
In fluence of volume percentage of NanoTiB2particles on tribological& mechanical behaviour of 6061-T6 Al alloy nano-surface composite layer prepared via friction stir process
2017-05-18 06:48KishnAruriDevrjuPrsnnLkshmi
Defence Technology 2017年1期
V.Kishn,Aruri Devrju,K.Prsnn Lkshmi
aDepartment of Mechanical Engineering,MRCET,Hyderabad,T.S.,India
bDepartment of Mechanical Engineering,SR Engineering College,Warangal,T.S.,India
cDepartment of Mechanical Engineering,College of Engineering,JNTU Manthini,T.S.,India
In fluence of volume percentage of NanoTiB2particles on tribological& mechanical behaviour of 6061-T6 Al alloy nano-surface composite layer prepared via friction stir process
V.Kishana,Aruri Devarajub,*,K.Prasanna Lakshmic
aDepartment of Mechanical Engineering,MRCET,Hyderabad,T.S.,India
bDepartment of Mechanical Engineering,SR Engineering College,Warangal,T.S.,India
cDepartment of Mechanical Engineering,College of Engineering,JNTU Manthini,T.S.,India
A R T I C L E I N F O
Article history:
Received 8 August 2016
Received in revised form
14 October 2016
Accepted 11 November 2016
Available online 23 December 2016
Friction stir process
Al alloy
Surface nano composites
Tensile
Tribology
The aim of present study is to analyze the in fluence of volume percentage(vol.%)of nano-sized particles (TiB2:average size is 35 nm)on microstructure,mechanical and tribological behavior of 6061-T6 Al alloy surface nano composite prepared via Friction stir process(FSP).The microstructure of the fabricated surface nanocomposites is examined using optical microscopy(OM)and scanning electron microscope (SEM)for distribution of TiB2nano reinforcement particles,thickness of nano composite layer formed on the Aluminum alloy substrate and fracture features.The depth of surface nano composite layer is measured as 3683.82μm along the cross section of stir zone of nano composite perpendicular to FSP.It was observed that increase in volume percentage of TiB2particles,the microhardness is increased up to 132 Hv and it is greater than as-received Al alloy's microhardness(104 Hv).It is also observed that at 4 volume percentage higher tensile properties exhibited as compared with the 2 and 8 vol.%.It is found that high wear resistance exhibited at 4 volume percentage as-compared with the 2 and 8 vol.%.The observed wear and mechanical properties are interrelated with microstructure,fractography and worn morphology.
©2016 The Authors.Published by Elsevier Ltd.This is an open access article under the CC BY-NC-ND license(http://creativecommons.org/licenses/by-nc-nd/4.0/).
1.Introduction
Aluminum alloy 6061-T6 is widely utilized in aircraft,defence, automobiles and marine areas due to their good strength,light weight and better corrosion properties.But,they exhibits inferior tribological properties in extensive usage[1].Aluminum matrix composites(AMCs)which are produced by reinforcing Aluminum alloys with particles like SiC,Al2O3and TiB2etc.,are the new generation materials.These AMCs exhibit higher properties than parent alloy such as stiffness,improved tribological characteristics and high strength.Further these properties can be enhanced by using nano scale ceramic materials[2-4].Distribution of nano reinforcement particles on Al alloy surface and its control is complex to achieve in conventional surface modi fication methods[4,5]. Earlier researches[6,7]reported that thermal spraying and laser beam techniques were utilized to prepare surface composites,in which it degrades the properties due to creation of unfavorable phases.These techniques operate at higher temperatures and impossible to avoid the reaction between the reinforcements and the matrix,which forms detrimental phase.A process can be employed which is operated at a below melting temperature of the matrix for the fabrication of surface composites which can be avoided the above mentioned problems.Considering these problems,Friction stir processing(FSP)is the best technique suited for preparation of surface composites and surface modi fication.In FSP, a rotating tool with the shoulder and pin is plunge onto the surface of a material,which creates frictional heat and dynamic mixing of material area underneath of the tool and it results to incorporate and/or disperse the reinforcement particles in the matrix material such as Aluminum alloys,Magnesium alloys and Copper alloys [8-12].This investigation is aimed to fabricate the nano Titanium Boride(TiB2)particle reinforced 6061-T6 Al alloy surface nanocomposites by using FSP.Extended to study,in fluence of volume percentage of nano sized TiB2(average size is 35 nm)reinforcementparticles on microstructural characterization,mechanical and tribological behaviour of 6061-T6 Al alloy based nano surfacecomposites prepared via FSP.
