基于华中数控系统的复合加工机床控制系统*
2017-05-16 01:38
航空制造技术 2017年8期
(南京航空航天大学机电学院,南京 210016)
飞机机体构造复杂,零件和连接件数量众多。机身大部件要求长寿命、高强度、密封、抗疲劳,对连接孔的制备精度有非常高的要求。传统飞机装配中的制孔存在诸多缺点,例如孔位精度差、易形成缺陷、需要二次装配等[1]。随着计算机技术、自动化技术的发展,开发用于机身大部件装配的复合加工机床,实现高精度自动钻铆功能,成为飞机先进制造技术的研究热点之一,也是飞机装配技术的发展方向[2]。
用于飞机数字化自动装配的复合加工机床在国外已经得到广泛研究与应用[3]。美国GEMCOR公司的G2000型钻铆机可以铆接弧度大于180°的超级壁板。Electroimpac公司生产的E7000自动钻铆系统每分钟铆接数量达到15个[4](图1)。
我国的复合加工机床研究虽然起步较晚,但目前在实践中得到诸多应用[5]。南京航空航天大学自主研发的基于工业机器人的自动制孔系统可以实现制孔节拍3~4个/min。基于华中数控系统的复合加工机床能够实现6个/min的钻孔效率。
华中数控是国内最早开发数控系统、伺服电动机和驱动成套数控装置的企业[6]。其自主研发的HNC-8型全数字总线式高档数控系统采用模块化、开放式结构体系。该系列数控系统基NCUC工业现场总线技术,具有多通道控制、五轴加工、高速高精度等功能。
针对机身大部件钻铆的具体加工指标,复合加工机床采用上下位机控制体系。在上位层采用C++高级语言开发的集成控制软件,下位层为华中数控系统、倍福PLC控制程序。控制系统集成了运动控制、钻铆加工、数据测量等功能,能很好地满足自动钻铆任务的需求[7]。

图1 E7000自动钻铆系统Fig.1 E7000 automatic drilling riveting system
控制系统硬件组态
用于机身大部件自动钻铆的复合加工机床为五轴联动数控机床,其整体结构如图2所示。机床本体采用华中数控系统控制,用于承载末端执行器,控制其沿X、Y、Z轴方向移动以及绕X、Y轴方向转动。高精度转台作为机床的重要附件,用以装夹工件并实现回转和分度定位,同样采用华中数控系统控制。末端执行器由倍福PLC系统控制,主要包括基准检测、法向找正、自动送钉、钻孔锪窝等模块用以实现钻铆加工的功能。机床本体硬件组态如图3所示。
1 基于NCUC总线的华中8型数控系统
