高支精梳纯纺马海毛针织纱工艺研究
2017-05-15 00:40:58倪春锋颜晓青
纺织科技进展 2017年4期
倪春锋,颜晓青,于 勤
(沙洲职业工学院,江苏 张家港 215600)
高支精梳纯纺马海毛针织纱工艺研究
(沙洲职业工学院,江苏 张家港 215600)
分析了马海毛及与其性能相近的几种纤维的理化性能,提出了基于精梳毛纺工艺系统,生产28 tex马海毛精纺针织纱的工艺措施。介绍了生产工艺流程、工艺参数和工艺重点,生产出马海毛纯纺精梳纱。对获得纱线进行了性能测试,结果表明各项性能指标符合后道针织成衣生产要求。
高支精梳纱;纯纺;马海毛;针织纱;工艺
马海毛又称安哥拉山羊毛,主要产于南非、北美、土耳其等地,国内宁夏、陕西、四川有类似的山羊毛,总体产量稀少。马海毛纤维柔软滑爽、弹性好、耐压,有类似蚕丝的特殊光泽,是非常珍贵的纺织原料,其制品具有不同于一般羊毛针织物的独特风格。
目前,马海毛在粗纺混纺产品中的开发利用已较为成熟[1],主要通过与毛、绢、腈等原料混纺,做成大衣呢、针织毛衣、披肩等产品,手感丰满、柔滑细腻,深受消费者欢迎。但由于马海毛存在表面光滑、纤维直、蓬松、卷曲少、抱合力差、比电阻高、容易产生静电等特性,在制条与纺纱时条干差、断头率高、制成率低,导致纯纺生产难度大,因而在精纺产品、尤其是纯纺精梳产品方面,至今国内尚是空白[2]。如何充分发挥马海毛作为高档动物纤维的优秀性能,开发马海毛高支纯纺精梳纱,获得在高品质精梳纯纺针织服装、服饰领域的应用,提升马海毛产品的附加值,是值得研究的课题。
1 原料性能
试验所用马海毛原料由江苏中孚达科技股份有限公司提供(土耳其马海毛),比较所选原料与其他几种相近纤维[3-5]的性能,如表1所示。
从表1中可以发现,马海毛纤维密度较小,这说明马海毛存在髓质层,因而毛质轻而蓬松、柔软,吸湿性好,这也使得马海毛容易上色,具有其他动物纤维无法比拟的染色性能。
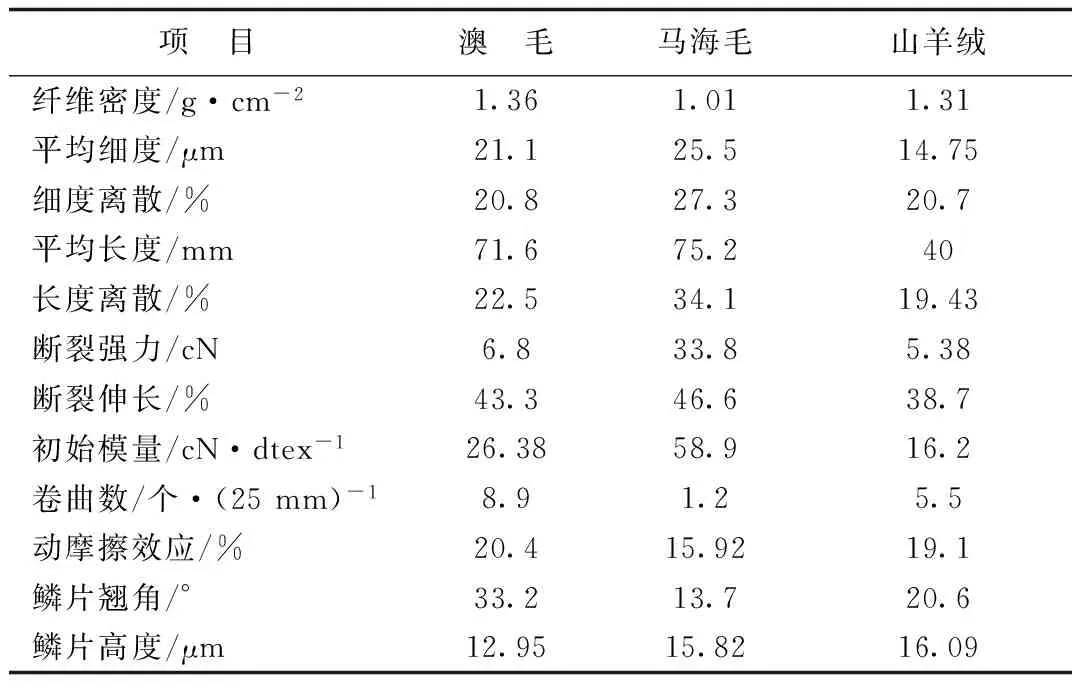
表1 纤维性能
马海毛纤维的平均细度和长度值较大,初始模量是羊毛的2倍多,具有同类纤维中更高的断裂强力,更好的伸长性能,满足精梳纺纱的条件。但同时细度和长度都有较大离散,尤其是长度离散值远高于其他2种纤维。
马海毛鳞片大、翘角很小,说明鳞片间重叠少,鳞片紧贴于毛干,纤维表面平滑,光泽强,为全光毛的典型代表。其卷曲很少、纤维平直,摩擦效应低,因而抱合力差,缩绒性差。
概括而言,马海毛纤维及产品具有手感滑爽,光泽优雅,弹性好,身骨挺括,抗皱性强,洗涤容易,不易沾尘,染色后颜色艳丽等优于一般动物纤维的特殊性能,是高档服用服饰产品的理想原料。但马海毛纤维光滑、几乎无卷曲,纤维长但离散大,可纺性差,毛条散、滑,因而成条困难、纺纱难度大。
2 马海毛纯纺精梳针织纱
2.1 工艺流程