2.Experimental
The base material employed in this study is 6 mm thick Aluminum alloy 6061-T6.The chemical composition of the base material is given in Table 1.The nano sized reinforcement particles such as Ti2B is used at different volume percentages(vol.%)such as 2,4 and 8.The average size of the reinforcement particles is 35 nm and scanning electron microscope(SEM)microstructure of asreceived TiB2nano-particles are shown in Fig.1.The square groove was made tangent to the pin in the advancing side and which is 1 mm far away from the center line of the tool rotation on the Aluminum alloy 6061-T6 plate.The H13 tool steel having screwed taper pin pro file with shoulder diameter of 24 mm,pin diameter of 8 mm and 3.5 mm height was used.The groove opening initially closed by means of the tool which is having shoulder without pin to avoid the escapement of reinforcement particles from groove while processing.Working range of process parameters along the center line used in FSP are presented in Table 2.The FSP is carried out on a Vertical milling machine(Make HMT FM-2, 10 hp,3000 rpm)(See Figs.2 and 3).
After FSP,microstructural observations were carried out at the cross section of NZ of surface nano composites normal to the FSP direction,mechanically polished and etched with Keller's reagent (2 ml HF,3 ml HCl,20 ml HNO3and 175 ml H2O)by employing optical microscope(OM).Microhardness tests were carried out at the cross section of NZ of surface hybrid composites normal to the FSP direction,samples with a load of 15 g and duration of 15 s using a Vickers digital microhardness tester.The tensile specimens were taken from the surface hybrid composites normal to the FSP direction and made as per ASTM:E8/E8M-011 standard by wire cut Electrical discharge machining to the required dimensions.Wear test is carried out on a pin-on-disk tro-bometer as per ASTM:G99-05 standard.The prismatic pins of 8 mm dia are cut from the stir zone,where the axis of the pin perpendicular to the FSprocess direction.The EN31 steel having a hardness of 62 HRC is used as a disc.The dia of the sliding track on the disc surface is 100 mm.The wear test was carrying out under dry-sliding condition with a constant load of 40 N,disc rotational of speed 650 rpm and sliding speed of 3.4 m/s.Wear rate is determined by,Wear rate(mm3/m)is equal to(volume loss/sliding distance).
3.Results and discussion
3.1.Microstructure
The friction stirred zone was typically about the size of the rotating pin width and depth of 8 mm and 4 mm respectively.The cross section of stir zone of surface nano composite normal to the FSP direction is shown in Fig.5 and depth of surface nano composite layer is measured as 3683.82μm.The SEM micrographs of Al-TiB2surface nano composites and as-received Al alloy are shown in Fig.6.
It is observed that nano-size TiB2particles are distributed within this zone because of that event about dynamic stirring during the FSP.It is revealed that TiB2nano particles are dispersed uniformly in nugget zone(NZ)at 4 vol.%as compared to other 2 and 8 vol.%of Al/TiB2surface nano-composites prepared by FSP because of rotating tool provides adequate heat and circumferential force to dispense the reinforcement particles to occupied in wider zone [12,13].

Table 1Chemical composition of Aluminum 6061-T6 alloy(Wt.%).
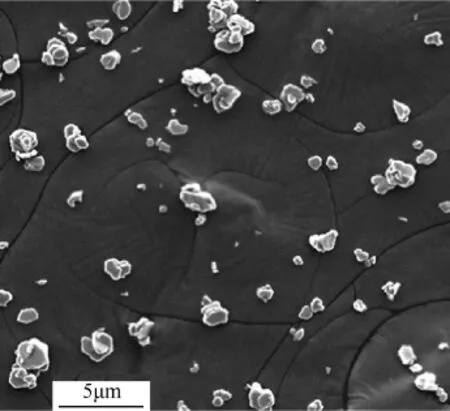
Fig.1.SEM micrographs of as-received TiB2particles.
