
Inter laminar shear strength behavior of acid,base and silane treated E-glass fibre epoxy resin composites on drilling process
2017-05-18 06:48ArunprakashRajadurai
Defence Technology 2017年1期
V.R.Arun prakash,A.Rajadurai
aDepartment of Production Technology,MIT,Anna University,Chennai 600 044,India
bFaculty,Department of Production Technology,MIT,Anna University,Chennai 600 044,India
Inter laminar shear strength behavior of acid,base and silane treated E-glass fibre epoxy resin composites on drilling process
V.R.Arun prakasha,*,A.Rajaduraib
aDepartment of Production Technology,MIT,Anna University,Chennai 600 044,India
bFaculty,Department of Production Technology,MIT,Anna University,Chennai 600 044,India
A R T I C L E I N F O
Article history:
Received 25 June 2016
Received in revised form
22 November 2016
Accepted 23 November 2016
Available online 23 December 2016
Polymer matrix composites
In this present work siliconized e-glass fibre reinforced epoxy resin composite has been prepared and compared with acid and base treated e-glass fibre epoxy composites to know the signi ficant advantage of silane treatment on fibre.The composites were fabricated by laying 20,30 and 40vol%of e-glass fibre into epoxy resin matrix.The e-glass fibre woven mat was surface treated by an amine functional coupling agent 3-Aminopropyletrimethoxysilane(APTMS).The fibres were surface treated by aqueous solution method and thermo assisted to create silinol groups.Similarly for acid treatment H2SO4and base treatment NaOH with 1N concentration was used for surface treating the fibres.Effectiveness of silane treatment on glass fibre was compared by inter laminar shear strength test according to ASTM D 2344. Drilling process with varying diameter drill bit and varying cutting speed was applied to check the composites for their delamination resistance while machining.Maximum improvement of 15%,12.5%and 9%(20,30 and 40vol%)on ILSS was achieved for siliconized e-glass fibre reinforced epoxy composites. The scanning electron microscopy images revealed that no fibre pull out was present on fractured surfaces of composites which contains siliconized e-glass fibre.Similarly better dimensional accuracy was achieved on drilling process for composites contains siliconized e-glass fibre.
©2016 The Authors.Published by Elsevier Ltd.This is an open access article under the CC BY-NC-ND license(http://creativecommons.org/licenses/by-nc-nd/4.0/).
1.Introduction
Glass fibre reinforced epoxy resin composites are used widely in automobiles,wind mills and other engineering applications.Polymers could be strengthened by addition of fibre and particles[1]. The fibre toughened polymer composites are highly preferable in aero and automobile applications due to high strength to weight ratio,ease of processing and more reliable.Epoxy resins are more attractable because of its excellent adhesion,insulation,chemically inactive properties and readily available nature.In order to improve tensile,flexural and other mechanical properties fibre addition is a common method and ef ficient way too[2-4].Fibre volume is directly proportional to strength of composite but adding more layers of fibre leads the composites to delaminate.The adhesion between the fibre and resin could be governed by surface modification of fibre.To improve the bonding between fibre and resin and to reduce delamination issues fibres were treated with acid(H2SO4) and base(NaOH).When surface treatment process carried out on fibres leaching is a common issue which may reduce the dimensions of glass fibre.Reduced size of glass fibre gives reduction in cross sectional area hence stress concentration could be increased while external load applied[5].The silane treated fibres could be more attractable since they cover fibres as a cap and ensure reaction site(NH2)on fibre.The induced reaction site enhanced better adhesion between fibre and resin via chemical route.The silane surface treatment process could be done by aqueous solution method with an amino functional coupling agent. 3-Aminopropyletrimethoxysilane could be used as a coupling agent where NH2reaction site could be reacted with epoxide group and forms covalent bonds[6].Siliconized E-glass fibre provides better adhesion with epoxy resin hence mechanical properties like tensile strength,flexural strength,impact strength and inter laminar shear strength could be improved[6].Ramamoorthi et al.