中轮拖某分动箱壳体加工工艺研究
2017-05-30 10:48:04陈少卿胡伟王晓伟
科技尚品 2017年4期
陈少卿 胡伟 王晓伟

摘 要:分动箱壳体是四驱拖拉机底盘总成上的一个关键重要零件,其在同轴度、位置度、端跳、尺寸精度等技术要求上较为严格,外采购件超差现象时有发生。目前,为保证产品质量,我单位全部自制分动箱壳体零件,但原有的加工工艺人工成本高、劳动强度大。目前,柔性加工技术(数控设备)、自动化输送技术(桁架机器人)、在线自动检测技术的有机结合,能有效地解决高产能、高品质、低人工成本三者之间的矛盾,也是国内外相关领域制造技术的发展趋势。我们将该数控加工技术成功地运用到分动箱壳体的加工工艺流程中,从而全面提升了我单位的分动箱壳体加工工艺水平。
关键词:分动箱壳体;柔性加工;数控设备
分动箱壳体是中轮拖产品的关重件。长期以来,我单位分动箱壳体生产加工一直使用的是双路线,即一部分零件由配套单位生产提供,另一部分由我单位自制生产。由于分动箱壳体在同轴度、位置度、端跳、尺寸精度等技术要求上较为严格,配套单位生产的零件尺寸超差现象时有发生。尽管我单位自制的分动箱壳体质量较稳定,但原有的加工工艺人工成本较高、劳动强度较大。
1 主要技术工作
1.1 原分动箱壳体加工工艺
由下表分析可知,原分动箱壳体加工工艺路线较长,共使用9台设备加工,需要操作人员达9人,生产占用设备和人员资源较大。
1.2 新分动箱壳体加工工艺
由下表分析可知,新分动箱壳体加工工艺路线较短,共使用2台数控加工中心加工,仅需要操作人员1人,生产占用设备和人员非常少,数控化程度较高,加工方法简单,加工质量稳定可靠。
2 工艺方案分析
2.1 原工艺方案分析
原工艺方案是由普通车床、铣床、钻床等加工设备组成的工艺路线,优点是单工序加工内容少,加工节拍快,但这种工艺路线存在着占用设备多且多数为非数控设备,零件需要多道工序间进行转运,存在工序间定位基准转换,零件容易出现尺寸波动,物流过程中易发生磕碰伤等质量问题,特别是随着近年来人工成本的提高导加工成本持续走高,这种传统的工艺方案不再适合我单位的发展需求。
2.2 新工艺方案分析
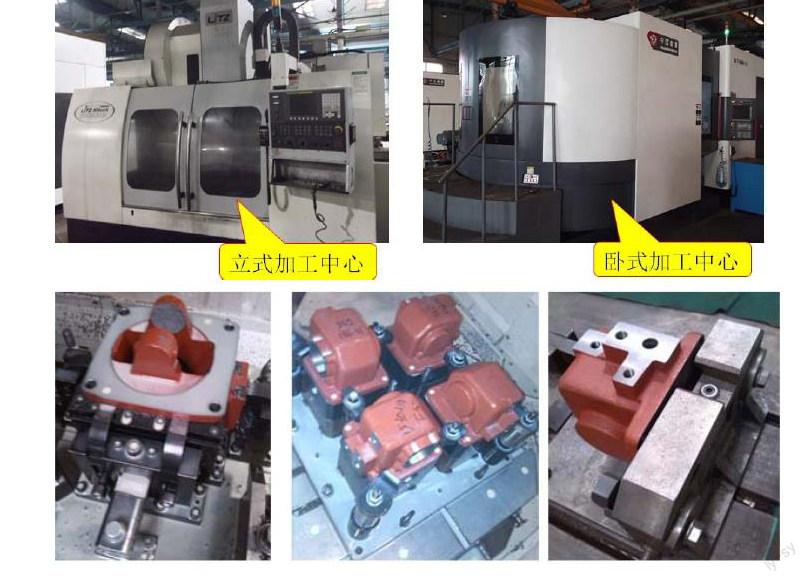
新工艺方案中,采用数控加工中心进行全工序加工,5序将原方案中的普通车床加工分动箱结合面和铣床加工开档等工序进行了集中加工,采用了立式加工中心快速进行铣面、铣开档及钻铰定位销孔等工序的加工方案,工序内容集中加工减少了工序间转运的时间和辅助时间,提高了生产效率,降低了操作人员的劳动强度;10序利用卧式加工中心上双工作台快速交换功能,实现了在1号工作台进行加工的同时,2号工作台进行装夹零件,互不影响,辅助时间几乎可以忽略不计,使用数控设备,充分保证了分动箱壳体上的尺寸精度,同时,降低了辅助时间和操作人员的劳动强度。
以上图可看出只需3个工序就可以完成传统工艺路线中9台设备所加工的内容。
2.3 玉米立铣刀的应用
在立式加工中心中,首次使用了玉米立铣刀,提高铣开档的粗加工效率。玉米立铣刀是一种可转位螺旋齿立铣刀,每个螺旋刀齿上装上若干可转位刀片,相邻两个刀齿上的刀片相互错开,切削刃是呈玉米状分布,减小了切削宽度。在保持切削功率不变的情况下,可较大地增大进给速度Vf,因而提高了生产率。此种类型立铣刀是我厂在加工分动箱壳体工艺中首次应用。
2.4 卧式加工中心夹具的优化
在卧式加工中心上,由于加工单件分动箱壳体时间较短约十几分钟,为提高生产效率,减少换刀等辅助时间,设计夹具实现一个次装夹4个零件(见下圖),同时加工一个平面的两个零件。
3 推广应用情况和后续改进
新分动箱工艺工序内容较集中,可有效减少工序间的转运时间和转运次数,降低由此带来的尺寸波动的风险,极大的降低了人工成本和物流成本。目前,在中国,劳动密集型企业已然走到尽头,人工成本持续增长,无人化工厂和数控设备的广泛使用已是制造业的发展趋势。
此加工方案还有可改进的空间,例如,机械手臂的使用代替人工搬运,液压夹具的使用代替手动夹具,在线检测的应用等等,可以将自动化程度进一步提高,届时,零件质量将更加稳定,生产效率更进一步。
参考文献
[1]王晓伟,张凯,章学慧,等.中轮拖差速器壳体线工艺研究[J].拖拉机与农用运输车,2016,(2):56-58.
[2]加志东,仝亚伟,张宾,等.中轮拖传动系壳体制造工艺方案探索[J].拖拉机与农用运输车,2016,(4):46-48.
(作者单位:第一拖拉机股份有限公司 中小轮拖装配厂)