
风电叶片全寿命周期性能研究*
2017-05-15 01:49:36唐荆陈啸杨科
风能 2017年1期
文 | 唐荆,陈啸,杨科
风电叶片全寿命周期性能研究*
文 | 唐荆,陈啸,杨科
中国并网型风电产业始于1990年,2005年进入高速发展阶段,经过2011年-2013年间的行业探索和调整,目前中国风电产业发展模式已基本进入到重效益、重质量、重电量的稳步增长阶段。图1展示了2005年-2015年中国风电新增和累计装机容量变化趋势。由于在2005年-2010年中国风电发展高峰期大量投入建设和运行的风电机组已经进入5年-20年中后期服役期,普遍超出风电制造企业5年质保期,因此风电机组运维市场格局出现了新机遇和新变化。另一方面,随着我国风电装机容量的快速增加,大批兆瓦级新型风电机组产品投入规模化生产运行,势必会对风电机组的质量安全和运行可靠性提出更高要求。
风电机组的设计寿命通常为20年,在其生命周期中,由于受到各种环境、载荷、材料等因素的不利影响,机组各个部件都不可避免地产生累积损伤、抗力衰减和功能退化。而风电机组往往处于气候变化多端的高山、荒原和海洋,部件出现故障的概率比在普通环境下更高。英国凯思内斯郡风电场信息论坛(Caitness Windfarm Information Forum)发布了1996年-2015年英国风电机组在服役期间发生事故的统计数据,图2中可看出1996年-2000年风电机组年平均事故次数为21次,随后每5年的年平均事故次数分别为57、118、163。随着风电市场的扩大,更多质量不一的机组投入运行,并且机组部件损伤随着运行时间经年累月不断增多,失效事故更加频繁。为了满足风电机组设计寿命和预期可靠性要求,提高机组效率,必须定期检查维修和更换部件。有文献统计了国内某50MW风电场年度运营成本情况,发现维护和更新成本在质保期内、外分别占总成本的50%和65%,并随着损伤累积而逐年增加。因此,减少风电机组部件的故障和损伤是提高风电场可靠性和经济性的关键之一。
风电机组是一个由多种机械、电气和控制部件构成的复杂系统,任一部件出现故障或损伤都将导致机组性能降低甚至停运。E. Echavarria等对德国250MW风电项目的1500多台风电机组在15年间的运行故障情况进行了统计分析,发现在前十年服役期中有538台风电机组更换了947个部件,共发生了近1400次故障,每年每台风电机组平均的部件更换数量统计见图3。其中,更换次数最多的机组部件依次是叶片、发电机和齿轮箱。叶片是风电机组的关键部件之一,也是风电机组中成本最高的部件,约占15%-20%,其结构性能和服役寿命很大程度上决定着整个机组的发电效率和经济效益。因此, 研究风电叶片的损伤机理和修补方法对解决风电机组的可靠性和经济性问题至关重要。
风电机组全寿命周期可靠性
风电机组包含的设备类型和数量较多,虽然各设备的设计寿命要求不低于20年,但由于退化机理、服役环境、承受载荷和维护策略的差别,各个设备寿命存在差异,难以建立一个统一的可靠性模型。目前多采用两种方法来实现风电机组的可靠性评估和预测,一种基于可靠性指标,另一种基于性能退化分析。前者以风电机组的停运统计数据为参考,如故障率或停运率、平均故障停运时间等;后者通过设备或材料在全寿命周期内的性能退化规律进行建模分析。由于性能退化规律考虑了全寿命周期内的时间因素影响,可作为结构设计的参考;同时又具有实时性,能满足状态维修的需求。因此,本文采用性能退化分析方法,以风电叶片为例,来阐述风电机组的全寿命周期性能。
