一种薄壁化保险杠设计研究
2017-05-29 08:35李智李凯焦金鹤张闯
汽车实用技术 2017年23期
李智,李凯,焦金鹤,张闯
(华晨汽车工程研究院车身部,辽宁 沈阳 110142)
引言
汽车轻量化一直是节能减排中的首席话题,据美国能源部DOE研究表明,一辆轿车的自重每减少10%,燃油消耗量就降低 6%~8%,C02排放降低 5%~6%[1]。轻量化已成为汽车业发展的重要方向之一,汽车零部件的薄壁化是实现汽车轻量化结构设计的重要方法之一,已经成为衡量各汽车设计能力的一个重要指标。汽车制件薄壁化技术的迅速发展,不仅提升了操控性能,而且减轻了整车重量,降低了整车油耗,还缩短了成型周期,降低了生产成本。
实现汽车制品的薄壁化设计,薄壁化材料的开发、制品的结构设计及模具设计都将是重要关键。然而薄壁化材料的开发将是实现零部件薄壁化的设计的基础,材料基础决定了产品设计并影响了模具设计!
1 薄壁化材料的性能要求
1.1 薄壁化保险杠材料的开发历程
20世纪70~80年代,塑料替代金属用于保险杠,降低成本,安全性,耐候;产品的壁厚一般大于4mm,产品重达5~7Kg,强度低,手感偏软。20世纪90年代至2003年;零断差,尺寸稳定,油漆性好,制品壁厚3~4mm。2003年至现在;降低总和成本,快速成型、薄壁、制品壁厚一般在 2.0~3.0mm,产品轻,偏硬[2]。
应用材料及车型:①聚酯材料保险杠(标致 405)②聚丙烯材料保险杠(奥迪 100,高尔夫,桑塔纳)③聚丙烯改性薄壁化材料保险杠(发展趋势) ④复合材料保险杠(SMC,GFRP,CFRP)
1.2 薄壁化保险杠的优势分析
(1)产品壁厚减薄,重量减轻,调整后的原材料密度会有5%—10%的增加制件减重将达到10至20%左右;(2)能耗更低,由于制件生产和加工的物料量减少,运输能耗也降低,塑料制件成型过程的降温和升温所需的能耗也必然降低;(3)成型周期短,制件壁厚减薄,注塑过程易于实现快速填充,产品成型周期短,冷却降温时间缩短,提高注塑生产节拍,降低了制造成本,生产节拍在40-50s[3];(4)收缩率小,薄壁制件后收缩小,有利于制件与车身的匹配以及生产过程中的尺寸质量控制。相同材料的情况下,制件越薄收缩率越小,有利于产品尺寸稳定性;(5)同质化进程加快,薄壁设计加快了零件选材的同质化进程,薄壁设计选用的材料在性能和加工方面是较为卓越的,其性能往往能够涵盖以往的多个材料标准,同时结构设计的调整又将扩大薄壁化零件的设计应用范围。
1.5 薄壁化保险杠对材料的性能要求
材料性能要求“三高三低”,即高冲击性、高流动性、高刚性和低收缩率、低膨胀系数、低 VOC(材料及油漆中挥发性有机化合物)
1.6 薄壁化保险杠配方选材的注意事项
薄壁化材料配方选材(如图1)。

图1 配方选材
薄壁化需要对应提高刚度(强度,模量等),工艺上需要提高流动速度,快速充模,需提高熔指(流长),材料选择需要注意环保性能,注意散发,控制蒸发排放.(添加物质需符合ELV及ROHS)。
2 薄壁化保险杠产品设计要点
2.1 壁厚和加强筋设计
(1)薄壁化的保险杠应壁厚均匀、厚薄适当且不应有突变,厚薄不同的部位应逐渐过渡(如图2)。
(2)加强筋和制品壁的连接处及端部,都应用圆弧相连,以防止应力集中而影响制品质量。设计加强筋应注意掌握以下几点:
①筋位厚度应小于制品厚度的1/3左右,以免产生缩痕。
②高度不宜过大,否则会使筋部受力破坏。
③设置方向应与槽内料流方向一致,以免由于料流的干扰而损害制品的质量。
④多条加强筋要分布得当,排列应互相错开,以减少收缩不匀而引起破坏。
⑤不应设置在大面积制品的中央部位,如非设置在中央不可时,则应在其相对应的外表面上加设槽沟,以免消除可能产生的流纹。