马海毛纤维蓬松、抱合力差,容易造成梳毛机车头部分成网、成条困难。另一方面,纤维长度离散大,在制条和梳理过程中,梳理件不能有效地握持纤维,易缠绕锡林或针板,产生揉搓,形成毛粒。
试验采用精纺多道逐渐针梳工艺,以“梳理柔和、条干均匀、纤维顺直”为宗旨,以“控制浮游纤维、增加抱合力”为手段。工艺路线如下:
和毛加油→梳毛成条→头针→二针→精梳→三针→四针→混条→头针→二针→三针→预粗→粗纱→细纱→络筒→并线→倍捻。
2.2 工艺参数
设计成品纱线用于纯纺轻薄型针织衫,结合马海毛纤维的可纺性能,确定纱线的线密度为27.78 tex×2,遵循“轻定量、小牵伸”工艺原则,各工序工艺参数设置见表2。
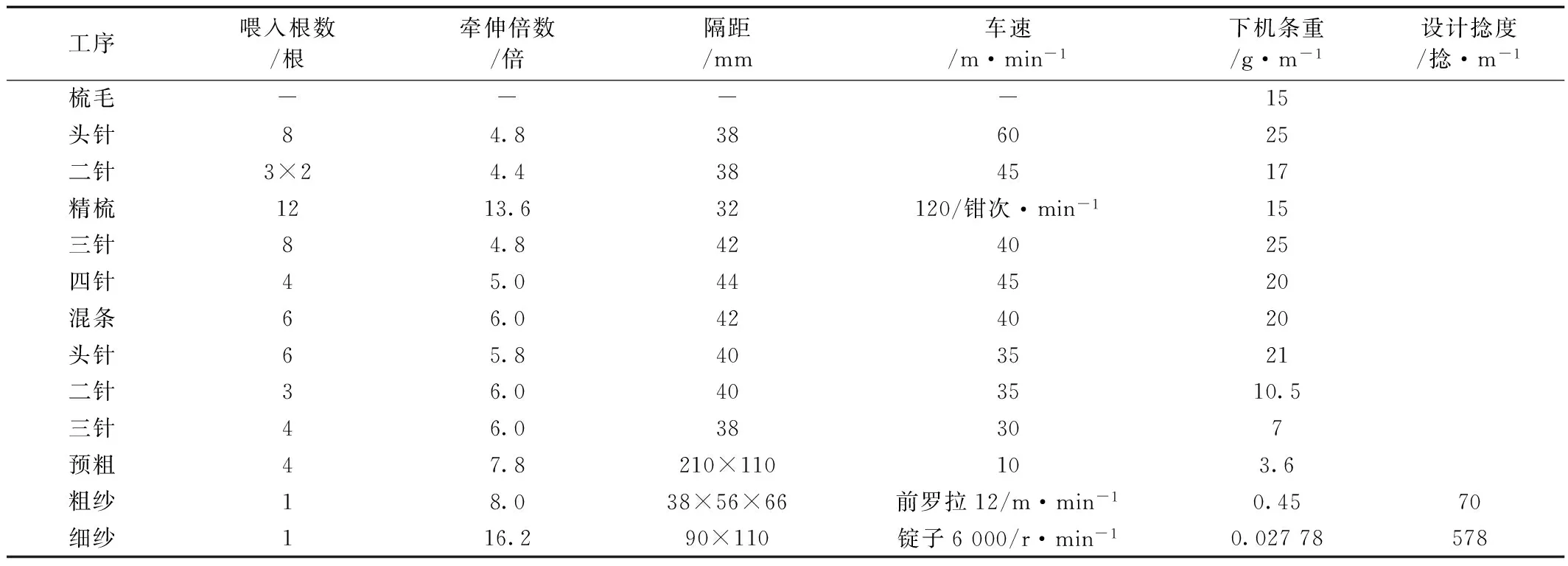
表2 工艺参数设置
2.3 主要工序
2.3.1 和毛加油
对马海毛纤维逐层喷洒和毛油和抗静电剂,并控制回潮率,以减少静电、增加纤维间的抱合。工艺配置为:加入和毛油0.4%,抗静电剂0.2%,抱合剂0.1%,加水19%(均指质量百分数),控制回潮率22%~23%,平衡24 h。
2.3.2 梳毛成条
梳毛工序是整个制条工序的关键性环节,直接影响后道工序半制品质量。由于马海毛纤维蓬松、易产生静电,在普通梳毛机上进行纯纺制条时,容易引起纤维绕锡林,形成毛粒。为此,一是要采用小定量,控制出条速度在13~15 g/m;二是采用大隔距,工作辊与锡林隔距比正常隔距大0.02 mm。
另外,从梳理系统出来的毛网因纤维间的抱合力不足以克服毛网自重,在集合器集合成条前常会发生断裂破碎,无法成条。这也是通常马海毛需与普通羊毛或化纤混纺的原因之一。为此采用两侧压缩空气辅助集合毛网,并在圈条器上方安装毛条假捻器[6],以确保顺利成条(精梳、针梳工序也需要安装该装置)。
2.3.3 针梳
多道逐渐针梳可保证纤维顺直、条干均匀。梳毛机制成的毛条首先要在一定湿度下密闭堆放24 h,以充分放湿、吸湿,消除毛条内应力,增加抱合力,提高纱线的可纺性,针梳工艺以“小牵伸、大隔距、轻定量、低车速”为原则。
需要注意两点:(1)马海毛条结构松散、抱合力差,毛条在针梳机的喂入导条平台上被动前移时,极易导致意外牵伸,形成断条,为此可在导条平台上增设主动前行的同步导条输送带,防止产生意外牵伸(精梳机喂条部分也做同样的改进)。(2)混条工序后的头针应补加油水,加和毛油0.20%~0.25%,抗静电剂0.2%~0.3%,抱合剂0.15%,控制回潮20%~22%。
2.3.4 精梳
根据马海毛纤维的特点,重点考虑以下两个方面:一是兼顾毛条质量和制成率,拔取隔距应偏大掌握;二是防止产生毛粒,喂入负荷不能太大。为此采用“加大隔距、轻定量、低车速”工艺。
2.3.5 预粗