[7]reported that silane treatment of natural fibre in poly lactic acid improved mechanical properties due to physico-chemical interaction of fibre to matrix.When external load applied these surface modi fied fibres transfer load from matrix and reduce stress concentration on matrix.Singha A.S et al.[8]reported that silane treated Grewia optivafibres give excellent thermal stability and mechanical properties than other surface treatments.The properties like swelling and water uptake were decreased than acid and base treated fibres. Jinchun zhu et al.[9]con firmed that among all chemical treatments on fibre surface,silane treatment gives better results because of improving adhesion between fibre and matrix.Machining of composites at high speed and feed also a major key functional area in structural engineering where delamination is a crucial issue [10-12].Drilling on composites could be an essential process when composites preferred for structural applications.Drilling at high speeds and traverse feed fibre delamination could be occurred due to poor bonding strength of fibres with matrix.B.V.Kavad et al.[13] reported that drilling at high speeds,delamination occurred due to buckling effect and poor bonding strength of fibres.Mervin A Herbert et al.[14]reported fibre delamination issues on carbon fibre reinforced polymer matrix composites.The drilling process parameters like drill speed,feed,tool material and poor bonding strength of fibre greatly affects the fibre laminates.Katlay sevar et al.[15]reported that silane surface treatment on fibre improved mechanical and machining properties of glass fibre reinforced epoxy composites.From earlier studies it could be seen that the silane treatment on fibre surface improves mechanical and machining properties of fibre reinforced polymer matrix composites.
2.Experimental procedures
2.1.Materials
In this present study liquid diglycidyl ether of Bisphenol-A type epoxy resin(Huntsman India Ltd.Mumbai,Araldite LY556)with an equivalent weight per epoxide group of 195 g/mol,viscosity of 12000 cps and density of 1.2 g/cm3was used.Triethylenetetramine (TETA,Huntsman India Ltd.Mumbai.,HY951),a low viscosity aliphatic amine with viscosity of 20cps and density of 0.98 g/cm3 was used as a curing agent.E-Glass fibre continuous woven mat (0-90°)with density of 2.54 g/cm3and GSM of 600was used.Surface modi fier 3-Aminopropyltrimethoxysilane(APTMS)was purchased from Sigma Aldrich.NaOH of molecular weight 40 g/mol and H2SO4 of 98.07 g/mol(Merck India ltd)were taken for surface treatment process.
2.2.Sample preparation
2.2.1.Preparation of siliconized E-glass fibre
The siliconized e-glass fibre was prepared by hydrolysis process; in this the fibres were immersed in a specially prepared ethanolwater-silane solution[16].A 95%of ethanol and 5%of water were taken and mixed gently for 10 min.Required amount of silane coupling agent generally 2 wt%concentration was added drop by drop to get homogeneous mixture followed by 5 min gentle stirring.Fibres were immersed in ethanol water solution for 10 min. The surface treated fibres were separated from aqueous solution by decanting excess solution manually.The surface treated fibres were washed brie fly with ethanol to remove excess silane and dried at 110°C for 10 min in oven to remove moisture and to form Si-O-Si structure[17].Scheme 1 shows condensation reaction between ethanol-water to silane and silanol groups to e-glass fibre[6].
2.2.2.Preparation of acid and base treated E-glass fibre
The acid and base treatments of fibre were performed by general dipping method[5,18].Sulphuric acid(H2SO4)of 1N was prepared based on molecular weight calculation.The prepared solution was poured in a glass vessel and e-glass woven mats were immersed thoroughly and soaked for 1 h.The acid treated fibres were separated by decanting the acid solution.Base treatment of fibre also performed by same method with 1N of NaOH.Equations(1) and(2)describe the reaction between fibre to acid and fibre to base.


Scheme1.Structure of condensed siliconization reaction of 3-aminopropyletrimethoxysilane on e-glass fibre.