图2 壁厚诊断
2.2 结构优化
薄壁化的保险杠应壁厚均匀、厚薄适当且不应有突变,厚薄不同的部位应逐渐过渡,防止产品因胶位突变导致产品出现缩痕、收缩不均匀而导致产品变形(如图3)。对于保险杠的薄壁化设计不论内、外表面的转折处均应设计成圆角,这样不但机械强度高,外观漂亮,塑料在型腔里流动也比较容易。否则,保险杠在使用时夹角处易受压而破坏,成型冷却时易产生内应力和裂纹(如图4)。
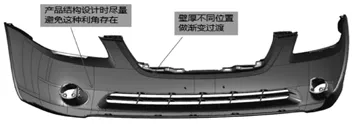
图3 壁厚要求

图4 壁厚填充
3 薄壁化保险杠模具设计要点
3.1 进胶点排位设计
由于保险杠的壁厚减薄,由普遍使用的 3mm,薄壁化设计为 2.5mm。对原材料在模具内的流动产生很大的影响。原材料的流动距离和单个热流道喷嘴的进胶量都会受到严重影响。因此在模流分析中的点位排布非常重要,产品是否能够完整填充就取决于热嘴的布置(如图5,6)。
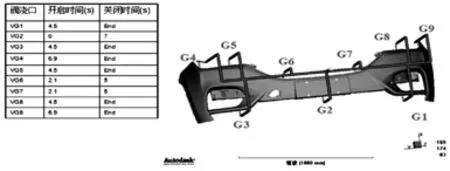
图5 进胶点布置

图6 等值曲线
3.2 浇口形式设计
对于薄壁化的保险杠,浇口形式的设计会影响产品的填充和产品的表面质量。由于浇口较小,高速的熔融塑料在通过浇口时会产生较大剪切力,使产品二次加热,提高塑料材料问题,从而能够增加流动距离。如果设计的浇口过小,会使进胶量减少,也会产生无法填充饱和的问题(如图7)。

图7 胶口尺寸
3.3 过度壁厚设计
对于薄壁化的保险杠,在有翻遍和安装结构的位置做均匀壁厚的防缩结构(如图8);或者适当增加壁厚,并且与主壁厚做好过度,防止出现缩痕表面缺陷(如图9)。

图8 减胶设计

图9 增加壁厚
3.4 顶出设计
对于薄壁化的保险杠,由于壁厚减薄,产品的表面强度降低,而且保险杠的整体强度降低,在顶出设计要考虑顶出结构的顶出面积和整个产品的平衡顶出。顶出设计全部应用顶块(如图 10),用于保证顶出面积。同时零件顶出左右和上下保持平衡,避免顶出变形和划伤。

图10 顶出设计
3 薄壁化保险杠应用规划
薄壁化保险杠计划按照以下阶段分步骤进行:第一阶段:在2017年实现采用薄壁化材料使保险杠壁厚由2.8mm降至2.5mm,在满足性能目标的前提下,维持单件成本基本不变,实现减重8%-10%的轻量化目标;第二阶段:在2020年实现保险杠壁厚在2.5mm以下,实现低密度薄壁化材料的应用,实现减重12%的轻量化目标;至2025年实现实现保险杠壁厚在2.0mm,实现减重15%-20%的轻量化目标。
4 结束语
通过分析总结薄壁化材料性能要求和薄壁化保险杠的结构和模具设计要点,从而保证薄壁化保险杠满足基本性能要求及良好的外观质量。汽车保险杠采用薄壁化材料进行薄壁化设计是材料轻量化与结构轻量化结合的产物,为整车减重的实现提供了有效路径。
[1] 卡尔松,运动休闲2014年第 5期[J],环保减排从轻量化开始,100-102,2004.
[2] 罗忠富,黄达,李永华.汽车保险杠用聚丙烯材料的研究开发进展[J].塑料工业,2009, 37(a02):4-6.
[3] 王镇江,何造,龚世海,等. 汽车塑料保险杠的薄壁化技术[J].汽车实用技术, 2017(4):51-53.
猜你喜欢
模具制造(2022年3期)2022-04-20
汽车实用技术(2022年6期)2022-04-02
模具制造(2022年2期)2022-03-25
模具制造(2021年6期)2021-08-06
模具制造(2021年2期)2021-03-31
汽车工程(2021年12期)2021-03-08
汽车实用技术(2020年24期)2021-01-05
奇闻怪事(2020年7期)2020-09-10
汽车实用技术(2018年19期)2018-10-22
汽车零部件(2017年3期)2017-07-12