
热轧态含磷高强钢M250P1激光焊接试验
2017-05-16 08:53赵勇胡会娥
科学与财富 2017年12期
赵勇+胡会娥
0 前言
近期热轧态含磷高强钢M250P1在2130酸洗连轧生产线运行过程中,在焊接接头焊缝处发生断带,说明在现有焊接工艺下焊接得到焊接接头性能不能满足生产的顺行。为保证生产顺行,特利用设备检修时间,研究热轧态M250P1的焊接工艺参数。
为防止焊接接头在生产线上发生断带,近期酸洗连轧分厂再次调整热轧态M250P1激光焊焊接工艺参数,采用调整过后的焊接工艺参数焊接了3卷M250P1,3卷M250P1全部通过酸洗和冷轧区,没有发生断带。本次针对调整过后的焊接接头进行分析。
1 试验材料与方法
本次试验材料为热轧态的M250P1,厚度为4.8mm,化学成分见下表1:
采用米巴赫(Miebach)公司提供的12kw激光焊机进行焊接。
表1试验材料化学成分
调整的焊接工艺参数见下表2:
本次焊接一是调整了操作侧和传动侧的间隙,同时注意了焊缝与激光头的对中性,然后主要调整后加热器的加热功率,第1组工艺参数为原始的M250P1焊接工艺参数,在第一轮试验中,已经对其焊接接头做过详细分析,焊缝中存在裂纹,焊接接头韧性较差。本次主要分析第2、3和4组焊接接头组织性能。
2 试验结果与分析
2.1 接头宏观形貌分析
在第2组焊接工艺参数下得到的焊接接头横截面宏觀形貌如下表所示:
从上图可以看出,焊缝上宽下窄,接头上下均有一小部分余高,对焊接接头不同区域宽度或者高度进行测量,测量结果如下表所示:
通过上表可知,随着后加热器的功率逐渐加大,焊缝上部宽度逐渐增加,热影响区宽度逐渐增加,熔核区宽度逐渐减小。焊缝下部的宽度在加热器为24.2Kw时最宽,熔核区宽度宽度同时也最宽。
后加热器主要是采用高频感应加热的形式,紧跟焊接激光头,在焊缝上下表面同时加热,使焊后焊缝保温一段时间。通过焊后保温措施,整个焊缝的温度没有很快的冷却,处于一种焊后回火状态。
随着加热器功率的增大,焊后保温温度逐渐升高,热影响区的温度下降缓慢,在焊缝上表面的宽度逐渐增加,一部分处于熔核区和热影响区交界的熔核区组织在保温过程中转变成热影响区组织。
2.2 接头显微组织分析
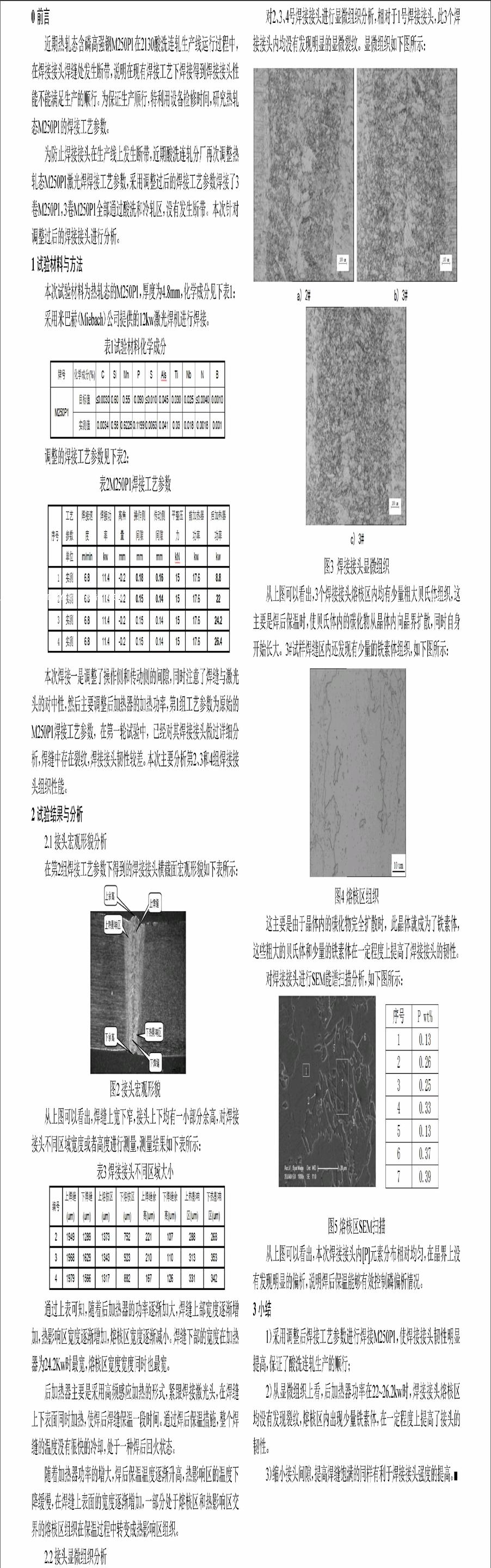
对2、3、4号焊接接头进行显微组织分析,相对于1号焊接接头,此3个焊接接头内均没有发现明显的显微裂纹。显微组织如下图所示:
从上图可以看出,3个焊接接头熔核区内均有少量粗大贝氏体组织,这主要是焊后保温时,使贝氏体内的碳化物从晶体内向晶界扩散,同时自身开始长大。3#试样焊缝区内还发现有少量的铁素体组织,如下图所示:
这主要是由于晶体内的碳化物完全扩散时,此晶体就成为了铁素体,这些粗大的贝氏体和少量的铁素体在一定程度上提高了焊接接头的韧性。
对焊接接头进行SEM能谱扫描分析,如下图所示:
从上图可以看出,本次焊接接头内[P]元素分布相对均匀,在晶界上没有发现明显的偏析,说明焊后保温能够有效控制磷偏析情况。
3 小结
1)采用调整后焊接工艺参数进行焊接M250P1,使焊接接头韧性明显提高,保证了酸洗连轧生产的顺行;
2)从显微组织上看,后加热器功率在22~26.2kw时,焊接接头熔核区均没有发现裂纹,熔核区内出现少量铁素体,在一定程度上提高了接头的韧性。
3)缩小接头间隙,提高焊缝饱满的同样有利于焊接接头强度的提高。
猜你喜欢
焊接学报(2023年6期)2023-07-21
山东冶金(2022年2期)2022-08-08
中国典型病例大全(2022年12期)2022-05-13
云南化工(2021年8期)2021-12-21
装备制造技术(2020年2期)2020-12-14
中南大学学报(自然科学版)(2018年11期)2018-12-07
电站辅机(2017年3期)2018-01-31
时代农机(2016年6期)2016-12-01
工业设计(2016年11期)2016-04-16
电机与控制应用(2015年3期)2015-03-01
