SM—BR伺服动力刀塔的定位控制技术
2017-05-30 04:46:51夏宏
科技尚品 2017年5期
关键词:子程序
夏宏

摘 要:SM-BR系列径向刀盘动力刀塔配西门子840D(1FT6086-1AH71-G1,绝对值编码器)伺服电机的应用,通过研究使径向刀盘动力刀塔在自动方式下通过调用子程序,PLC控制轴方式,实现自动换刀;在手动方式下能够手动操作,在回零方式下,能够使刀盘回零。从而提高了操作的方便性,在刀盘位置不準或刀塔出现夹不紧或松不开故障时通过手动刀盘回零的方法,很快校正刀盘,使刀准确定位及解决故障。
关键词:径向刀盘动力刀塔;子程序;异步子程序;手动回零;准确定位;PLC控制轴
带动力刀具的刀塔是铣削中心机床的主要部件之一,主要功能是用来储存加工工序所需要的各种刀具,并按程序指令准确地换取刀具,因此,刀塔及换刀控制便成为车铣中心控制系统中非常关键的环节,车铣中心的换刀方式分为有手动换刀和自动换刀两种方式。由于SM-BR系列径向刀盘动力刀塔的动力刀具的驱动和刀盘旋转的驱动是共用一个伺服电机。从而使用PLC梯形图控制刀塔进行手动控制和自动控制变的很复杂。而通过调用子程序的方式,则使径向刀盘动力刀塔的控制变的简单,下面就以车铣中心DL-25MHSY为例,介绍SM-BR径向刀盘动力刀塔在西门子840D数控系统中如何自动换刀。
1 系统组成
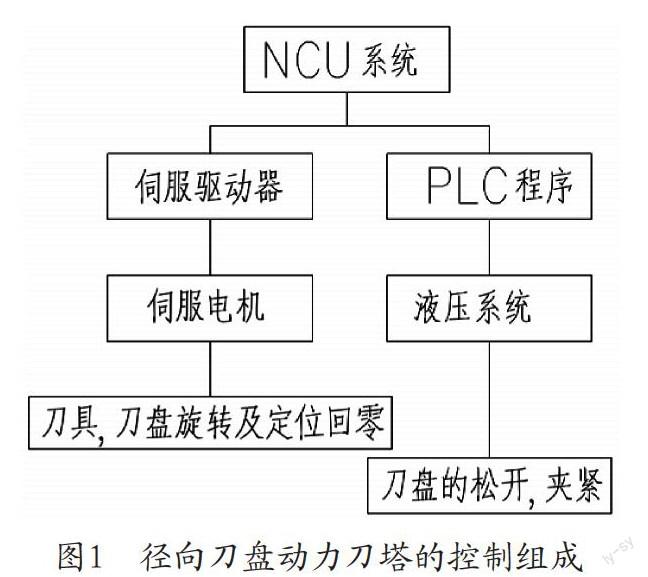
刀盘的旋转是通过西门子840D系统NC切削程序发出换刀指今如T1M6调用子程序及通知PLC,在通过PLC判断最近路径及旋转角后,使用PLC控制轴功能快控制驱动器,驱动伺服电机带动刀盘转定位选刀。
动力刀具是通过NC程序发出如M3S100,M4S200控制驱动器,驱动伺服电机,带动刀具旋转,通过发出如SPON[3]=0指令控制驱动器,驱动电机,带动刀具回零。
而刀盘的夹紧松开是通过子程序发出M指令,通过PLC逻辑控制液压驱动系统,实现刀盘的夹紧及松开动作。如图1所示。
2 硬件的连接
刀塔控制部分的硬件接口如图2所示。
径向刀盘动力刀塔的电机①电源同西门子的驱动模块A1连接,控制刀塔伺服电动机运行,电机②反馈电缆同驱动模块的X412接口连接,用于反馈刀塔刀盘旋转的角度,PLC输入接6个刀塔内的接近开关,刀塔转位没有齿合开关⑦,刀塔转位已齿合开关⑧,刀具未齿合开关⑩,刀具已齿合开关⑨,刀塔零点开关④,过载离合器信开关⑾,PLC输出接两个电磁阀,刀盘夹紧电磁阀(3a),刀盘松开电磁阀(3b),其中转位没有齿合开关⑦和刀具已齿合开关⑨置1时,用以确认伺服电机可以带动动力刀具旋转,其中转位已齿合开关⑧和刀具未齿合开关⑩置1时,用以确认伺服电机可以带动刀盘旋转。刀塔零点开关④用于刀盘回零,其中过载离合器信开关⑾的作用是当刀塔故障时,防止电机烧毁。夹紧电磁阀(3a)的作用为控制刀盘锁紧使机床能够进行切削加工,松开电磁阀(3b)的作用为控制刀盘松开,使刀盘在刀盘旋转状态。
3 子程序控制说明
主程序中执行换刀子程序:T1M6
子程序如下:
IF $P_ISTEST GOTOF RRR;程序测试时跳转
IF $P_TOOLNO==$P_TOOLP GOTOF RRR;相同刀号时跳转
IF $P_TOOLP>12 GOTOF RRRR;刀号大于12时跳转
IF $P_TOOLP<1 GOTOF RRRR;刀号小于1时跳转
M82;刀盘先夹紧
SPOS[3]=0;电机定位
M80;刀盘松开
G04 F0.2;延时0.2秒
M54:启动开始转刀盘
G04 F0.2;延时0.2秒
M82;刀盘夹紧
M206;刀盘夹紧确认
GOTOF RRR;跳轉
RRRR:;标号
MSG(“TOOL NUMBER ERROR>12 OR<1”);错误提示信息
RRR:
M17
4 PLC转刀盘程序说明
CALL FC18
INO:=M500.3;启动信号(M54)
IN1:=FALSE
IN2:=B#16#5
IN3:=B#16#1
IN4:=7
IN5:=MD620:电机旋转角度
IN6:=0.000000e+000
OUT:=M500.1
OUT:=M500.2
OUT:=MB510
5 结论
本文介绍了带有一个伺服电机的动力刀塔的硬件和软件系统的设计方法和控制原理,准确地实现了动力刀塔的定位动作和动力刀具的高速旋转动作。该刀塔采用伺服电动机作为驱动元件,利用驱动器进行位置精确控制和动力刀具高速控制。不仅简化了刀塔的机械结构,而且提高了转位速度和精度,使其可靠性增强,有效地满足了数控机床对功能部件的要求,广泛应用在国内外的中、高档数控车床上,具有较高的工程应用价值。
参考文献
[1]邹文明.伺服动力刀塔的控制与应用[A].IT时代周刊2013年度论文集[C].2013:108.
(作者单位:大连机床集团车铣中心研究所)
猜你喜欢
科技与创新(2021年19期)2021-10-14 03:28:40
现代制造技术与装备(2018年4期)2018-03-30 02:52:58
中国科技纵横(2015年2期)2015-11-05 02:30:11
阜阳职业技术学院学报(2015年1期)2015-04-16 08:31:28
机械工程师(2014年10期)2014-11-22 02:11:00
科学中国人(2014年16期)2014-11-20 02:50:00
现代企业教育·下半月(2014年4期)2014-04-29 17:38:45
中国新技术新产品(2014年3期)2014-03-24 07:39:08
黑龙江生态工程职业学院学报(2013年3期)2013-12-30 07:49:08
机械工程与自动化(2013年2期)2013-12-23 03:55:22