NCUC现场总线适用于高速、高精的数控机床领域,是国内首个现场总线的国家标准。标准OSI通信参考模型具有7层结构,能够支持非常强大的通信需求。NCUC总线参照该模型简化为物理层、数据链路层和应用层,具有全数字、串行、同步、双向、多站点的特点[8]。
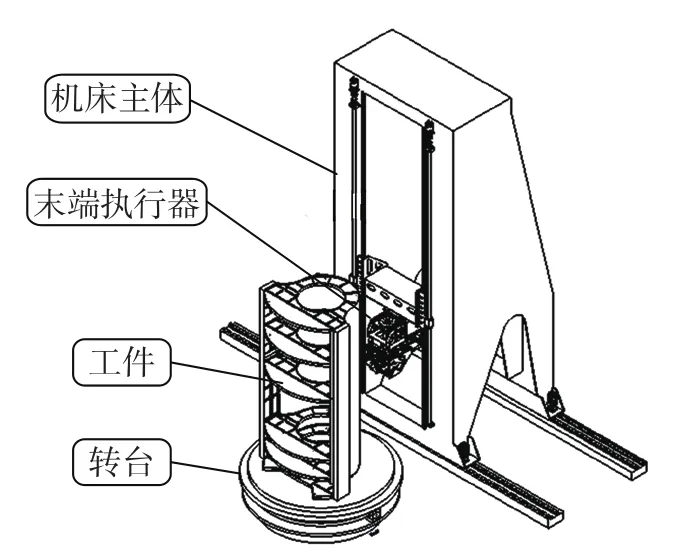
图2 复合加工机床整体结构Fig.2 Integral structure of the composite machine tool
HNC-8数控系统是NCUC总线的典型应用,如图4所示。HMI提供人机交互界面,其中的IPC单元用以运行数控装置系统软件。伺服驱动器用于控制电机运动。I/O设备用于数字量、模拟量信号的输入输出。NCUC现场总线将伺服驱动器、I/O设备等连接到IPC单元。
X、Y、Z轴为直线轴,分别控制机床本体的x、y、z向运动。由于y向承载包括末端执行器、x轴滑台等机械部件,负载非常大。所以Y轴运动由两个电机同步控制,通过在HNC-8系统中设置相应参数实现,如图5所示。A轴和B轴为旋转轴,在刀具法向找正时调整末端执行器的姿态,使刀具轴线方向垂直于蒙皮表面待铆接点的切平面。C轴控制高精度转台运动。
2 系统通信链路架构
为保证整个钻铆加工系统的协调性与一致性,采用在上位层系统中集成控制华中数控系统和倍福PLC控制程序。由于华中数控系统和倍福PLC控制系统使用的通信方式和协议不兼容,构建系统控制网络时采用双通信主线的架构,具体通信链路如图6所示。
华中数控系统主要负责完成非实时的点位运动控制。HNC-8数控系统IPC单元提供以太网接口,因而采用Ethernet网络将上位机控制系统与华中数控系统连接通信。Ethernet遵循TCP/IP协议,具有传输速度快、稳定性好以及使用简单的特点。Ethernet通信接口采用Socket组件开发,实现华中数控系统的运动指令自上而下传输以及华中系统自身状态信息的自下而上反馈。
末端执行器所有的输入输出设备都由倍福公司的TwinCAT软件进行控制。TwinCAT自动化软件是倍福基于PC控制系统的核心部分,与工业计算机结合在一起,可以将现有的Windows系统改造为实时控制系统,构建功能强大的基于PC的全软件控制系统[9]。
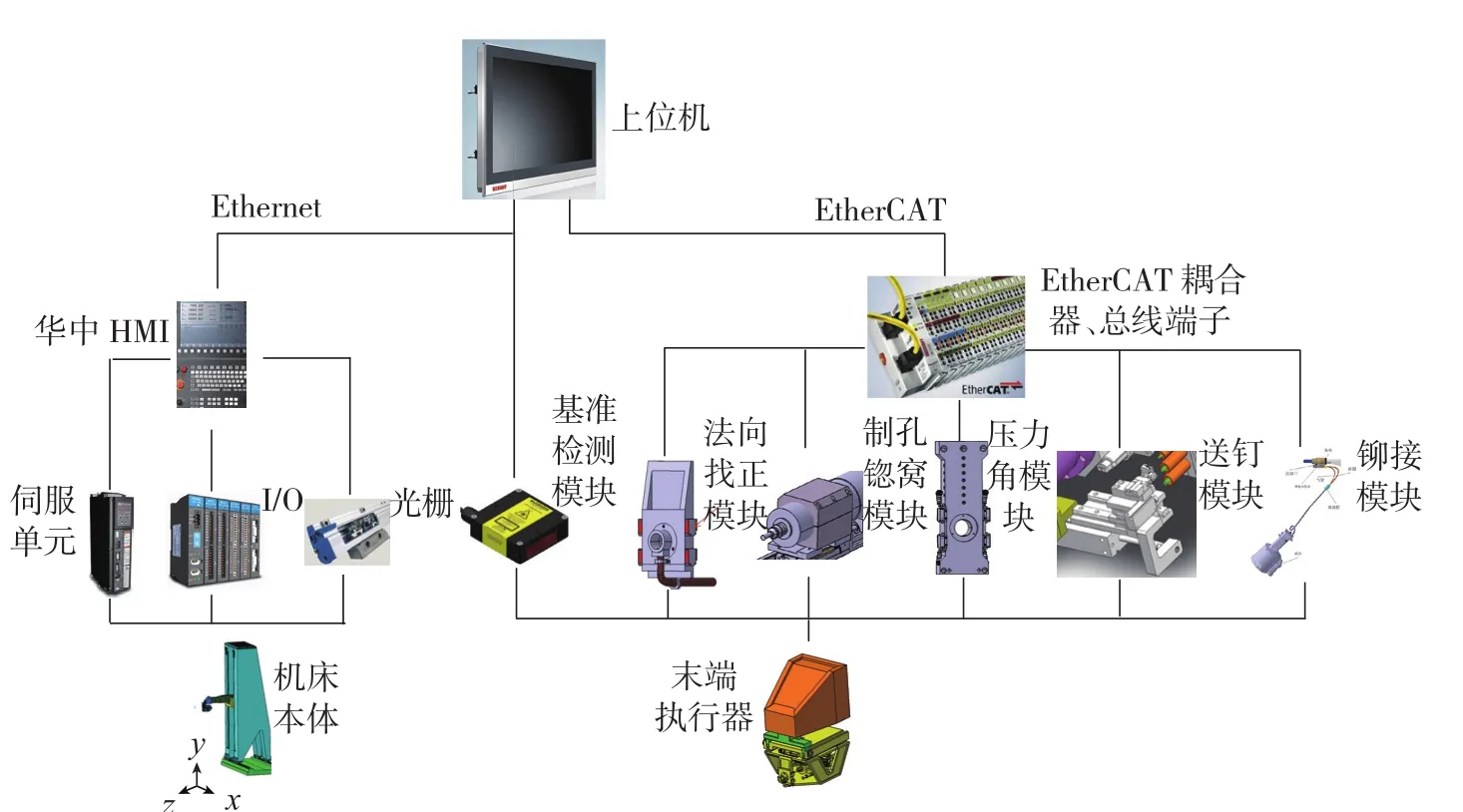
图3 自动钻铆系统硬件组态Fig.3 Hardware configuration of automatic drilling and riveting system
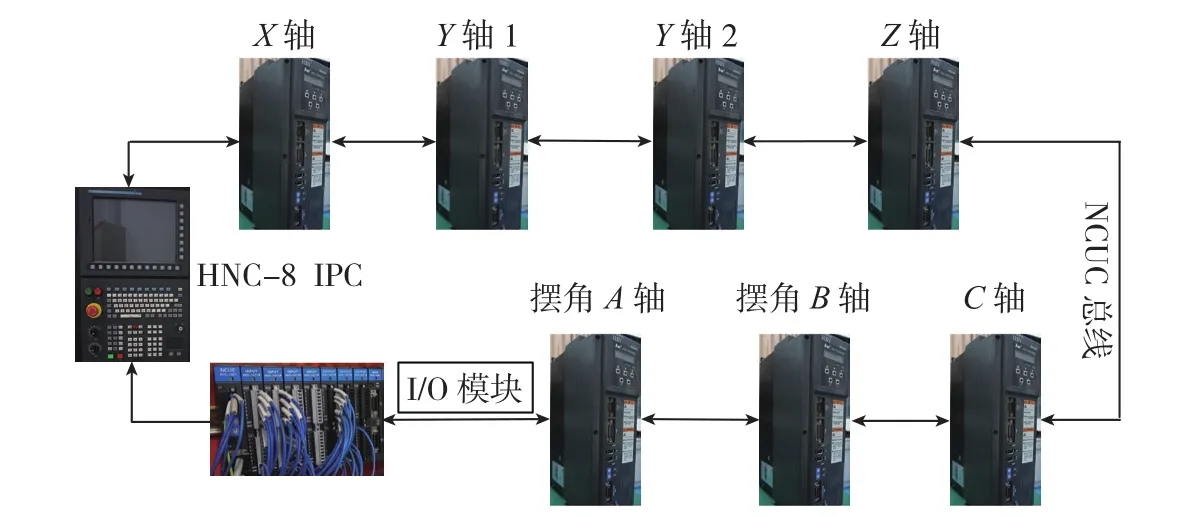