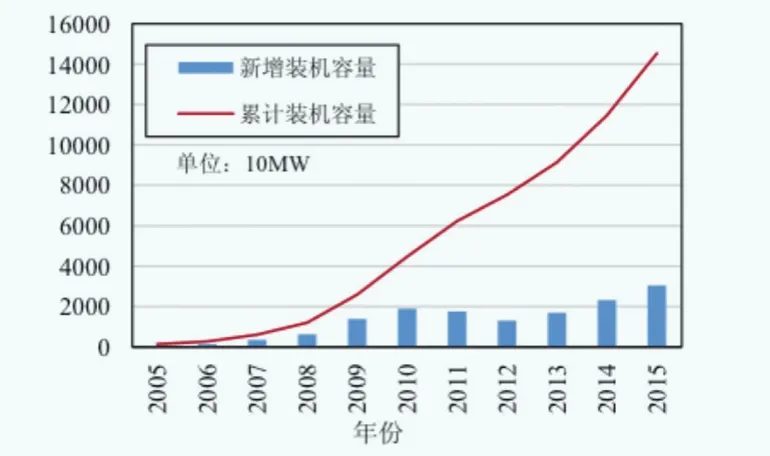
图1 2005年-2015年中国风电新增及累计装机容量(数据来源:CWEA)
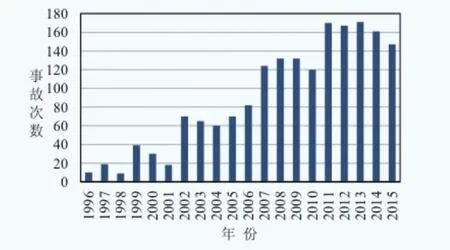
图2 1996年-2015年英国风电机组事故统计
风电叶片全寿命周期性能研究
一、叶片生命周期阶段
风电叶片一般采用纤维增强复合材料制造而成,叶片质量和性能受到原材料、制造技术、生产工艺、服役环境和人为因素的影响。根据叶片服役的时间历程和性能变化,叶片生命周期一般可分为制造加工、运输安装、运行维护和退役处理四个部分,如图4所示。
(一)制造加工
在叶片制造成型过程中,往往会由于材料本身的性能不稳定、成型工艺条件掌握不好或者模具设计不合理等因素,使叶片出现表面或内在缺陷,从而影响叶片性能。例如,目前国内大多使用真空辅助灌注技术,这种制备方法对原材料有一定要求,树脂粘度、胶凝时间和放热峰都要合适。但由于对叶片成型效率的追求、技术控制不到位等原因,叶片在成型过程中会出现很多缺陷,包括气泡、砂眼、浸渍不良、胶粘空洞、钻孔偏差等,如图5。
(二)运输安装
叶片出厂到正式运行发电期间,还会经历吊装-运输-卸车-安装-调试-正式运行这一系列过程,在上述环节中,若操作不当,就可能造成叶片损伤。叶片吊装、捆绑以及碰擦难免会使叶片表面出现伤痕,并且由于叶片涂装,内部缺陷也不易发现,这些将给以后的叶片运行埋下安全隐患。
(三)运行维护
在运行阶段,叶片会经历多次性能退化-修补-性能回复的循环过程。我国风能资源丰富地区主要位于“三北”和东部沿海地区,极端气象出现频繁,例如结冰、沙尘暴、盐雾、台风和雷暴等;长期弯扭受力和周期性振动也会对叶片疲劳性能产生影响。叶片长期处于严寒酷暑的冷热循环、尘埃碎片侵蚀、极端天气危害以及反复疲劳的复杂服役环境中,日复一日加剧叶片磨损、老化和腐蚀,使叶片出现壳体分层、表面开裂、脱胶等损伤,叶片结构性能下降,如图6(a)。同时,由于叶片翼型污损和侵蚀,气动参数发生变化,气动性能下降,导致机组发电效率降低,影响风电场经济效益。
为了恢复叶片性能,延长叶片服役寿命,需要对叶片进行定期检查和维修。有研究表明,针对已经出现轻微损伤的叶片进行修补,可使其性能恢复到原设计性能的90%以上。对于不同类型的叶片缺陷或损伤有不同的修复方法,尽早修补能减缓损伤扩大,最大化地减小维修费用,降低发电损失。例如前缘和后缘损伤在早期容易修补,见图6(b);叶根裂纹必须尽早发现,避免引发灾难性破坏;表面裂缝会使水渗入复合材料,严冬时结冰将加速内芯损坏;开裂若不尽快修补,将加剧蒙皮破坏,导致叶片整体失效。
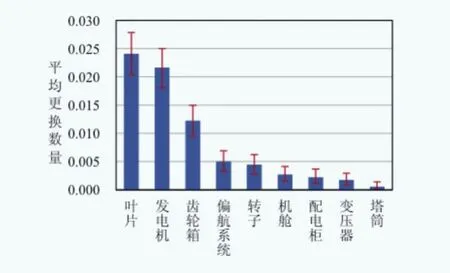
图3 每年每台风电机组的主要部件更换数量

图4 风电叶片生命周期四个阶段

图5 叶片制造工艺缺陷
(四)退役处理
风能为清洁能源,但目前风电叶片所普遍使用的复合材料属于热固性材料,很难自然降解,退役叶片的处理问题将会成为制约风电行业可持续发展的关键之一。废弃叶片的处理一般采用填埋、露天堆放或燃烧等方法,基本上不再回收利用。随着风电叶片尺寸越来越大,数量激增,它们退役后会给环境造成不可忽视的影响。目前,有研究正在探索热固性复合材料分离处理技术的可行性,热塑性复合材料叶片也在从概念一步步走向应用。