2.2.3.Preparation of composite
A variable quantity of 20,30 and 40 volume%of acid,base and silane treated e-glass fibres were laid along with epoxy resin at room temperature by hand layup process.Curing catalyst(TETA) was added by 1:10 weight ratio to cure samples.The entrapped air bubbles were removed by cotton roller and excess resin was wiped out manually.Gravity force is used to get uniform thickness of composites.The curing was done at room temperature for about 24 Hrs and post cured for 2 days[19].Scheme 2 shows reaction between epoxy and siliconized e-glass fibre.The designation and composition of hybrid composites used in this study are presented in Table 1.
2.2.4.Specimen preparation
The prepared e-glass fibre reinforced epoxy composite sheets were taken out from mould then cleaned and dried in room temperature for 1 h.All composites were visually inspected for surface defects before specimen making process.Specimens of suitable dimensions according to ASTM D 2344 were cut by abrasive waterjet machining(Maxiem water jets 1515,KENT,USA)with garnet size of 80 Mesh,abrasive flow rate of 0.32 kg/min,maximum pressure of 325 MPa and nozzle diameter of 1.1 mm.
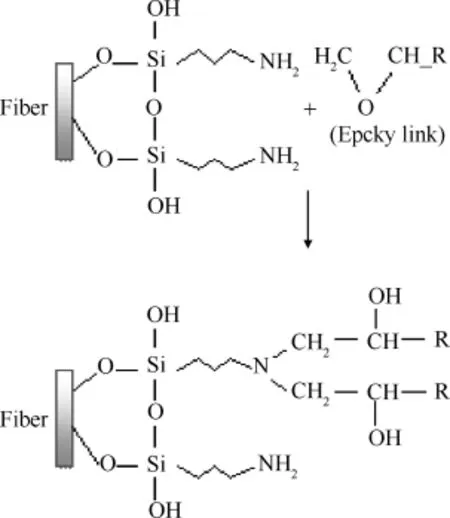
Scheme 2.Reaction between epoxy and siliconized e-glass fibre.

Table 1Composition and designation of composites.
3.General characterizations
3.1.FTIR spectra analysis
The silane attachment on fibre surface was con firmed by FTIR spectra Bruker alpha ATR mode,Germany.Samples were kept in KBr pellet holder and reference spectra were recorded.The wave length was varied from 385 cm-1to 4000 cm-1.The spectra was recorded for pure silane,pure fibre and siliconized fibre to con firm the silane attachment.For every increment of wave length on xaxis corresponding transmittance value was plotted on y-axis.
3.2.Inter laminar shear strength
Inter laminar shear strength of fibre reinforced composites were tested based on short beam shear strength test ASTM-D2344 with a universal testing machine having 5 ton of loading capacity and digital encoder attached at a cross head speed of 2.5mm/min(FIE. India).The formulae used to find inter laminar shear strength is given in equation(3).Five identical specimens were tested for each material designation and the mean value was taken.

where.
τ-Shear strength in MPa,
F-Maximum applied load in KN,
W-Width of Specimen in mm,
t-Thickness in mm.
3.3.Drilling process
The delamination resistance was evaluated with drilling process.A radial drilling machine(HMT,India)having variable speeds of 400-1400 rpm was used for this study.The drill tool material was HSS with two flutes of diameter 6 mm and 10 mm.Holes were drilled with maximum speed of 1400 rpm with constant feed of 1.5 m/s.
3.4.Optical microscope
The drilled holes inner and outer surface morphology was inspected in an optical microscope(Moticam L 312)having 25× lens zooming capacity.The holes which are made with maximum speed and drill diameter of 10 mmwas subjected for this study.The cut specimens were mounted on ordinary clay and kept in appropriate place in microscopy.
3.5.Scanning electron microscopy
Fractographs of siliconized and untreated e-glass fibre reinforced epoxy composites were analyzed using scanning electron microscope HITACHI S-3400 JAPAN.The fractured surface of the samples was coated with gold before scanning to enhance conduction of electrons for better imaging.
4.Results
4.1.FTIR spectra analysis
Fig.1(a)-(c)shows Fourier transform infrared spectra for untreated fibre,pure silane,and siliconized e-glass fibre respectively. Table 2 shows presence of functional group on fibre surface.
