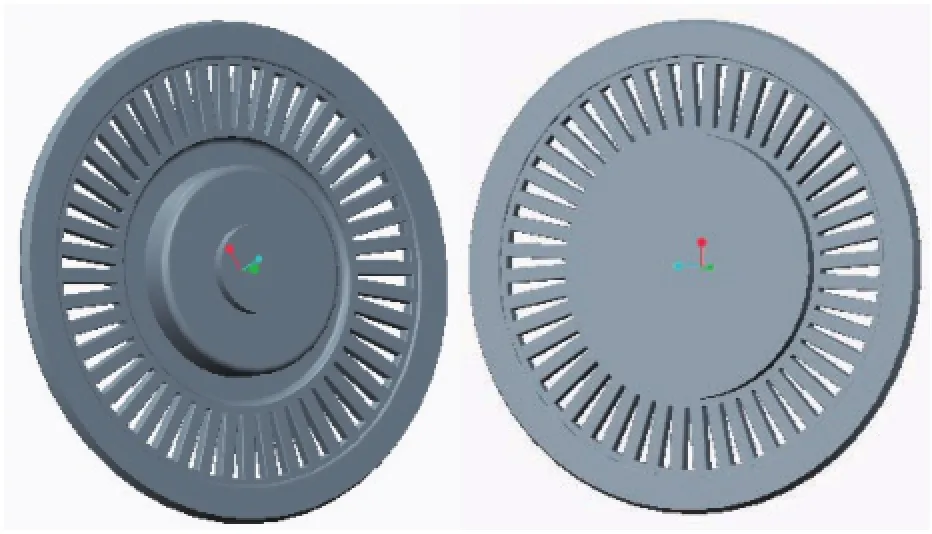
图4 砂芯
3.2 模样的设计
图5为传统铸造工艺设计的模样的三维模型图。模样必须具有合适的强度、刚度及足够的尺寸精度和表面质量,这样才能形成满足铸造工艺要求的型腔。本次设计的风道刹车盘铸件,中间的风道部分要使用砂芯才能成型,所以在这个部位设置有芯头,用来将砂芯安装固定在铸型中。

图5 模样
3.3 模板的设计
模板是将模样、浇冒口系统模与模底板通过螺钉、螺栓、定位销等定位紧固件装配成整体的造型工具。采用模板造型可以形成精度很高的型腔尺寸,而且操作简单,造型方便,能够提高造型效率。图6、图7分别是上模板和下模板。
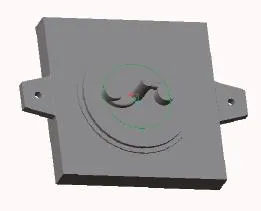
图6 上模板
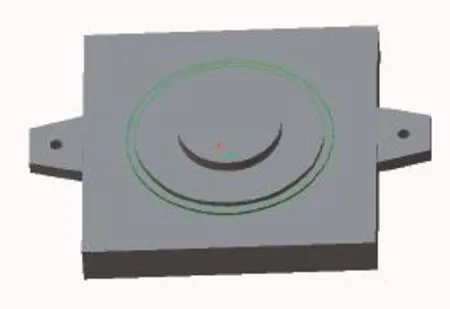
图7 下模板
3.4 砂箱的设计
砂箱本体材料选择HT250或者是QT400-15,定位紧固装置选用45钢。砂箱轮廓尺寸的确定,主要根据铸件的铸造工艺图(或模样)、浇冒口系统的布置,再加上适当的吃砂量来确定。
图8为合箱图。将整个的模样放置在合型的砂箱中,表示在传统工艺中,铸型已经准备好浇注。
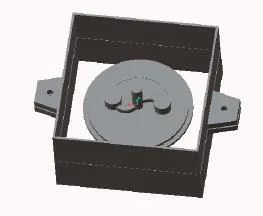
图8 合箱图
无论是应用了喷墨砂型3D打印技术的铸造工艺,还是传统的铸造工艺,对于零件的前期分析,各种参数的选取和设置,浇注系统的设计等设计过程都是必不可少的,这些过程在两种铸造工艺方案中是基本相同的。
4 应用砂型3D打印技术对传统工艺的优化
风道刹车盘属于结构较简单的小型薄壁铸件,没有复杂的曲面结构和特性化的外观,我们可以在计算机三维造型软件上直接将上型和下型分别设计出来,然后将模型数据输入砂型3D打印机中整体打印,得到完整的铸型,然后组装合型、浇注、冷却、凝固,就可以得到铸件了。应用砂型3D打印技术设计的上铸型和下铸型。
将3D上铸型与3D下铸型组装合型,得到可以用于浇注的整体铸型,如图9。
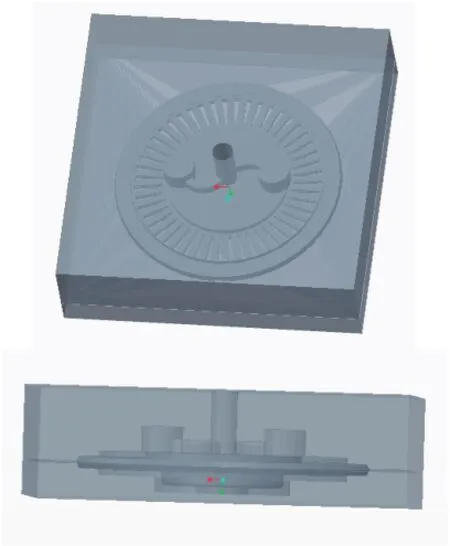
图9 合型图
5 结论
(1)传统工艺需要设计制作模具,生产周期长,生产效率低,对于形状复杂的铸件,生产成本是很大的。
(2)应用砂型3D打印技术的铸造工艺方案,不需要单独设计模板、芯盒、砂箱等工艺装备,在生产过程中也没有了制作这些工装的环节,直接使用砂型3D打印机打印铸型,能大大节省生产周期,降低生产成本。
砂型3D打印技术是快速、无模化制造砂型和砂芯的高新技术,应用砂型3D打印技术的铸造工艺,不需要另外的技术支持就能够与传统的树脂砂铸造工艺完美的兼容[2]。砂型3D打印机以呋喃树脂砂为材料打印出来的砂型和砂芯,具有和传统树脂砂工艺制作的砂型和砂芯相近的强度、透气性、发气量等性能指标[3]。具有广阔的发展前景。
[1] 傅骏,王泽忠,方辉,殷国富.3D打印技术及其在铸造中应用现状与发展展望[J].中小企业管理与科技,2014,03:299-300.