图4 华中数控系统总线Fig.4 System bus of Huazhong numerical control
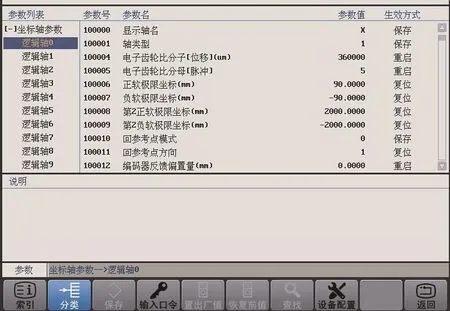
图5 HNC-8系统参数Fig.5 HNC-8 system parameters
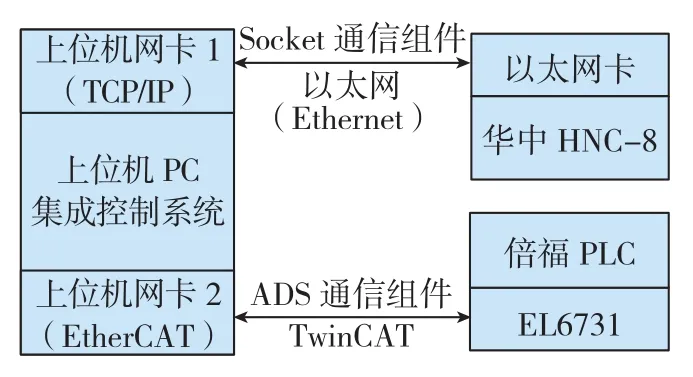
图6 系统通信链路Fig.6 Communication link of the system
倍福PLC控制系统通过EtherCAT现场总线将I/O模块及总线耦合模块与TwinCAT控制软件相耦合,形成完整的通信网络[10]。EtherCAT现场总线是倍福公司自主研发的实时工业以太网。该总线以以太网为基础,具有超快的数据传输速度,灵活的拓扑结构,出色的调试诊断性能,因而极大地提高了系统的实时性能。上位机PC通过网卡2,借助以太网线与倍福EK1100耦合器连接,实现上位机控制系统对末端执行器的实时控制。
控制系统软件组态
在软件层面,主要有上位机集成控制软件、倍福PLC控制程序、HNC-8系统软件等。当同时运行这几种软件时,需要进行主从结构设定,时序控制规划,通信接口开发等,从而使软件系统能够稳定、有序地协同执行各部分指令,完成既定任务。
1 软件组态整体方案设计
上位机集成控制软件在系统软件组态中处于主导地位,负责规划整个钻铆系统的加工任务,监测现场加工任务的执行情况,如图7所示。上位机集成控制软件向HNC-8数控系统发送点位指令,控制各坐标轴运动到指定位置;向倍福PLC控制程序发送加工指令,获取现场数字量模拟量数据并调用相应算法程序处理,进而控制完成调姿、钻铆等加工任务。
HNC-8数控系统获得上位机控制系统发送的点位信息后执行完成指定运动,并向上位机反馈此时的位姿信息。
倍福PLC控制程序接收上位机控制系统加工参数设置、被控设备动作等加工指令,从而实现加工任务。同时完成对各数字量与模拟量的数据采集与控制并向上传输给上位机控制系统。
2 上位机集成控制软件架构
上位机集成控制软件采用界面层与逻辑层相分离的设计思想。用户界面层独立于核心功能层设计,以XML文件为载体与核心功能层相关联。
用户界面层选用Duilib界面库进行开发设计,按照自动钻铆控制系统功能划分为5个模块,以分层页面的形式加以设计和管理。核心功能层选用UML可视化语言构建软件的整体框架,将整个底层分为通信控制、数据库管理、报警管理、日志管理等模块,并设置统一函数接口调用上述功能模块,方便用户在界面上的操作能得到快速、准确的传达和执行,如图8所示。