Fig.1(a)shows spectrum of untreated fibre.There was no functional groups present on fibre surface hence no transmittance peaks were observed.Fig.1(b)and(c)shows spectrum of pure silane and siliconized e-glass fibre.The peak 3432 cm-1indicates the presence of amine group(NH2)N-H stretch on fibre surface which is also present in amino silane(Fig.1(b)).The peak 2900 cm-1indicates C-H stretch which is an attached propyle group on fibre surface.The peak 1490 cm-1indicates the C-H bend which is in propyle group.Peak 998 cm-1reveals the presence of condensed Si-O-Si structure on fibre surface.The peak 828 cm-1indicates the presence of Si-OCH3structure in pure silane (Fig.1(b))which is missing in the siliconized fibre(Fig.1(c)),this is because of ethanol-aqueous solution leaves CH3group from silane and formed CH3OH.Thus the FTIR spectra analysis revealed that surface modi fication process created NH2functional group on fibre surface it may improve the adhesion of fibres with epoxy matrix [20].

Fig.1.FTIR spectra of(a)untreated fibre(b)pure silane and(c)siliconized e-glass fibre.
4.2.Inter laminar shear strength
Table 3 shows inter laminar shear strength(ILSS)behavior of acid,base and silane treated epoxy composites.The shear strength value was calculated based on formula(Eqn.(3)).From Table 3 it could be seen that ILSS was increased 18%when fibre volume was increased from 20vol%to 40vol%in un-treated e-glass fibre epoxy composite.Similarly in acid,base and silane treatments the shear strength was increased 28%,27%and 14%respectively.Whereas,It is observed a reduction in ILSS of 18%and24%for composites RFa1and RFb1 when compared with untreated 20vol%fibre composite. Whereas in silane treated composite(RFs1)an improvement of 15% on ILSS was observed.Similarly an improvement of 9.2%and 6%in ILSS was observed in silane treated 30vol%and 40vol%of e-glassepoxy composite system.The ILSS was decreased by 24%,9.3%,6% and 9%for RFa2,RFb2,RFa3 and RFb3 composites respectively.
4.3.Optical microscope
Fig.2(a)-(d)shows optical microscope images of top portion of drilled holes in composites made with untreated,acid treated,base treated and silane treated e-glass fibre.Fig.2(a)and(b)reveals the occurrence of fissure in the drilled surface.Fibres were pulled out from drilled holes edge which indicates poor bonding strength of fibre with resin matrix.Whereas in base treated fibre reinforced epoxy composite not much distortion was observed on edge of drilled portion.Similarly in silane treated fibre-epoxy system no edge mangling was observed.The edge of the drilled hole was maintained well with out any fissure/delamination due to fibre adhesion and good bonding with resin matrix.On comparing the quality of the holes drilled in these four composites it could be stated that,a good quality edge was obtained in the silane treated fibre composite and the next best was observed in base treated fibre composite.Fig.3(a)-(d)shows inner wall surface of the drilled holes in all four fibre-epoxy composites.It indicates that there is no abnormally delaminated layers were presented.The inner wall surface is fairly smooth for all fibre-epoxy composites.There was no rough fibre pullout surfaces were seen.
4.4.Fractography
Fig.4(a)-(b)shows the fractographs of the untreated and silane treated specimens tested for ILSS respectively.Fig.4(a)shows the fibre pulled out which indicates poor adhesion of untreated fibres with resin matrix.Whereas Fig.4(b)reveals broken fibres in fractured surface,which indicates fibres were adherent with matrix which improved the bonding strength of fibre with epoxy matrix.