[2] 杨永泉,刘文辉,金天拾.喷墨砂型三维打印技术在发动机缸体试制上的应用[C].//朱家辉.2014中国铸造活动周论文集.北京:中国机械工程学会,2014:6.
[3] 杨永泉,刘文辉.喷墨砂型打印技术浅析[C].2015年中国铸造活动周论文集,//朱家辉.2015中国铸造活动周论文集.北京:中国机械工程学会,2015:5.
Optimization of the casting technology design on vented brake disc with inkjet sand 3D printing technology
YOU ZhiYong,ZHANG Peng,SUN Zhan,CAI LaiQiang,ZHANG Tuo
(Taiyuan university of technology,Taiyuan 030024, Shanxi ,China)
Through Comparing the difference between inkjet sand 3D printing technology and traditional sand casting process design in manufacturing vented disc brakes,the advantages of inkjet sand 3D printing technology and the optimization of casting process were displayed.
inkjet sand 3D printing technology; vented disc brakes; casting process ;creo2.0
TG242;
A;
1006-9658(2017)02-0011-03
10.3969/j.issn.1006-9658.2017.02.004
2016-08-29
稿件编号:1608-1492
游志勇(1971—),男,博士、副教授. 主要从事铸造生产工艺技术研究和教学工作.
猜你喜欢
铝加工(2022年4期)2022-11-24 18:46:18
铸造设备与工艺(2022年3期)2022-07-13 14:12:48
哈尔滨轴承(2022年1期)2022-05-23 13:13:06
中国铸造装备与技术(2021年6期)2021-12-02 13:36:50
中国临床医学影像杂志(2021年6期)2021-08-14 02:21:58
中国铸造装备与技术(2021年1期)2021-02-02 03:24:22
制造技术与机床(2019年8期)2019-09-03 01:15:04
汽车零部件(2018年3期)2018-05-14 02:40:20
铝加工(2017年1期)2017-03-07 00:53:33
中国设备工程(2017年2期)2017-03-06 05:36:55
