装饰微薄木胶合工艺优化技术研究
2017-05-15 01:56:05沈金祥李小科
林业机械与木工设备 2017年5期
沈金祥, 杨 旭, 李小科, 张 建
(1.德华兔宝宝装饰新材股份有限公司,浙江 湖州 313200;2.浙江省木业产品质量检测中心,浙江 湖州 313009;3.浙江省林业科学研究院浙江省竹类研究重点实验室,浙江 杭州 310023)
研究与设计
装饰微薄木胶合工艺优化技术研究
沈金祥1, 杨 旭2, 李小科2, 张 建3*
(1.德华兔宝宝装饰新材股份有限公司,浙江 湖州 313200;2.浙江省木业产品质量检测中心,浙江 湖州 313009;3.浙江省林业科学研究院浙江省竹类研究重点实验室,浙江 杭州 310023)
采用Design Expert软件,以横向抗张强度为检测指标,以热压时间、热压温度和涂胶量作为影响因素,对装饰微薄木胶合工艺进行优化研究,得到装饰微薄木横向抗张强度与各因素变量之间的数学模型。优化后的装饰微薄木胶合工艺为热压温度110 ℃、热压时间60 s、涂胶量20 g/m2;装饰微薄木横向抗张强度达到0.90 N/mm,约为优化前的2倍。
装饰微薄木;无纺布;横向抗张强度;优化
装饰微薄木是由微薄木与背衬材料热压胶合而成,厚度在0.5 mm以下,主要用于家具、木门、木线条等产品的饰面包覆。该产品的胶合工艺与胶合板、细木工板等人造板产品相似,热压温度、热压时间、热压压力和涂胶量是其热压胶合工艺的关键因素,但由于产品厚度方面存在差异,使得其在胶合工艺上也存在不同之处。我国李年存、张德文、杨勇等学者分别对装饰微薄木胶合工艺进行了相关研究[1-3],由于装饰微薄木占木业产品的总量非常小,而且厚度、树种等方面存在差异,缺少对其胶合工艺、产品质量评价等方面的系统研究。本文以装饰微薄木的横向抗张强度为响应值,采用Design Expert软件对其进行试验设计、指标分析和参数优化,以期提高装饰微薄木的横向抗张强度,获得科学合理的胶合工艺技术,为装饰微薄木生产提供技术支撑。
1 试验材料
(1) 微薄木:德华兔宝宝装饰新材研究院提供,样品规格为1 500 mm×250 mm×0.2 mm,树种为樱桃木,含水率14%~16%,裁成规格为250 mm×250 mm×0.2 mm的试件。
(2)背衬材料:无纺布,规格为25 g/m2。
(3)胶黏剂:改性三聚氢胺脲醛树脂,德华兔宝宝装饰新材研究院提供,pH值7.5、固体含量55%。
2 试验设备
BY214×8/5型热压机,苏州华翔机械有限公司生产;HH-LL100型微型拉力试验机,测量范围0~100 N,杭州华翰造纸检测仪器设备有限公司生产。
3 试验设计
试验选取热压温度、热压时间和涂胶量为影响因素,采用3因素3水平的响应面设计,热压压力为固定值1.0 MPa。试验因子及水平见表1。装饰微薄木胶合工艺为:首先将改性三聚氢胺脲醛树脂胶与面粉、固化剂等按一定比例进行调胶,然后对背衬材料进行手工涂胶并与微薄木进行组坯,组坯后进行热压,热压结束后取出,自然冷却至室温,放置24 h后测试其性能。装饰微薄木主要测试横向抗张强度,测试方法参照GB/T 12914《纸和纸板 抗张强度的测定》中“4方法A-恒速加荷法”进行,试件尺寸为100 mm×15 mm,试件数量为10个,试件断裂时间控制为(30±10)s,结果取平均值。
表1 试验因子及水平
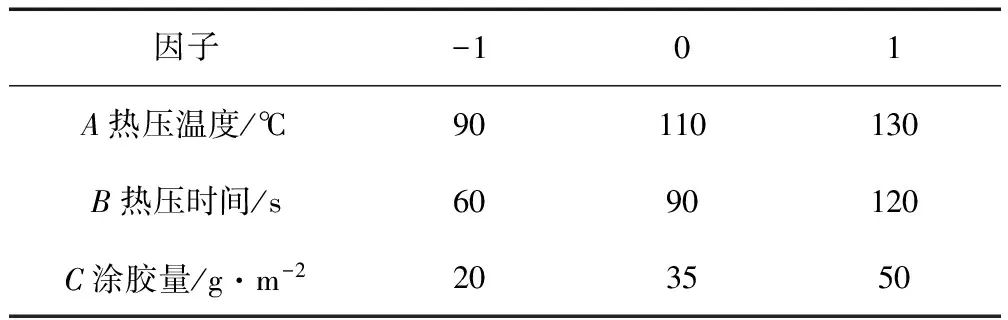
因子-101A热压温度/℃90110130B热压时间/s6090120C涂胶量/g·m-2203550
4 试验结果与分析
樱桃木装饰微薄木横向抗张强度测试结果见表2。
表2 装饰微薄木横向抗张强度测试结果

试验号因子与水平-101横向抗张强度/N·mm-1试验号因子与水平-101横向抗张强度/N·mm-11-1-100
猜你喜欢
科教新报(2022年22期)2022-07-02 12:34:28
装备制造技术(2021年9期)2021-12-17 14:03:28
装备制造技术(2021年2期)2021-07-21 05:38:22
粘接(2021年1期)2021-06-10 01:06:39
科学与财富(2021年34期)2021-05-10 16:54:31
航空制造技术(2020年14期)2020-09-06 07:36:40
重型机械(2020年2期)2020-07-24 08:16:10
绿色建筑(2020年1期)2020-07-15 06:42:28
中国证券期货(2016年10期)2016-11-18 13:39:14
领导文萃(2015年7期)2015-04-15 18:06:38