
芜湖长江公铁大桥主桁下弦杆制造工艺及关键控制技术研析
2017-05-27 11:47梁善国
中国科技纵横 2016年24期
梁善国

【摘 要】针对近几年大型公铁两用钢桁梁桥的设计特点,本文以芜湖长江公铁两用大桥主桁下弦杆制造工艺为例,结合在制造过程中实际情况介绍了具体生产工艺流程,同时研究和分析了制造过程中重点工序的关键工艺控制技术及措施,通过这些技术和控制措施,保证下弦杆件结构的质量和精度,为今后此类有锚箱构造的下弦杆件制造提供一些可借鉴的经验。
【关键词】芜湖长江公铁大桥 钢桁梁 斜拉桥 下弦杆 制造工艺 关键控制技术
1 工程概况
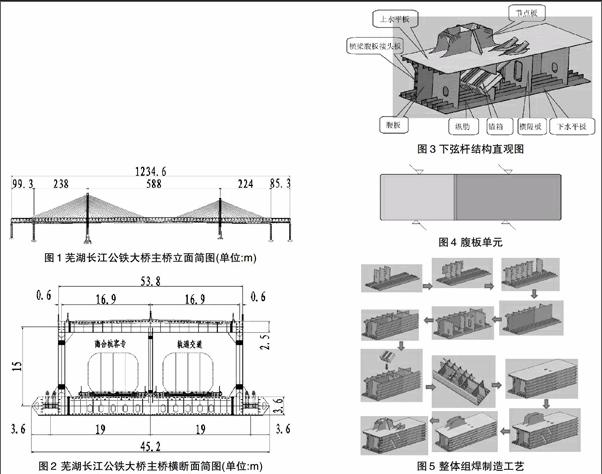
芜湖长江公铁大桥跨江主桥为双塔双索面高低塔钢箱钢桁组合梁斜拉桥,全长1234.6m,桥面采用双层设计,上层为8车道公路,下层为四线铁路。主桥钢桁梁斜拉桥跨度布置为:(99.3+238+588
+224+85.3)m,主桥上层为板桁结合,下层为钢箱结合钢桁梁,斜拉索锚固在下弦主桁杆件内。大桥立面图及横断面图分别见图1、图2。
2 结构特点
下弦杆是主桥杆件中结构比较复杂的杆件,下弦杆的桥面侧顶、底板与铁路桥面顶、底板通长连接,外侧与风嘴焊接,节段间顶、底板及中腹板采用焊接,外侧腹板采用栓接。箱高3.6m,宽为5.25m,标准长度14m,重量90~160吨。
杆件设置三道腹板,两个长腹板之间设置锚箱,短腹板及其相邻腹板对应上水平板外侧焊接节点板。典型下弦杆下图3中所列零部件构成。
3 下弦杆制造工艺技术
3.1 零件制造及加工工艺
(1)下料。对于不规则形状零件,采用数控切割机下料。下料时注意预留机加工量。
(2)机加工。腹板:机加工对接头(包括过渡坡、坡口)保对接头线垂直。横梁接头腹板、斜杆接头板:划线、机加工,严格控制板边垂直度。隔板:隔板对控制下弦杆的断面尺寸、防止扭曲变形至关重要,加工精度必须严格控制。[1]同构件的隔板同时加工,在同一边缘做標记。
(3)腹板接料、机加工。严格保证焊接质量及接料直线度。
3.2 板单元制造工艺
组焊板单元: 上、下水平板单元:以主桁中心线及基准头为准划线组焊纵肋,采用埋弧自动焊船位焊接。
腹板单元:以机加工的下水平板侧为基准划线组装板肋,组焊板肋时应在反变形胎上进行。如图4所示。
钢锚箱单元:锚头单元整体组焊后机加工端面,确保锚座板的平面度。
3.3 整体组焊工艺
根据杆件的结构采用正装法在专用组装胎型上完成组装。具体如图5所示(每图对应一步)。
(1)组装箱外横梁接头板。(2)组装节点顶板加强梁:水平板基准头靠定位挡定位,水平板纵肋中心线与胎型中心线找正对齐后划线组装箱外横梁接头板。(3)组装剩余节点顶板加强梁及箱外横梁接头板。(4)组装一侧腹板。(5)组装箱内隔板:在定位端将腹板定位、调整并顶紧。腹板用定位要保证两腹板的内口尺寸,重点控制锚钢锚箱处内口尺寸,以保证钢锚箱的后期安装时顺利插入;完成箱内焊缝焊接。(6)组装箱另侧腹板。(7)组装钢锚箱就位:在钢锚箱所在的箱内使用相配套的工艺板及相应的工艺措施精确定位钢锚箱,以满足钢锚箱的圆孔中心与斜拉索中心的同心度及空间几何尺寸。(8)组装拉索护管导向板及其余箱内隔板。(9)组装上水平板,完成箱体焊接。(10)组装节点板。(11)箱体分步骤钻孔:精确划线卡样板钻外侧腹板孔群;再以外侧孔群为基准,结合光电测距仪划线钻制节点板孔群。(12)组装斜杆接头板及其他组焊件。