二、叶片性能退化规律
叶片材料经历了木制、布蒙皮、铝合金等时期,随着风电机组的大型化,具有高比强度的复合材料叶片发展起来。复合材料与均质材料(如金属)的破坏规律不同,见图7。金属在服役初期没有明显的性能退化,而复合材料在疲劳循环早期时就开始出现损伤,随后会经历一段漫长而平缓的破坏演变期;第三阶段复合材料会出现多种多样的破坏形式,包括基体开裂、纤维断裂、分层扩展等,在多种因素的共同影响下材料性能快速下降,最终导致灾难性破坏。
图7还显示了复合材料的刚度、强度随疲劳周期的退化规律,可分为三个阶段。刚度退化曲线中,第一和第三阶段刚度快速退化,而第二阶段刚度退化呈平缓而线性的特征。刚度对于叶片寿命预测和残余强度计算有重要作用,刚度退化情况与层压板组成、材料性能以及疲劳载荷类型有关,通常可由载荷-位移实验数据计算获得。复合材料强度在疲劳寿命早期阶段呈缓慢下降趋势,随着损伤积累,强度逐渐降低最后快速下降,直到材料完全破坏。
中国科学院工程热物理研究所对某款叶片进行了疲劳试验测试,在不同时间测得静力加载的载荷、位移数据,得到叶片随疲劳循环周期的刚度变化规律,如图8所示。叶片经过200万次循环周期的疲劳加载,刚度总共下降了2.20%。其中,50万次时,叶片刚度下降了1.43%,占刚度下降总量的65%;而在50万次-200万次循环周期中,叶片刚度呈稳定下降趋势,下降幅度占总量的35%。从图8中可看出,叶片在疲劳循环初期的刚度下降速度较快,并且在0万次-200万次内的刚度退化趋势与图7中复合材料刚度退化规律前两阶段相吻合。复合材料和叶片结构在疲劳载荷作用下的这一相似规律,是叶片在服役初期发生破坏较多的原因之一。
三、叶片损伤性能分析

图6 叶片服役损伤及修补

图7 复合材料与金属性能退化规律

图8 叶片结构试验测试刚度退化规律
虽然与传统金属材料相比,复合材料具有比强度和比刚度高、疲劳性能好、耐腐蚀等许多优异特性,且可使风电叶片减重25%-30%。但是,叶片复合材料结构对损伤较为敏感,在含有损伤的状态下剩余强度会严重降低。
本文以开孔复合材料层合板为例,分析叶片复合材料结构在压缩载荷下的损伤性能,如图9。有研究结果表明,开孔层板的压缩起始损伤是由孔边0°纤维的微屈曲引起的。对于脆性层板,起始损伤将引起整个层板的迅速失效;而对于韧性层板,起始损伤将形成稳定的损伤扩展,并引发基体压缩破坏和分层,最终导致层板整体失效。图9(c)显示了层合板分别在含损伤和不含损伤情况下的载荷-位移响应曲线,有损伤曲线首先因为起始损伤扩展而刚度变小,在达到最大载荷后急剧下降,呈现出分层失效特征。当压缩位移为1.2mm时,含有损伤的层合板承载能力只有无损伤情况下的41.0%, 其结构性能大大降低。
因此,准确检测出叶片初始缺陷和服役损伤,并及时采取合适的修补措施,将减缓叶片的损伤扩展,恢复叶片原有的性能。
四、叶片性能检测方法
为确保风电叶片在复杂气候条件下长期可靠运行,风电产业发展较快的国家和部分叶片制造商都建立了自己的叶片检测中心,检测内容主要包括静力测试、模态测试、疲劳测试、雷击测试和无损检测等。目前,欧洲已经形成了一系列检测标准和认证体系。