3.2.Microhardness
Microhardness survey of Al-TiB2-2 vol.%,Al-TiB2-4 vol.%and Al-TiB2-8 vol.%surface nano-composites and base metal(i.e.Al alloy) as seen in Fig.4.Mostly,the microhardness value is depends on the presence of TiB2particles and their homogeneous dispersal.It is seen that expansion over volume rate of TiB2,microhardness increments up to 132 Hv and also which may be higher over asreceived Aluminum alloy(104 Hv).This will be because of at 1400 rpm,tool shoulder generates suf ficient heat and shear force utilized to create the reinforcement particles more effortlessly wrapped by the softened material and revolves around the FSP tool which results in proper severance and allocation in the nugget zone.The volume percentages of TiB2particles are increased causes re finement of grain size and reducing of ductile matrix content which results in reduce the ductility of the AMCs[13,14].It is also observed that the increasing the volume percentage of TiB2particles immensely increases the microhardness due to the presence and pinning effect of the TiB2particles.The presence of TiB2particles is considered for more effective formation of fine grainstructure due to the restrain of grain boundary and the enhancement of the induced strain.The presence of TiB2particles is considered for more effective formation of fine grain structure due to the restrain of grain boundary and the enhancement of the induced strain[13-16].However the higher hardness is achieved by the TiB2particles.

Table 2Working range of process parameters.

Fig.2.SEM microstructure of Al/TiB2surface nano composite for depth of composite formation.
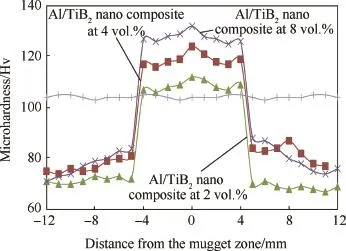
Fig.4.Microhardness survey of Al/TiB2surface nano composites and as-received Al alloy.
3.3.Tensile properties

Fig.3.SEM microstructures of Al/TiB2surface nano composites(a)2 vol.%,(b)4 vol.%and(c)8 vol.%.
The Tensile properties of Al-TiB2-2 vol.%,Al-TiB2-4 vol.%and Al-TiB2-8 vol.%surface nano-composites and base metal Al alloy is existed in Table 3.All the tensile properties are shown graphically in Fig.5.It is seen that all the tensile properties of Al nano surfacecomposites were decreased as compared with the base metal Al alloy.This is due to the existence of reinforcement particles might be restricting the grain boundary sliding and dislocations.Ultimately it leads to deteriorate the tensile properties[15,16].It is observed that the increasing the volume percentage of TiB2particles,the UTS,YS and%EL immensely decreases.However, increasing the volume percentage of TiB2particles increases theinterface area between the TiB2particles and Aluminum matrix due to low inter particles space area causes the agglomeration of TiB2particle results in low tensile properties[17].The volume percentage of TiB2particles increases could be restrict the grain boundary sliding,dislocations and also the weak interfacial bond between the reinforcement particles and the matrix,finally it leads to deteriorate the tensile properties[18,19].In other words composite has incompatible deformation between the plastically deformed matrix and rigid reinforcement particles caused geometrical dislocations.Besides,increasing the volume percentage of TiB2particles increases the effective slip distance of dislocations during deformation,which leads to reduce elongation[20].
The SEM fractography of Al-TiB2-2 vol.%,Al-TiB2-4 vol.%and Al-TiB2-8 vol.%surface nano composites and base metal Al alloy is seen in Fig.6.By observing the fracture surface of base metal Al alloy consist of voids and dimple which reveals the ductile fracture(Fig.6 (d)).It is also observed that the extracting out of the reinforcement particles and minute dimples are seen in the rupture surface of Al-TiB2-2 vol.%,Al-TiB2-4 vol.%and Al-TiB2-8 vol.%surface nanocomposites.These observations are further con firming the stated causes for lower UTS,YS and%EL of all the surface composites[17,18].
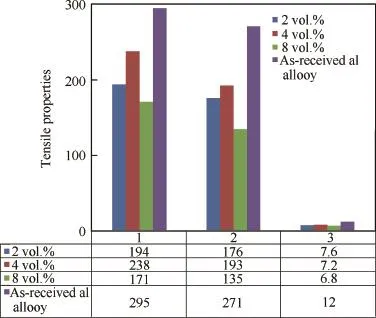
Fig.5.Comparison of Tensile properties of Al/TiB2surface nano composites&d)Asreceived Al alloy.