在粗纱前增加预粗工序,目的是分担粗纱工序的牵伸压力,防止粗纱工序因牵伸大造成条干不匀或断条。采用FM5P卧式双皮圈搓捻粗纱机,大隔距、中低牵伸、低车速工艺,确保粗纱条干质量,控制下机条重3~4 g/m。
2.3.6 粗纱与细纱
由于毛型后纺设备皮圈较长,对长度离散大的纤维不能有效控制,容易造成条干不匀,为此对粗纱牵伸部分进行改造。采用滑溜牵伸装置,根据马海毛纤维的长度选用中皮辊滑溜槽深度2.0 mm,使摩擦力界分布合理,纤维得到有效控制,防止牵伸不匀或纤维损伤。
粗纱定量在0.4~0.5 g/m,既照顾细纱牵伸,又保证粗纱退绕。细纱牵伸16~18倍,稍大隔距,减少纱线的毛羽和毛粒,提高纱线质量。细纱捻系数偏大掌握,上机捻度576捻/m。
3 检验测试
江苏某公司采用上述工艺,进行了28 tex×2精梳纯纺马海毛针织纱的生产试验,并以此为原料织制了毛衫。对最终成纱质量进行测试,结果表明各项指标均达到了后道织造的要求。测试数据如表3所示。

表3 精梳纯纺马海毛针织纱试验数据
4 结语
马海毛常用于粗纺混纺针织物,但通过工艺优化和设备改进,可以实现高支纯纺精梳纱的正常生产。28 tex×2纯纺精梳纱应用于针织面料开发,成衣细洁光滑,色调丰富柔和,手感薄爽挺滑,产品填补了国内空白。精梳纯纺的工艺控制应结合马海毛抱合力差,毛条散、滑,落毛率大,制成率较低的特点,合理设置工艺,各工序以“小牵伸、低速度、大隔距”为原则,使梳理柔和、条干均匀;同时,对梳毛、针梳、精梳等设备的关键部件应进行适当改造。
[1] 柳中笑. 羊毛/马海毛混纺产品的开发及加工性能[J].毛纺科技,2008,(3):37-39.
[2] 柳 昕. 仿马海毛产品工艺设计初探[J]. 天津纺织科技,2012,(1):26-30.
[3] 李维红,席 斌,郭天芬,等. 7种特种动物纤维的性质·特点和微观结构观察[J].安徽农业科学,2010,(19):23-25.
[4] 陈前维,张一心,张 引,等. 纺织用特种动物纤维基本物理机械性能对比研究[J].中国纤检,2008,(9):38-40.
[5] 邓丽娟,孙润军,武 燕. 特种动物纤维在毛纺新产品开发中的应用[J].毛纺科技,2006,(8):37-40.
[6] 倪春锋. 精梳纯纺牦牛绒制条技术研究[J].毛纺科技,2012,(8): 13-16.
[7] 倪春锋. 高支精梳纯纺牦牛绒机织纱关键技术研究[J].毛纺科技,2012,(11): 6-9.
欢迎订阅《纺织科技进展》杂志!
邮发代号:62-284
海外发行代号:DK51021
Study on Knitting Yarn Process of High-count Worsted Pure Mohair
NI Chun-feng, YAN Xiao-qing, YU Qin
