减压自动煮茧机调整保护特征及效果分析
2017-05-13 08:19:14刘季平卜献鸿
纺织科技进展 2017年4期
刘季平,卜献鸿,2
(1.四川省丝绸科学研究院,四川 成都 610031;2.四川省丝绸工程技术研究中心,四川 成都 610031)
减压自动煮茧机调整保护特征及效果分析
刘季平1,卜献鸿1,2
(1.四川省丝绸科学研究院,四川 成都 610031;2.四川省丝绸工程技术研究中心,四川 成都 610031)
煮茧包含渗透、蒸煮、调整保护3个过程。调整吸水是煮茧的一个重要环节,在调整过程中,茧层、茧腔吸入热水,使茧丝丝胶胶着力降低,丝胶得到膨润和一定量的溶失,同时不断降温,使丝胶得到一定程度凝固,有利于茧丝依次离解。介绍了长笼循环煮茧机调整煮茧过程及存在的不足,分析了减压自动煮茧机调整保护特征及效果。根据原料茧茧质情况,合理设置调整吸水的水温及数量,达到高质量的煮茧效果。
减压自动煮茧机;调整吸水;工艺效果
1 调整保护在煮茧中的作用
煮茧包含了渗透、蒸煮、调整保护3个过程,调整保护是煮茧的重要环节。煮茧在充分膨润丝胶的基础上,始终围绕丝胶的适当溶失及控制保护,将丝胶从干胶变为溶胶、明胶。调整保护的作用是补充煮熟,并使煮熟均匀化,除去过敏性丝胶,调整茧的吸水量使之适应缫丝沉浮需要[1]。为满足自动缫丝落绪茧收集需求,缫丝生产需要按照沉缫方式煮茧[2],煮熟茧外观鉴定要求茧腔气泡直径在2~3mm以内。茧丝丝胶在茧层中呈层状分布,由外到内依次为丝胶Ⅰ、Ⅱ、Ⅲ、Ⅳ[3],水溶性逐渐减小,因此在调整吸水时,进入茧腔的水温度要高,才能对茧子内层丝胶起到较好的膨润效果。丝胶在70 ℃以上时开始溶解,长笼煮茧调整部前段温度应尽量控制在 70 ℃左右,后段温度在 50 ℃以下,才能既溶解掉过敏性丝胶,又及时完成丝胶凝固过程,减少不必要的丝胶溶失。因此煮茧调整部的入口温度及温差对煮茧效果影响极大。
2 长笼煮茧机调整保护
2.1 调整部结构及调整吸水原理
长笼不锈钢煮茧机调整部由中水、动摇、静煮三段构成,段间装有隔板,以利于温差形成。每段在茧笼液面上装配有洒水管用于降温,水通过溢水口排出机外;茧笼下面装配有蒸汽孔管、盲管,用于加热需要。温度控制采用人工调节方法,如图1所示。
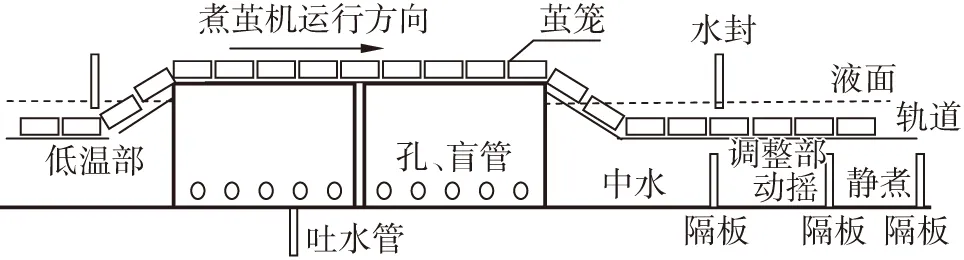
图1 长笼不锈钢煮茧机调整部结构示意图
茧子经过蒸煮后,茧腔含有蒸汽,装在茧笼中的茧子运行到调整部跌入水中,茧腔中的蒸汽急剧收缩产生瞬间真空,茧子外面的水进入到茧层、茧腔中,由于茧层吸水时挤压力较大,容易产生瘪茧。在传统的长笼煮茧方式中,调整部入口的水温一般为65~75 ℃,出口温度一般在50 ℃左右,这样附着在茧层表面形成过敏性丝胶在调整部较高温度的作用下溶解,减少了在缫丝过程中容易产生胶着颣和丝条故障。
2.2 调整保护方式的不足
长笼煮茧机从蒸煮到调整不是全密封结构,茧腔的蒸汽含量不一致,茧层吸水不均匀,易产生瘪茧,一般瘪茧率在2%~3%左右。瘪茧在缫丝中增加茧丝离解张力,造成落绪茧增多,对生丝质量及缫折都带来严重影响。煮熟茧的茧腔气泡直径偏大,在索绪过程中容易产生浮茧。
随着自动缫丝设备的完善及性能的提高,生丝等级降级的主要项目由偏差转移到清洁、洁净,特别是无梭织机的广泛使用,对清洁、洁净指标要求越来越高,生丝等级要求在5A以上。而传统的循环煮茧机对茧质的改善已显能力不足,生丝清洁、洁净成绩难以达到高等级生丝要求。