3.4.Wear properties
Wear rate versus the sliding distance of Al-TiB2surface nanocomposites and base metal Al alloy was revealed in Fig.7.It is shown that an increase in the volume percentage of TiB2particles which decreases the wear rate.Because of the enhanced hardness by the distribution TiB2particles and also which acts as load bearing particles.Wear rate is decreased by increasing the volume percentage of TiB2particles and also at larger volume percentage of TiB2particles increases the wear rate due to pulled out of hard nano-TiB2particles from the composite specimen pin during the wear process and which formed on the steel disc and acted as barrier.Further it converts the adhesive wear to abrasive wear which results in more amount of material wear-out from the composite specimen pin[21,22].The lower wear rate is attained at a rotational speed of 1120 rpm,4 volume percentage of TiB2.
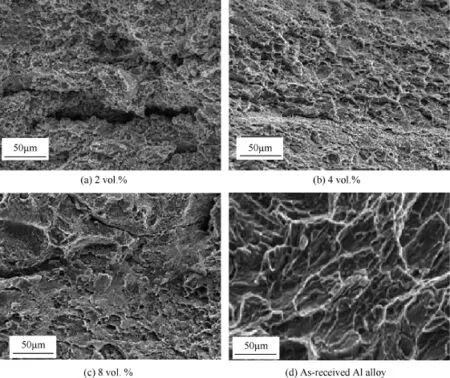
Fig.6.Fracture features of Al/TiB2surface nano composites a)2 vol.%,b)4 vol.%and c)8 vol.%and d)As-received Al alloy.

Table 3Tensile properties of Al/TiB2surface nano composites.

Fig.7.Wear rate with respect to the sliding distance of Al-TiB2surface nano composites and as-received Aluminum alloy.
The wear morphology of Al-TiB2surface nano composites and base metal Al alloy is seen in Fig.8.The presence of tribo mechanically mixed layer converts the wear manner as of two body to three body wear and decreases wear rate which acts as solid lubricant.It could be observed that the wear tracks are larger in the base metal Al alloy as compared to the Al-TiB2surface nano composites due to the occurrence of hard TiB2particles.However,the nonappearance of TiB2particles which causes the micro plough-up of surface in contact during wear to make irregular surface[22].
4.Conclusions
The nano composite surface layer by reinforcing TiB2particles on 6061-T6 Aluminum Alloy via FSP successfully fabricated.In fluence of nano-sized reinforcement particles of TiB2(average size is 35 nm)on microstructure,mechanical and tribological behaviour of 6061-T6 Al alloy surface nano composite prepared via Friction stir process was studied and the obtained conclusions are:

Fig.8.Wear morphology of Al-TiB2surface nano composites a)2 vol.%,b)4 vol.%and c)8 vol.%and d)As-received Al alloy.
1)The depth of surface nano composite layer is measured as 3683.82μm.
2)An expansion over volume rate of TiB2,microhardness increments up to 132 Hv and also which may be higher over asreceived Aluminum alloy(104 Hv).
3)It is seen that all the tensile properties of Al surface nano composites were decreased as compared with the base metal Al alloy.
4)It is found that high wear resistance exhibited at 4 volume percentage(vol.%)as compared with the 2 and 8 vol.%.
5)It is also found that the wear debris formation is higher at the 8 vol.%.of Al-TiB2surface nano composite.
Acknowledgements
The author(s)would like to express thanks the authorities of NIT-Warangal,DMRL-Hyderabad and RCI-Hyderabad for provided that the facilities to carried-out my research work.One of the authors Dr.A.Devaraju is thankful to the Principal and the management of S R Engineering College,Warangal-Telangana State,for their constant support during this work.
[1]Bakes H,Benjamin D,Kirkpatrick CW.Metals handbook,vol.2.OH:ASM. Metals Park;1979.p.3-23.
[2]Ravi N,Sastikumar D,Subramanian N,Nath AK,Masilamani V.Microhardness and microstructure studies on laser surface alloyed aluminium alloy with Ni-Cr.Mater Manuf Process 2000;15:395-404.
[3]Clyne TW,Withers PJ.An introduction to metal matrix composites.Cambridge:Cambridge University Press;1993.
[4]Rabinowicz E.Friction and wear of materials.New York:JohnWiley and Sons; 1965.
[5]Budinski KG.Surface engineering for wear resistance.New Jersey:Prentice-Hall;1988.
[6]Gupta M,Mohamed FA,Lavernia EJ.Solidi fication behaviour of Al-Li-SiCp MMCs processed using variable co-deposition of multi-phase materials. Mater Manuf Process 1990;5(2):165-96.
