4102柴油机车止推孔刀具的改进
2017-05-31 10:25和文云
山东工业技术 2017年10期
和文云

摘 要:柴油发动机止推孔主要作用是调整曲轴轴向间隙,是影响发动机性能的尺寸之一。原昆明云内动力股份有限公司机体加工车间车削止推孔使用光轴刀杆,加工精度靠反复调整两把车刀位置实现,切削力靠端面螺母压紧保证,安装刀具耗时长,劳动强度大。通过把光轴刀杆改为花键刀杆,切削力通过花键承载,两把车刀之间用定尺寸隔套,刀具安装简便,加工精度稳定。
关键词:车直推孔; 加工精度; 刀具; 花键
DOI:10.16640/j.cnki.37-1222/t.2017.10.075
1 原车止推孔光轴刀杆加工精度不稳定
4102系列柴油机是昆明云内动力股份有限公司主要产品,年产10万台以上,发动机机体生产节拍快。止推孔位于发动机机体第五档主轴孔,主要作用是控制曲轴轴向间隙,精度关系到发动机能否正常运转,是发动机机体加工的重要工序,工序图见图1。
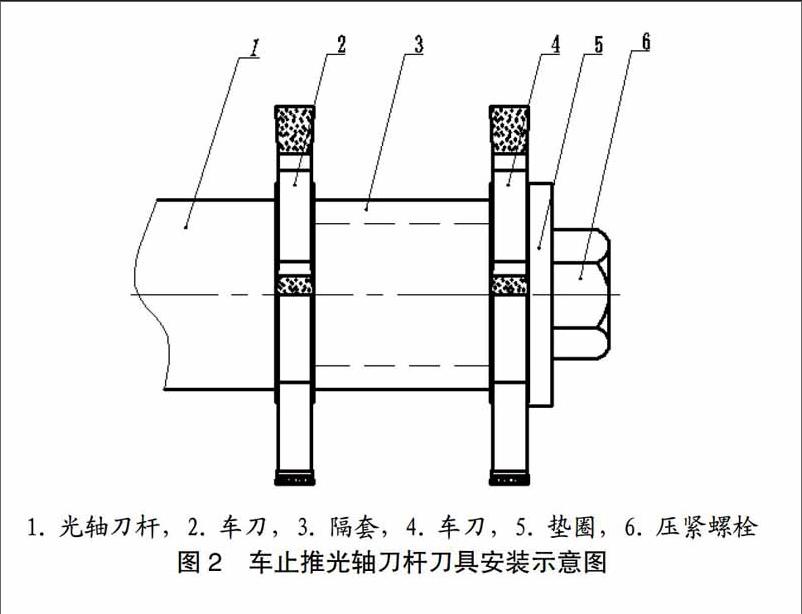
车止推孔工序机体通过一面两销定位,车削加工通过液压滑台把主轴和刀具伸到机体第五档主轴孔固定位置,用液压油缸推动旋转的主轴实现车刀偏心完成车削。分析发动曲轴装配要求和机体止推孔加工工序要求,第五档主轴孔两端面之间尺寸是加工工序的重要尺寸,为了保证加工精度,原光轴刀杆上两把车刀之间通过隔套反复调整才能达到加工要求;而原设计车刀副后角不足,操作人员为了加工要求,需要手工修磨车刀副后角,一旦刃磨车刀,重新安装后两把车刀之间的隔套就需要重新调整,调整耗时费力。为了保证孔Φ0.35的同轴度,两把车刀刀尖要同处于一个同心圆上,由于刀杆属于光轴,无法实现车刀刀尖的准确定位,刀尖的位置用简易工具反复对比车刀前刀面处于同一个平面来保证;两把车刀的切削力靠刀杆端面螺母压紧产生摩擦力来保证,加工过程中刀具容易松动影响加工精度。总体原车刀安装需要反复调整,刀具安装调整耗时长,劳动强度大,车削加工精度不稳定,试车加工容易造成废品,刀具需要改进。车止推光轴刀杆刀具安装示意图见图2。
2 车止推孔刀具改进
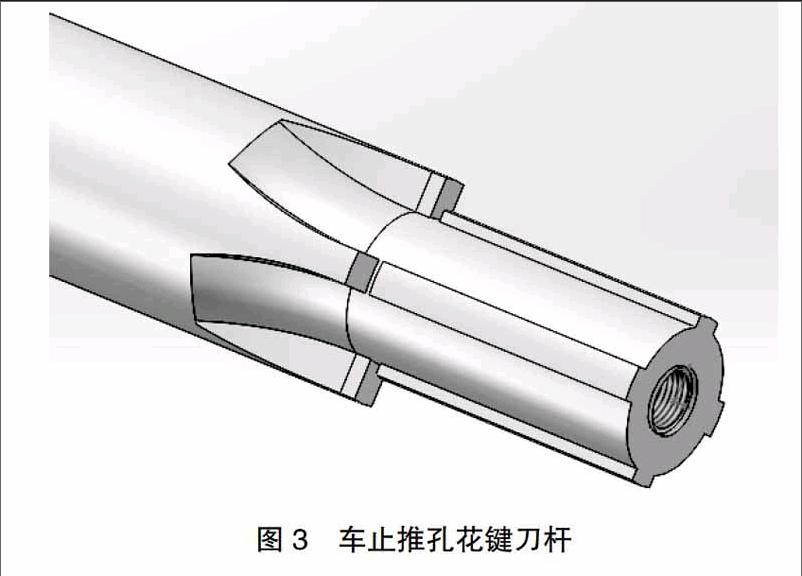