5.Discussion
The silane surface treatment of glass fibre by aqueous solution method results improved ILSS in layered composite.The FTIR spectra results con firmed the presence of NH2 functional group onfibre which improves the bonding between fibre and resin.Scheme 1&2 show the reaction between silane& fibre and silane treated eglass fibre&epoxy respectively.The amine functional group on fibre surface reacted with epoxide group thus formed covalent bonding[21].The reacted fibre transferred load from matrix and reduces stress concentration on matrix.Similarly good bonding between fibre and epoxy improved delamination resistance of laminates in comparison with other surface treated fibres.Treating the fibres by acid(H2SO4)and base(NaOH)the outer surface of fibre get leached and also the surface is not chemically altered with any functional groups.Hence this leads to uneven reduction of fibre thickness and no improvement in adhesion behavior[5,22].When fibre diameter reduced it affects fibre's total surface area.When these fibres were subjected to external shear,the load bearing capacity of fibre become poor hence layers get delaminated.Whereas in silane treatment the silane covers the fibre as a cap and no leaching of fibre was taken place.After silane treatment fibres were chemically active with no reduction on surface area.From Fig.4 it is understood that under loading,the untreated fibres were pulled out form matrix surface which indicates poor bonding of fibre. Whereas in silane treated fibre epoxy composites the fracture indicates predominant fibre breakage which indicates improved adhesion of fibres with matrix.Thus silane treatment on e-glass fibre improved bonding behavior of laminates than other types of surface treatments[23].

Table 2Functional group presence.
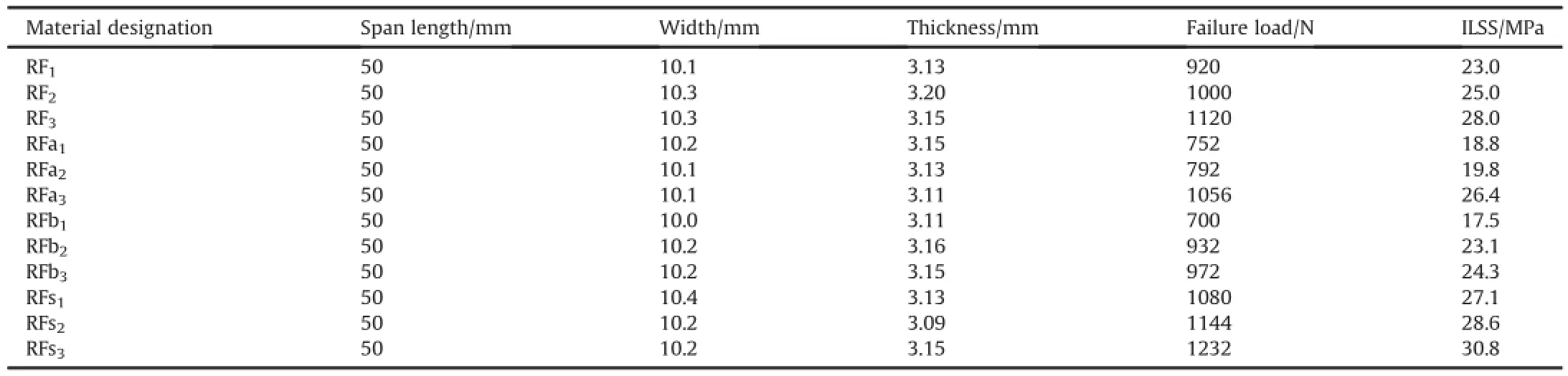
Table 3Inter laminar shear strength of composites.

Fig.2.Top surface optical microscope images of edge of drilled hole in 40vol%of(a)Untreated fibre,(b)Acid treated,(c)Base treated and(d)Silane treated fibre-epoxy composite.
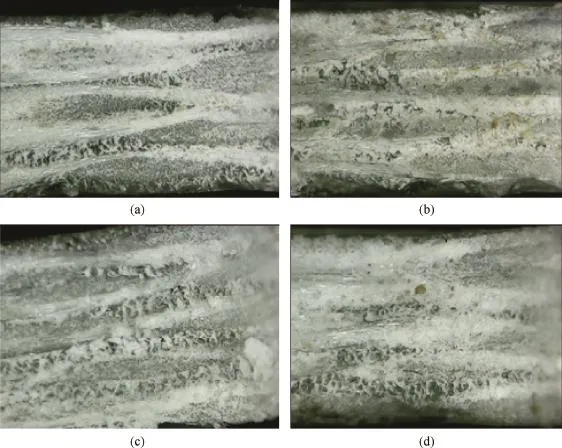
Fig.3.Inner surface optical microscope images of 40vol%(a)Untreated fibre,(b)Acid treated,(c)Base treated and(d)Silane treated fibre-epoxy composite.

