
45000t集装箱滚装船水密门精度控制
2017-06-01 11:29:52王寿祥宫劲镝
船舶与海洋工程 2017年2期
王寿祥,宫劲镝,刘 杨
(沪东中华造船(集团)有限公司,上海 200129)
工艺与材料
45000t集装箱滚装船水密门精度控制
王寿祥,宫劲镝,刘 杨
(沪东中华造船(集团)有限公司,上海 200129)
为更好地控制集装箱滚装船门框结构的安装精度,以45000t集装箱滚装船中只包含水密门结构的分段为例进行水密门精度控制研究。通过研究该分段的建造方式,改进分段的建造工艺,合理安排门框结构在分段建造过程中的安装顺序,进而缩减结构变形;同时,利用精度测量仪器进行跟踪测量,保证始终把精度控制在有效范围内。对焊接过程中采用的焊接方法进行研究,改进焊接工艺,采取逐步退焊法控制焊接热量,进而减少焊接变形。通过对分段水密门门框结构的安装工艺及焊接工艺进行研究,将理论与实践相结合,总结出一套行之有效的建造工艺,确保分段门框结构安装精度得到有效控制,保证水密门的性能,为该系列船后续的分段建造提供参考。
集装箱滚装船;水密门;建造工艺;精度控制
0 引 言
45000t集装箱滚装船(以下简称“集滚船”)是目前世界上最大的集滚船,船体结构中的门框结构较多。由于保证水密门门框结构的密封性是全船建造的一个难点,因此,控制门框结构的安装精度是该船建造过程中的一个精度控制要点。
以涉及水密门门框安装的 CS21(P)分段为例进行研究。由于门框压紧条整体同面度要求控制在3mm以内,因此,门框结构安装时首先要保证其表面的平整度满足要求。此外,左右门框间距应控制在10mm以内,以保证门框宽度满足要求。图1为门框结构图。
图 1中,测量点的位置为:上口距门框边缘50mm,左右距门框边缘60mm,点与点间隔500mm。用全站仪进行测量,控制平整度在 3mm以内。左右门框的垂直度控制在5mm以内,门框上下宽度控制在10mm以内。
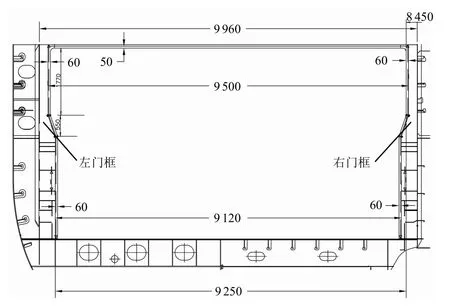
图1 门框结构图(mm)
1 分段建造过程精度控制