(Shazhou Professional Institute of Technology, Zhangjiagang 215600, China)
The physical and chemical properties of mohair and other fibers with similar properties were analyzed. The technological measures of producing 28 tex mohair worsted knitting yarn based on the worsted spinning system were proposed. Production process, process parameters and key technology were introduced. Worsted pure mohair yarn was produced and properties of the yarns were tested. The results showed that the performance indexes were in accord with the production requirements of knitted garment.
high-count worsted yarn; pure spinning; mohair; knitting yarn; processing
2017-03-01;
2017-03-10
江苏省青蓝工程资助项目(苏教师(2014)23号);2015中国纺织工业联合会科技指导性项目计划(第一批)(2015040);沙洲职业工学院教授工作室基金项目(20140901)
倪春锋(1969-),教授,主要研究方向为特种动物纤维精细化加工与产品创新研究,E-mail:jsncf@qq.com。
TS104.7
A
1673-0356(2017)04-0020-03
猜你喜欢
纺织标准与质量(2022年5期)2022-10-27 06:52:38
棉纺织技术(2022年5期)2022-05-18 09:44:32
毛纺科技(2021年8期)2021-10-14 06:51:34
纺织器材(2020年5期)2020-12-21 04:05:10
现代信息科技(2020年5期)2020-07-27 12:10:17
福建基础教育研究(2020年3期)2020-05-28 08:39:55
——具有历史感的工具
国际纺织导报(2020年1期)2020-04-25 02:27:04
纺织科技进展(2019年4期)2019-04-30 06:31:06
棉纺织技术(2019年4期)2019-04-10 09:21:58
中国科技纵横(2015年17期)2015-09-19 09:21:56