Fig.4.SEM fractography images of 40vol%(a)untreated fibre,(b)silane treated fibre-epoxy composite.
The optical microscopic images of drilled hole surfaces of maximum fibre loaded(40vol%,5 ply)composite shows,delamination characters in untreated and acid treated fibre-epoxy composites.It is observed that while drilling process carried out at high speed(1400 rpm)the untreated fibre and acid treated fibre-epoxy system got delaminated on the edge of holes due to inability to withstand the shear force developed[24].The force concentration on drill tool tip was quite larger because of low contact area of drill tool on work piece.This phenomenon created unbalanced forces on top surface of work piece and created top layer delamination. Whereas in silane treated fibre-epoxy system,excellent dimensional stability was achieved even at high drilling speeds.This is because of excellent adhesion of fibre with epoxy matrix.The unbalanced forces in drilling process could not pull the fibres outside. When pulling force was applied on fibres they tear out and maintain the edges with smooth.The inner hole optical microscopy images reveals that inner surfaces are fairly smooth during the penetration of the tool through thickness,the cutting forces are balanced and tend to be uniform.Hence delaminations in such places are minimum.
6.Conclusions
The following conclusions were made from the study inter laminar shear strength behavior of acid,base and silane treated eglass fibre on drilling process.Surface modi fication of fibres by aqueous solution method with amine functional coupling agent(3-Aminopropyletrimethoxysilane)improves adhesion between fibre and matrix without affecting actual cross section of fibres.But in acid and base treatments fibre leaching and cross-section area reduction has occurred.The ILSS was decreased 18%,21%,6%&24%, 7.6%and 13%for 20,30 and 40vol%acid and base treated e-glass fibre-epoxy systems.Whereas silane treated e-glass fibre-epoxy system gives 15%,12.5%and 9%(20,30 and 40vol%)of improvement on ILSS.Drilled hole surface macrostructure shows better inter layer adhesion on base and silane treated fibre epoxy systems. The edge pro file of drilled holes on silane treated fibre epoxy composite shows fissure free.Whereas in untreated and acid treated glass fibre reinforced epoxy composites the top hole portion was delaminated.The fractographs of fractured untreated glass fibre composite shows pulled out fibres whereas in silane treated glass fibre composite the matrix portion was mangled as fine as fibre.Thus silane treatments on fibre improve the adhesion of fibre with matrix and inter laminar shear strength properties.Hence silane treatment is a best way of surface treatment over other methods and for high speed machining and more ply composites the surface treatment by amino functional silane is recommended.
[1]Cury Camargo Pedro Henrique.KesturGundappaSatyanarayana,and fernando wypych,nanocomposites:synthesis,structure,properties and new application opportunities,materials research,vol.12;2009.p.1-39.
[2]Arunprakash VR,Rajadurai A.Mechanical,thermal and dielectric characterization of iron(III)oxide reinforced epoxy hybrid composite.Dig J Nanomater biostructures 2016;11:373-80.
[3]Xi Zhang a,Alloul Ouassima,He Qingliang,Jiahua Zhu a.Strengthened magnetic epoxy nanocomposites with protruding nanoparticls on the graphene nano sheets.Polymer 2013;54:3594-604.
[4]Devendra K,Rangaswamy T.Strength characterization of e-glass fibre reinforced epoxy composites with filler materials.J Minerals Mater Charact Eng 2013;1:353-7.
[5]Karunagaran N,Rajadurai A.Effect of surface treatment on mechanical properties of glass fibre/stainless steel wire mesh reinforced epoxy hybrid composites.J Mech Sci Technol 2016;30:2475-82.
[6]Arun prakash VR,Rajadurai A.Thermo-mechanical characterization of siliconized E-glass fibre/Hematite particles reinforced epoxy resin hybrid composite.Appl Surf Sci 2016;384.