为了车削止推孔车刀安装省时省力,根据花键的定心、导向性好,可以分度,承载能力大等优点,将光杆刀杆改为矩形花键刀杆,刀具内孔也改为花键,将原刀具2°的副后角加增至4°,不需要再进行手工刃磨,在车刀设计中除了刀具角度等尺寸外,重点要求车刀厚度尺寸精度,实现每次安装刀尖位置准确,车刀和刀杆改进详见图3、图4。
2.1 花键刀杆的设计
止推孔位于第五档主轴承孔,第五档主轴承孔厚度40mm,车止推孔后尺寸为37.5mm,余量1.25mm,结合机体材料HT250、切削要素及刀具参数,通过切削力公式计算得Fc=264N,切削力较小,对刀杆强度和结构没有特殊要求;为了满足车刀的快速安装调整,配合4刃车刀安装后不用调整,花键刀杆和车刀内孔设计为4齿矩形花键,由于花键轴属于非标矩形花键,为了加工方便,外花键和内花键采用大径定心,大径配合公差选用H8/h7间隙配合,为了提高刀杆耐磨性,增加刀杆的强度,刀杆需进行热处理,硬度为HRC45。车止推孔花键刀杆设计见图3。
2.2 车刀的改进
根据刀杆的改进,车刀内孔由原来的光孔改为内花键,尺寸设计根据花键刀杆尺寸完成设计。为了不再刃磨车刀副后角,将原2°的副后增至4°;为保证每次安装完成后不用调整两把车刀刀尖位置,刀尖的宽度和花键凸台的宽度设计为10±0.015,以保证的加工尺寸。车刀设计详见图4。
3 结语
车止推孔刀具经过改进设计(改进后的刀具安装示意见图5),经过改进后实际应用,每次更换刀具只需直接将车刀安装,不需要重复调整,大大节约了加工辅助时间,也降低了操作者的劳动强度,加工尺寸也很稳定;车刀切削刃也不用手工修磨,提高刀具寿命,降低了刀具成本。
参考文献:
[1]王文斌,林忠钦,李奇等.机械设计手册[M].北京:机械工業出版社,2004.
[2]陆剑中,孙家宁.金属切削原理与刀具[M].北京:机械工业出版社,2015.
猜你喜欢
装备维修技术(2020年10期)2020-11-19
中国新闻周刊(2017年7期)2017-03-22
科学与财富(2016年26期)2016-12-01
考试周刊(2016年82期)2016-11-01
科技视界(2016年11期)2016-05-23
短篇小说(原创版)(2010年7期)2010-06-28
小小说月刊(2010年9期)2010-05-14