4 下弦杆制造中的关键控制技术研析
鉴于芜湖长江公铁大桥下弦杆的特殊构造,在制造过程中箱型杆件的内隔板精度、节点板精度、横梁接头腹板精度、主要单元件精度、杆件组装与焊接精度、杆件钻孔精度等方面的控制是制造精度控制的关键。以下仅以内隔板、杆件组装与焊接以及杆件钻孔的精度控制为重点简要阐述。
4.1 箱形杆件内隔板精度控制
芜湖长江公铁大桥下弦杆为箱型整体节点弦杆构造,杆件精度很大程度上依赖于对内隔板精度的准确控制。
隔板采用数控切割或精密切割下料,用划线样板精确划线机加工隔板四边。通过机加工来保证隔板宽度、高度精度及相邻边缘的垂直度。[2]如图6所示。
4.2 杆件组装与焊接精度控制
本桥整体节点下弦杆的主要特点是双锚头的锚固构造设置在主箱体内部,而主桁外侧节点板与箱体内侧腹板相对应,内侧节点板则与箱体外部节点承板相对应,并采用分体设计。
因此制造应从便于施工、利于质量的角度确定合理的组装顺序,注意保证节点板与箱体内侧腹板、节点承板组装对应不偏心、节点板内宽、斜拉索角度、锚点位置精度等。
组装时采用正装法,箱外接头板依次从内向两侧与节点承板交替组装,划线控制接头板组装直线度及间距,节点承板仅插入就位,待上水平板组装后再行定位焊接,依次组成槽型,注意内隔板与箱外接头板的对应不偏心;然后根据腹板上所划的锚箱线组装锚箱单元,焊接内隔板、锚箱与槽型的焊缝。
锚箱组焊时关键控制锚箱角度、位置精度以及与腹板熔透焊接质量。
上水平板划线组装节点板时要重点控制节点板位置精度。
4.3 杆件钻孔精度控制
对于本桥主桁下弦杆来说,高强度螺栓孔群的精度是杆件在桥梁可以顺利安装的最大保障。为了保证杆件的孔群精度,钻孔时必须最大可能的发挥钻孔设备的能力,通过设备本身的精度来控制栓孔精度,减少或避免人为因素的影响。
整体节点下弦杆在箱外设置有各类连接板,为保证连接板组装位置的精确,这些连接板均在杆件箱体钻孔完成后,用箱体栓孔为基准划线组装。如图7所示。
主桥整体节点上弦杆两端设置连接孔群采用三维数控钻床的,可同时完成杆件两端栓孔的钻制,简化整体节点杆件箱体钻孔的工艺过程,避免立体划线和不易操作的大型覆盖式样板,从而大幅提高杆件的钻孔效率,更有效的保证了栓孔的精度。
5 结语
针对芜湖长江公铁大桥下弦杆的特点和制造难点,借鉴以往钢桁梁桥制造的成功经验,通过文中制造工艺及关键控制技术措施的研究,并在生产过程中的不断完善,有效地控制了下弦杆的几何尺寸(尤其是螺栓孔)精度,锚箱组装位置及角度等,保证了杆件的质量和精度。实际生产表明,芜湖长江公铁大桥下弦杆的制造工艺及关键控制技术措施能够满足设计规范要求,达到了预期目标。
参考文献:
[1]刘洋.重庆新白沙沱长江特大桥主桁钢梁制作方法[J].钢结构.2015(7):82-83.
[2]张阔.京张高铁官厅水库特大桥上弦杆制造工艺研究[J].工程技术(全文).2016(09)第8卷:317-318.
猜你喜欢
山东交通科技(2020年1期)2020-07-24
铁道建筑技术(2020年11期)2020-05-22
工程与建设(2019年5期)2020-01-19
中小企业管理与科技·上旬刊(2017年1期)2017-01-06
科技创新与应用(2016年34期)2016-12-23
交通建设与管理(2015年13期)2015-03-20
城市道桥与防洪(2014年1期)2014-02-27