由于 CS21(P)分段上安装有门框结构,因此控制该分段的建造精度也是保证门框精度的要点之一。该分段采用片段化建造方式,共分为甲板片段、舷侧小分段和纵壁片段等3个片段,以通道甲板片段为基面反造,舷侧小分段和纵壁片段分别合拢。
图1中,左门框安装在舷侧小分段上,右门框安装在纵壁片段上,横梁安装在甲板片段上。横梁为扁铁条,可在左右门框定位结束后再进行安装。
1.1 甲板片段的精度控制
甲板片段是以主甲板为基面反态上胎架建造的。首先保证胎架水平,在分段铺板前用水平仪对胎架的水平度进行测量以保证水平度满足要求。由于对甲板片段构架进行电焊易引起甲板收缩变形,因此,需在胎架横向及纵向增加角铁拉条并与甲板定位,以控制变形,尤其是在FR73和FR74肋位处。这样做是因为该区域为门框横梁安装区域,要对其作加强处理,必要时可采用槽钢加强[1]。图2为分段胎架图。
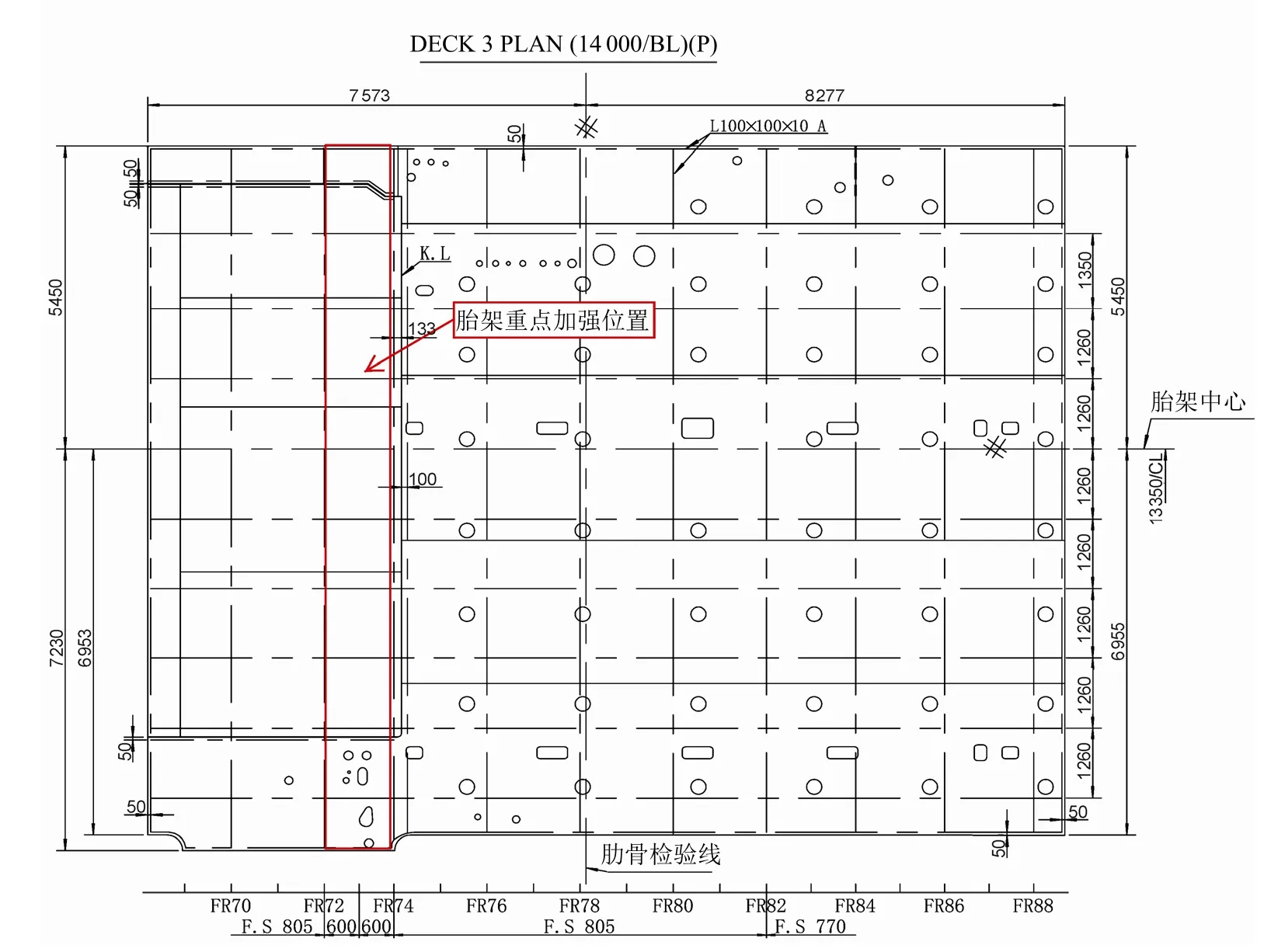
图2 分段胎架图(mm)
1.2 纵壁片段的精度控制
纵壁片段以纵壁为基面建造,安装构架时主要保证纵壁的平整度。电焊过程中采用对称施焊的方式并控制参与焊接的人数(要求同时施焊≤4人),以减少整个片段构架的热输出率,减少变形[2]。此外,为保证门框的平整度,右门框结构暂不在纵壁片段建造阶段安装,待分段合拢并利用全站仪定位后再进行安装。图3为纵壁片段合拢图,其中门框结构未安装。
1.3 舷侧小分段精度控制
舷侧小分段为双壳结构,以外板为基面建造。为提高片段的建造效率,可直接采用活络胎架进行建造。外板四周用拉条加强,以控制焊接变形。为保证门框结构边缘表面的平整度,在对结构边缘的加强板条施焊前,需在反面硬档处增加槽钢加强,以控制焊接变形,避免门框边缘出现波浪形状。在门框边缘加强筋板焊接结束之后,将槽钢拆除。图4为舷侧小分段示意。
此外,由于左门框结构中嵌入了外板双壳结构,因此,门框需在片段建造阶段安装到位。为保证门框的平整度,该阶段仅对门框结构进行定位,不施焊。分段合拢时,待门框平整度调节到位,并完成必要的加强之后再施焊。图5为舷侧小分段合拢图。