[7]kumar ramamoorthi Suneel.Fatimat bakare,performanace of bio composites from surface modi fied regenerated cellulose fibres and lactic acid thermoset bio resin.Cellulose 2015;22:2507-12.
[8]Sinha AS,Rana AK.Effect of 3-aminopropyltrimethoxysilane treatment onproperties of mercerized lignocellulosic grewia optiva fibre.J Polym Environ 2013;21:141-9.
[9]zhu Jinchun,zhu huijun,njuguna james.Recent development on flax fibres and their reinforced composites based on different polymeric matrices.Materials 2013;6:5171-98.
[10]Rajamurugan TG,Shanmugam K.Analysis delamination Drill glass fibre Reinf Polyest Compos 2013;45:80-7.
[11]chalwa Vijyakumar N,patil B.Machining of glass fibre reinforced epoxy composite.Int J Eng Tech Res 2013;10:38-42.
[12]Khashaba UA.Machinablity analysis in drilling woven GFR/epoxy composites. Compos part II 2010;41:1130-7.
[13]Kavad BV,Panday AP,Tadavi MD.A review paper on effects on drilling glass fibre reinforced plastics.Procedia Technol 2014;14:457-64.
[14]Herbert Mervin A,Nagaraja.Evaluation of drilling induced delamination of carbon fibre reinforced polymer composite using solid carbide drills.Eur Sci J 2014;15:279-92.
[15]sevar Katlay,tavman ismail H.Effect of fibre surface treatments on mechanical properties of epoxy composites reinforced with glass fabric.J material Sci 2008;43:4666-72.
[16]ZhanhuGuo,Lei Kenny,Li Yutong,Hahn Thomas.Fabrication and characterization of iron oxide nanoparticles reinforced vinyl-ester resin nanocomposites.Compos Sci Technol 2008;68:1513-20.
[17]Julyesjaisingh S,Selvam V,Sureshkumar M.Thermo-mechanical properties of unsaturated polyester toughened epoxy silicononized iron(III)oxide nanoparticles.I j Engg Mater Sci 2014;21:241-5.
[18]wessan Sheldonp.Acid-base characteristics of silane treated E-glass fibre surfaces.J adhesion Sci Technol 1992;6:151-69.
[19]Park SS,Bernet N,Roche SDL,Hahn HT.Processing of Iron oxide epoxy vinyl ester nanocomposites.J Compos mater 2003;37:465-76.
[20]Yamaura M,Camilo RL,L.C..Preparation and characterization of APTES coated magnetic nano particles.J Magnetism magnetic Mater 2004;279:210-7.
[21]Lu Xin,Xin Zhong.Synthesis of poly microspheres coated with polysiloxane layer.Collide Polym Sci 2007;285:599-604.
[22]Surendra kumar,Neethi sharma.Acidic degradation of FRP composites.National conference on polymer composites.(2007).
[23]Isik Birhan,ekici Ergun.Experimental investigation of damage analysis in drilling of woven glass fibre reinforced plastic composites.Int J Adv Manuf Technol 2010;49:861-9.
[24]Hockeng H,Tsao CC.Comprehensive analysis of delamination in drilling of composite materials with various drill bits.J Mater Process Technol 2003;140: 335-9.
*Corresponding author.Tel.:9445455239.
E-mail address:vinprakash101@gmail.com(V.R.Arun prakash).
Peer review under responsibility of China Ordnance Society
Surface treatment
ILSS
SEM
- Defence Technology的其它文章
- Control allocation for aircraft with input constraints based on improved cuckoo search algorithm
- Trans-dinitroglycoluril isomers-A DFT treatment
- In fluence of volume percentage of NanoTiB2particles on tribological& mechanical behaviour of 6061-T6 Al alloy nano-surface composite layer prepared via friction stir process
- Thermal decomposition and kinetics of plastic bonded explosives based on mixture of HMX and TATB with polymer matrices
- Novel yellow colored flame compositions with superior spectral performance
- Optimum path planning of mobile robot in unknown static and dynamic environments using Fuzzy-Wind Driven Optimization algorithm