[7]Mabhali LAB,Pityana SL,Sacks N.Laser surface alloying of aluminum (AA1200)with Ni and SiC powders.Mater Manuf Process 2010;25(12): 1397-403.
[8]Mishra RS,Ma ZY,Charit I.Friction stir processing:a novel technique for fabrication of surface composites.Material Sci Eng A 2003;341:307-10.
[9]Ma ZY.Friction stir processing technology:a review.Metall Mat.Trans A 2008;39:642-58.
[10]Asadi P,Besharati Givi MK,Faraji G.Producing ultra fine-grained AZ91 from as-cast AZ91 by FSP.Mater Manuf Process 2010;25(11):1219-26.
[11]Dehghani K,Mazinani M.Forming nanocrystalline surface layers in copper using friction stir processing.Mater Manuf Process 2011;26(07):922-5.
[12]Devaraju A,Kumar A.Dry sliding wear and static immersion corrosion resistance of aluminum alloy 6061-T6/SiCp metal matrix composite prepared via friction stir processing.Int J Adv Res Mech Eng 2011;1(2):62-8.
[13]Veerendra,Keshavamurthy,Prakash.Microstructure and hardness distribution in friction stir welded Al6061-tib2 in-situ metal matrix composite.Proceedings of 09th IRF International Conference,27th July-2014,Bengaluru, India,ISBN:978-93-84209-40-7,100-103.
[14]Selvaganesan,M1Suresh S.Production and characterization of Al 6061-TiB2 metal matrix composites 2.IJERTIJERT ISSN:2278-0181 Int J Eng Res &Technology(IJERT)November-2013;2(11):3154-9.
[15]Barmouz M,Kazem Besharati G,Javad S.On the role of processing parameters in producing Cu/SiC metal matrix composites via friction stir processing: investigating microstructure,microhardness,wear and tensile behaviour. Mater.Charact 2011;62:108-17.
[16]Barmouz M,Asadi P,Kazem Besharati G,Taherishargh.Investigation of mechanical properties of Cu/SiC composite fabricated by FSP:effect of SiC particles'size and volume fraction.Mater.Sci Eng A 2011;528:1740-9.
[17]Muratoglu M,Yilmaz O,Aksoy M.Investigation on diffusion bonding characteristics of aluminium metal matrix composites(Al/SiCp)with pure aluminium for different heat treatments.J Mater.Process Technol 2006;178: 211-7.
[18]Devaraju A,Kumar A,Kotiveerachari B.In fluence of rotational speed and reinforcements on wear and mechanical properties of aluminum hybrid composites via friction stir processing.J Mater.Des 2013;45:576-85.
[19]Devaraju A,Kumar A,Kumaraswamy A,Kotiveerachari B.In fluence of reinforcements(SiC and Al2O3)and rotational speed on wear and mechanical properties of aluminum alloy 6061-T6 based surface hybrid composites produced via friction stir processing.J Mater.Des 2013;51:331-41.
[20]Su Hai,Wenli G,Zhaohui F,Zheng L.Processing,microstructure and tensile properties of nano-sized Al2O3particles reinforced aluminium matrix composites.Mat.Des 2012;36:590-6.
[21]Hariharan R.Experimental investigations on material characteristics of Al 6061-TiB2MMC processed by stir casting route.Middle-East J Sci Res 2012;12(12):1615-9.
[22]Natarajan S.Sliding wear behaviour of Al 6063/TiB2in situ composites at elevated temperatures.Mater Des 2009;30:2521-31.
*Corresponding author.Tel.:+919963336460.
E-mail addresses:aruri_devaraj@yahoo.com,aruri.devraj@gmail.com (A.Devaraju).
Peer review under responsibility of China Ordnance Society.
- Defence Technology的其它文章
- Control allocation for aircraft with input constraints based on improved cuckoo search algorithm
- Trans-dinitroglycoluril isomers-A DFT treatment
- Thermal decomposition and kinetics of plastic bonded explosives based on mixture of HMX and TATB with polymer matrices
- Novel yellow colored flame compositions with superior spectral performance
- Inter laminar shear strength behavior of acid,base and silane treated E-glass fibre epoxy resin composites on drilling process
- Optimum path planning of mobile robot in unknown static and dynamic environments using Fuzzy-Wind Driven Optimization algorithm