图3 纵壁片段合拢图

图4 舷侧小分段示意

图5 舷侧小分段合拢图
2 分段合拢
分段合拢时的主要控制点:首先保证舷侧小分段和纵壁片段合拢上胎架后的垂直度。由于舷侧小分段和纵壁片段各有1个门框结构,是门框结构的载体,要想保证门框的精度,首先就要保证舷侧小分段和纵壁片段的精度。此外,只有保证2个片段的垂直度才能保证分段整体的精度水平在船坞搭载时期不会因其他因素影响而发生变化。
片段合拢时的垂直度控制主要采用吊线锤的方式:首先用线锤将片段艏艉端下口(分段合拢状态的上口)荡至地面画出对应的点,然后将甲板面的划线点荡至地面,通过检验两点的偏差来检验片段的垂直度[3]。
在分段合拢定位完成而对合拢缝施焊前,需采用圆管加强,以控制焊接变形(见图6)。由于片段较高,在对片段和甲板的角焊缝施焊时片段的垂直度较难控制,烧单面角焊缝易导致片段倾斜,因此,用圆管支撑之后再施焊。与槽钢相比,圆管有更好的强度保证,不容易弯曲[4]。

图6 分段装配流程图
3 门框结构的精度控制
分段是门框结构的载体,在整个分段合拢到位、各精度达到要求之后,对门框结构进行安装及精度控制。
1) 利用全站仪测量门框的平面度:对于左门框结构,在距离门框边缘60mm处,每隔500mm设置一个点进行测量;对于右门框结构,因右门框未安装,暂时以纵壁片段上的数控线为参考点,每隔 500mm设置一个点进行测量。对测量数据进行整理分析,主要以左门框为基准,调整右门框,将需调整的点在纵壁片段上画出,根据画出的点安装右门框。
2) 门框安装到位之后,再利用全站仪测量一次,保证左门框和右门框边缘60mm处的同面度在3mm以内;同时,调整门框结构的位置,以满足精度要求。
3) 门框平面度调整好之后,需对其上下宽度进行测量,保证上下宽度相差≤10mm。宽度的精度主要由舷侧片段和纵壁片段的垂直度来保证,故对2个片段的垂直度进行控制可保证此处宽度的精度。
4) 左门框结构和右门框结构的精度调整到位之后再安装门框的横梁结构。横梁为扁铁条,利用全站仪配合将其安装到位,满足整个门框的平面度要求;施焊时采用方钢斜撑将其固定,避免焊接变形。
5) 在对左右门框施焊前需对分段采取必要的加强措施,以控制焊接变形(见图7)。
6) 在焊接左右门框结构时,为减少焊接热输出引起的结构变形,采取分段逐步退焊法对构架立角焊施焊,焊接顺序见图8。施焊过程中的热量输出是导致焊接变形的重要原因,而该焊接方法可使焊接热量输出分散,避免热量集中导致焊接变形[5]。

图7 分段加强示意

图8 门框结构焊接顺序示意
4 结 语
最终的测量结果表明,以上精度控制方案对CS21(P)分段水密门精度的控制有积极作用,在使该分段的精度满足要求的同时,还保证了分段总组搭载的精度及进程。集滚船的水密门结构较多,该分段门框结构安装精度研究不仅可为该船其他分段门框结构的安装提供参考,还可为该系列船的后续船的设计建造提供技术支撑。
[1] 徐兆康. 船舶建造工艺学[M]. 北京:人民交通出版社,2000.
[2] 赵伟兴. 船舶电焊工[M]. 北京:国防工业出版社,2008.
[3] 李艳君. 船体精度控制技术研究[D]. 大连:大连理工大学,2005.
[4] 刘小凡. 船舶建造中一种先进的精度控制方法[J]. 船舶工业技术经济信息,1997 (6)∶ 16-21.
[5] 胡日强. 船体建造精度控制关键技术研究[D]. 大连:大连理工大学,2007.
Precision Control of the Watertight Door on 45000t Con-Ro Ship
WANG Shou-xiang,GONG Jin-di,LIU Yang
(Hudong-zhonghua Shipbuilding (Group) Co., Ltd., Shanghai 200129, China)
In order to control the installation precision of the door frame inside hull structures, a study was carried out on the watertight door precision control of a 45000t Con-RO ship block that only contains watertight door structures. The construction method of the block was analyzed and the construction technique was improved by properly arranging the installation procedure of the door frame structure construction to reduce structure deformation. At the same time, a device with high accuracy was used for the measurement followed to make sure that the precision is constantly controlled within the allowance. The welding method was also studied to improve the welding technique, where gradual back welding method was used to control the heat so as to reduce welding deformation. The studies on watertight door frame structure installation technique and welding technique combines theory with practice and derives a series of valid construction techniques which can ensure the effective precision control of the door frame installation and its watertight performance and provide reference for the subsequent block construction of this series of ships.
Con-Ro ship; watertight door; construction technique; precision control
U671.8;U674.13
A
2095-4069 (2017) 02-0053-04
10.14056/j.cnki.naoe.2017.02.009
2016-03-24
工信部高技术船舶科研项目(工信部联装[2012]534号)
王寿祥,男,工程师,1983年生。2006年毕业于大连水产学院机械设计专业,现从事船体工艺技术相关工作。
猜你喜欢
船舶标准化工程师(2022年1期)2022-02-17 13:38:06
江苏科技大学学报(自然科学版)(2021年1期)2021-04-07 11:33:26
建筑施工(2020年7期)2020-11-10 00:08:12
机械制造(2020年10期)2020-10-31 04:20:40
船舶标准化工程师(2020年1期)2020-06-12 09:16:34
造船技术(2019年5期)2019-11-12 07:01:08
国防(2017年12期)2017-04-09 07:52:09
反射疗法与康复医学(2017年7期)2017-01-16 01:11:18
特别健康·上半月(2016年2期)2016-05-30 03:28:02
实用手外科杂志(2015年2期)2015-08-28 09:50:44