数据库管理模块作为数据库应用的接口,主要用于存储管理用户信息、刀具库信息、现场测量数据以及系统关键信息等。采用微软公司推出的关系型数据库管理系统SQL Server作为数据库软件,同时在控制软件中要包含其静态库文件。
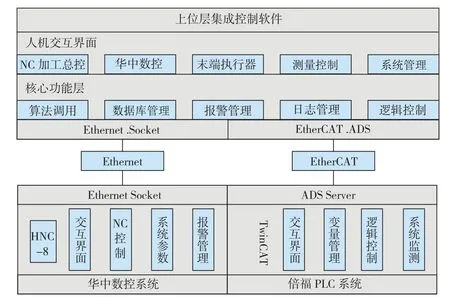
图7 控制系统软件组态Fig.7 Software configuration of the control system
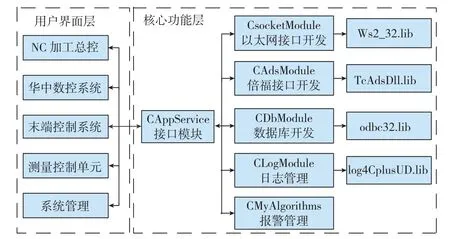
图8 集成控制软件架构Fig.8 Software architecture for integrated control
报警管理和日志管理模块作为日志和报警管理接口,主要用于软件、设备操作日志管理和系统故障报警信息管理。选用C++开源日志库log4cplus进行日志管理。log4cplus将日志信息和报警信息分别生成两份Text文件,并对这些信息进行编号和等级划分。
同时重点开发通信控制模块,选用高效、稳定的通信方式和协议完成上位机集成控制系统与下位层HNC-8数控系统、倍福PLC控制程序之间的数据交互,切实发挥上位机集成控制软件在加工控制系统中的主导作用。
系统通信接口开发
上位机控制系统与华中数控系统的通信采用Socket套接字方式,根据钻铆加工需求开发出多种工作模式。上位机控制系统既可以作为服务端,也可以作为客户端,从而获得更强的兼容性。
1 Socket通信基础
网络中进程之间进行相互通信的基本前提是能够对进程实现唯一的标识。IP层的“IP地址”可以唯一标识网络中的主机,而TCP层的“协议+端口”可以唯一标识主机中的一个进程。因而TCP/IP协议族可以通过3个以上参数在网络中对进程进行唯一标识。
Socket把TCP/IP层复杂的操作化简为几个简单的接口,直接调用这些接口就可以实现进程在网络中的通信[11]。它将一个Socket与TCP/IP协议的3个参数绑定,在不同主机间建立双向通信的端点,协议的应用层就可以通过套接字接口区分来自不同网络连接或不同应用程序进程的通信,从而使数据并发传输。
2 上位机软件通信接口开发
在windows平台下进行HNC-8的通信接口开发,需要将HNC-8的相关软件包文件加载到软件的工程文件夹中。然后在上位机软件中调用华中数控提供的接口函数完成通信。
上位机与华中数控通信采用Socket通信具体实现过程:
(1)设置HNC-8数控系统参数。将系统NC参数中“是否启动网络”值设置为1,即允许进行网络通信。