在叶片的出厂检查和运行维护中,损伤与缺陷的确定主要是依靠目视检查和听敲击声的方法。但是,对于复合材料的微观破坏和内部缺陷,则需采用专业设备进行检测。并且目测检查具有主观性和可变性,它所提供的信息只是定性检测结果,不能用于定量评估叶片结构完整度。由于风电叶片缺少比较完善的质检手段和标准,许多叶片生产厂商均迫切提出了建立叶片质量无损检测标准的要求。
目前,应用到复合材料叶片检查的常用无损检测技术有超声波技术、声发射检测技术、红外线成像检测技术和错位散斑干涉技术等,可对叶片进行质量控制和结构部件的现场检验。例如,超声波定位共振光谱能够代替人工敲击测试,通过检测叶片厚度变化,辨别靠近叶片表面的损伤。声发射检测技术对动态缺陷敏感,在缺陷产生和扩展过程中能实时监测,可用于静态试验和破坏试验中。红外线检测技术将不可见的红外辐射转换成可见图像,能检测材料中不同程度和性质的缺陷。错位散斑干涉技术目前多应用于航空和海洋工业中,能识别叶片内部的各种缺陷,包括褶皱、分层、缺胶、孔隙、芯材损伤等,复合材料常用的碳纤维、玻璃纤维、蜂窝和泡沫都适用。图10展示了无损检测技术识别叶片缺陷区域的方法。
除了上述提到的可应用于复合材料叶片的四种无损检测技术外,还有一些常规的设备运行在线监测方法,比如振动监测法、应变测量法等。
上述检测方法在实验室已取得一定程度的成功,但还未在风电机组上得到广泛应用。目前风电机组应用最为广泛的在线监测方法是采用风电场的数据采集与监视控制系统,通过预先安装于机组上的各类传感器,对风电机组运行数据和环境数据进行实时采集。若结合大数据分析手段和互联网系统,充分挖掘数据信息,建立机组状态数据信息平台,可为后续的运维工作提供重要参考。
结论与建议

图9 开孔复合材料层合板压缩分析
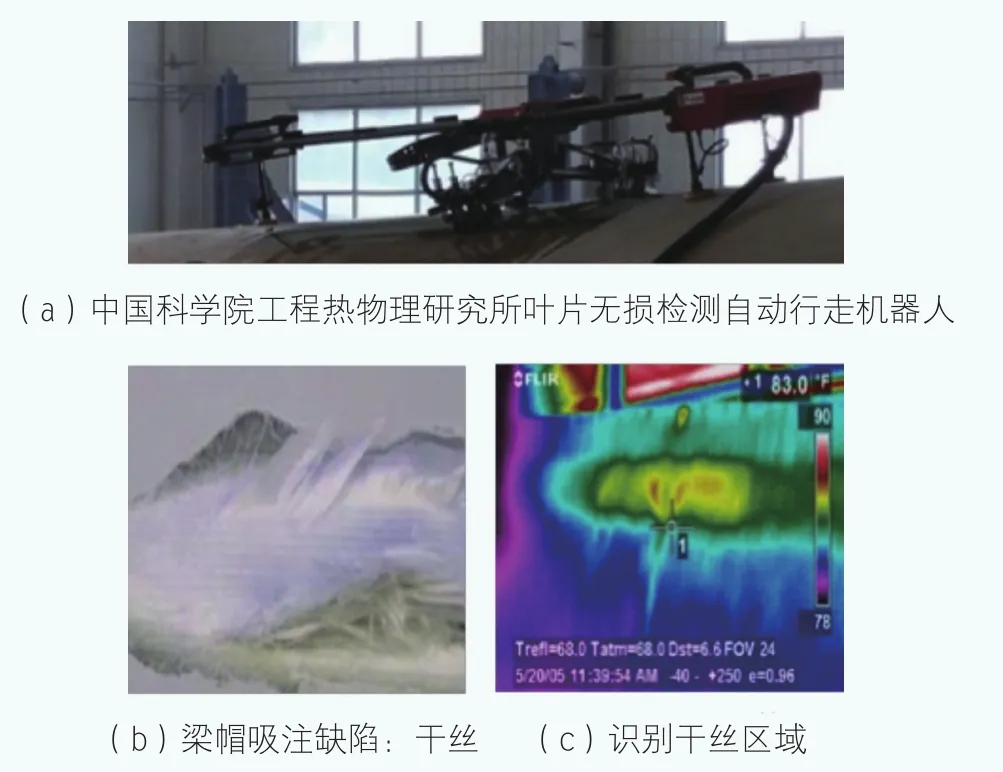
图10 无损检测技术应用
随着我国大量风电机组服役时间逐步超出质保期,风电行业正迎来新的发展阶段。叶片作为风电机组的关键部件之一,其气动结构性能和服役寿命很大程度上决定着整个机组的综合性能和发电效率。风电叶片全寿命周期经历制造加工、运输安装、运行维护和退役处理四个阶段,每个阶段都会对叶片的性能产生影响。通过准确把握叶片性能退化规律,探明叶片结构在全寿命周期内的薄弱环节,从而减少制造过程、服役环境以及人为因素对叶片的损伤,准确检测并及时修补叶片初始缺陷和服役损伤,对提高叶片全寿命性能具有重要意义。
(作者单位:中国科学院工程热物理研究所)
* 国家自然科学基金:弯扭组合载荷作用下复合材料风电叶片承力梁非线性破坏机理研究(项目编号:51405468)
猜你喜欢
中老年保健(2021年8期)2021-12-02 23:55:49
作文评点报·低幼版(2020年3期)2020-02-12 09:08:22
中国材料进展(2019年10期)2019-12-07 05:32:22
华人时刊(2018年17期)2018-12-07 01:02:20
能源(2018年6期)2018-08-01 03:42:00
能源(2018年6期)2018-08-01 03:41:56
能源(2018年8期)2018-01-15 19:18:24
奥秘(2017年12期)2017-07-04 11:37:14
风能(2016年12期)2016-02-25 08:46:38
中学生英语·中考指导版(2015年6期)2015-05-22 17:26:32