(2)配置Microsoft Visual Studio开发环境。在附加包含目录中加入接口函数头文件的路径;在附加依赖项中加入lib库文件路径;在生成的目标文件所在文件夹中加入dll文件。
(3)绑定本地IP地址和端口。调用HNC_NetInitNetInit(const Bit8*ip, uBit16 port)函数,将两个参数分别设置为上位机的IP地址和端口号,完成与套接字的绑定。
(4)向华中数控系统发送连接请求。调用HNC_NetConnect(constBit8 *ip, uBit16 port)函数,将两个参数分别设置为向华中系统IP地址和端口号。华中系统接受请求后完成连接。
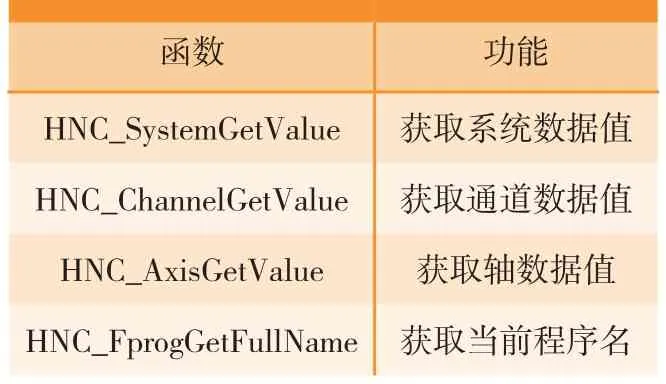
表1 华中数控系统接口函数
在完成接口开发后,便可以利用HNC-8数控系统预留的函数接口完成上位机与华中系统的数据交互,实现上位机对华中系统的控制。常用函数接口如表1所示。
华中数控以太网通信试验
针对复合加工机床控制系统,以上述软件架构进行上位机集成控制软件编写。同时完成华中数控通信接口的开发,并在复合加工机床上进行通信试验验证。
结果如图9所示,华中数控系统成功与上位机软件完成通信连接,能够执行上位机软件下发的运动指令。同时上位机软件能够读取华中数控系统当前的状态信息,并以100ms为刷新周期在软件界面上显示。
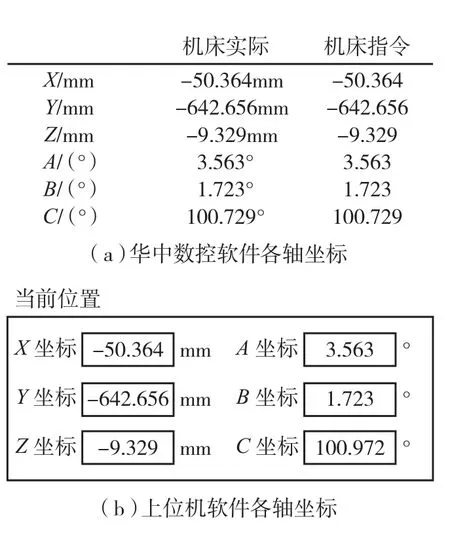
图9 通信试验结果Fig.9 Results of the communication experiment
结论
(1)对机身大部件复合加工机床控制系统进行总体架构设计,采用Ethernet和EtherCAT两种通信方式实现系统由上而下的控制。
(2)华中HNC-8数控系统能够满足钻铆系统的运动控制要求,完成加工任务。
(3)集成控制软件运行稳定,通信响应迅速,充分发挥了其主导作用。
参 考 文 献
[1]卜泳,许国康, 肖庆东. 飞机结构件的自动化精密制孔技术[J].航空制造技术,2009(24): 61-64.BU Yong, XU Guokang, XIAO Qingdong.Automatic precision drilling technology of aircraft structural part[J]. Aeronautical Manufacturing Technology, 2009(24): 61-64.
[2]骆金威, 龚清洪. 面向飞机结构件加工的数控机床的发展方向[J].航空制造技术 , 2015(5): 54-57.LUO Jinwei, GONG Qinghong. Development derection of CNC machine tool for aircraft structure part processing[J]. Aeronautical Manufacturing Technology, 2015(5): 54-57.
[3]陈循介. 当今世界机床的技术发展趋势[J]. 精密制造与自动化, 2014(4): 1-2.CHEN Xunjie. Technological development trend of machine tool nowadays[J]. Precision Manufacturing and Automation, 2014(4): 1-2.
[4]LUM N, LUO Q. E7000 ARJ—Manual flexible tooling for horizontal riveting system[J].SAE International Journal of Aerospace, 2014,7(2): 241-245.
[5]洪鹏,田威. 基于构架和构件复用的飞机自动钻铆开放式数控系统[J]. 航空精密制造技术 , 2016,52(1): 39-42.HONG Peng, TIAN Wei. Automatic drilling and riveting open NC system based on architecture and component reuse[J]. Aviation Precision Manufacturing Technology, 2016,52(1): 39-42.
[6]章斌, 陈科. 华中数控宏程序的应用和推广[J]. 工业控制计算机, 2010, 23(6): 49-51.ZHANG Bin, CHEN Ke. Applycation and popuIarize for Huazhong NC macro programs[J].Industrial Control Computer, 2010, 23(6): 49-51.
[7]戴家隆, 沈建新, 田威, 等. 自动化钻孔系统柔性控制[J]. 南京航空航天大学学报 , 2012, 44(S1): 56-59.DAI Jialong, SHEN Jianxin, TIAN Wei, et al. Flexible control of automatic drilling system[J].Journal of Nanjing University of Aeronautics &Astronautics, 2012, 44(S1): 56-59.
[8]宋宝, 陈灏, 唐小琦. 现场总线NCUC-Bus的技术特点与应用[J]. 金属加工(冷加工 ), 2012(8): 58-61.SONG Bao, CHEN Hao, TANG Xiaoqi.Technical characteristics and application of field bus NCUC-Bus[J]. Metal Working (Metal Cutting), 2012(8): 58-61.
[9]MA X B, HAN Z Y, WANG Y Z, et al.Development of a PC-based open architecture software-CNC system[J]. Chinese Journal of Aeronautics, 2007, 20(3): 272-281.
[10]康存锋, 林志磊, 马春敏, 等. 基于TwinCAT主站的EtherCAT实时以太网分析与研究[J].现代制造工程, 2010(11): 16-18.KANG Cunfeng, LIN Zhilei, MA Chunmin,et al. Study on EtherCAT with TwinCAT master[J]. Modern Manufacturing Engineering,2010(11): 16-18.
[11]文显琼, 张继荣. 基于Socket的网络编程及其实现[J]. 软件导刊, 2012, 11(2):97-98.WEN Xianqiong, ZHANG Jirong. Socketbased network programming and implementation[J].Software Guide, 2012, 11(2): 97-98.
猜你喜欢
凤凰动漫(军事大王)(2022年1期)2022-04-19
华中建筑(2021年12期)2022-01-17
湘潮(上半月)(2021年10期)2021-12-02
河北农机(2020年10期)2020-12-14
当代水产(2019年2期)2019-05-16
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
凿岩机械气动工具(2017年2期)2017-07-19