在中水、动摇、静煮处需要人工不断调节,温度难以控制,常常偏离工艺要求,影响煮茧效果。洒水管设置在液面上方,形成上层温度低、下层温度高,热交换不充分,不利于茧子及时降温。通过洒水管洒大量的水,才能使温度下降,溢水口排出机外,耗量水大。
3 减压自动煮茧机和调整保护技术
减压自动煮茧机是四川省丝绸科学研究院研制的技术先进、效果显著的新型煮茧装备,核心技术减压渗透、减压蒸煮、减压调整、自动控制和减压自动煮茧机,完全颠覆了传统的煮茧工艺技术及设备。
3.1 减压自动煮茧机及工艺路线
减压自动煮茧机由主罐、辅罐、复合管路系统、高低温水箱、方水箱、水环泵、真空泵、水泵、温度探头、电磁阀及自动控制系统等组成,是采用计算机自动控制的一体化新型煮茧机[4]。主罐采用球型结构,设有上下对接口,与真空蒸汽水路复合管道系统相连接。减压煮茧机复合管路系统,根据茧质情况,通过PLC程序控制相应的电磁阀,可实现真空、蒸汽、水不同方式进入主罐,完成煮茧,可以满足各种煮茧工艺工况条件。
蚕茧置于封闭的机体主罐内,采用减压[5](真空)技术完成煮茧整个过程。减压自动煮茧由于真空的作用,在渗透、蒸煮、调整吸水时,蒸汽和水的能量能够均匀浸润到茧层各处,保证了煮茧茧子内外层煮熟程度的均匀性。在主罐中自动完成渗透、排水、吐水、蒸煮、调整吸水、保护出茧整个煮茧工艺过程。
3.2 调整吸水特征
减压自动煮茧机采用立体布局,有利于在调整吸水时各种不同温度的水运行畅通,提高调整吸水效率与效果,如图2所示。

图2 真空调整吸水装置结构示意图
减压自动煮茧机采取PLC自动程控。茧子蒸煮后,要通过上抽真空下进水进行调整。当蒸煮完成后,茧腔内含有蒸汽,茧层温度较高,为了防止瘪茧产生,主罐上接口抽真空,在罐体内形成真空状态,将茧子膨胀起来,茧层迅速降温,增加了茧子吸水时对外的抵抗力,如图3所示。
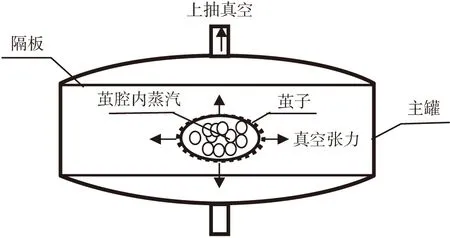
图3 茧子在调整前的状态示意图
调整吸水时,主罐上对接口抽真空下对接口进入高温水,水接触到茧子时,茧腔中的蒸汽急剧收缩,产生瞬间真空,茧子外面的水进入到茧层、茧腔中。在真空状态下,茧子的自身温度一致,进入到主罐内的水表面张力降低,产生汽化,水分子能够均匀地进入到茧层茧腔;同时茧子在真空状态下有向四周拉的张力,吸水呈现高通透状态。因此茧子在减压自动煮茧机吸水时的方式状态与长笼煮茧机完全不同,如图4所示。
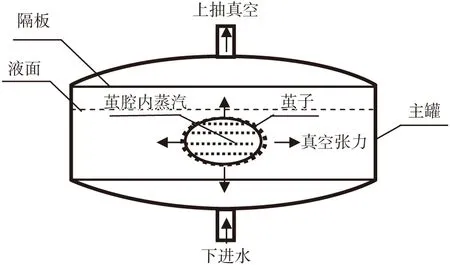
图4 茧子在真空状态下调整吸水示意图
3.3 调整吸水过程
调整吸水是在真空状态下由主罐进高温水、进低温水、抽进常温水、继续降温及复压等过程组成。如图2所示。
主罐进高温水。PLC主板控制运行,电磁阀(7)、电磁阀(12)开启,真空泵(3)运行;在主罐(1)、辅罐(2)这个回路形成真空;同时开启电磁阀(8),利用高温水箱(13)与主罐(1)的自然高度差及主罐(1)罐内真空,高温水进入到主罐,茧腔中的蒸汽急剧收缩,产生瞬间真空,高温水进入到茧层、茧腔。进水时间通过PLC文本显示屏设置,高温水的温度一般在45~50 ℃之间,时长15~55s。
主罐进低温水。真空泵(3)继续抽真空,关闭电磁阀(9),高温水停止进入主罐(1);开启电磁阀(9),低温水箱(14)中的水进入主罐(1),推动主罐(1)液面上升。始终保持茧子茧层茧腔形吸入的水温度较高,然后茧子外面接触低温水降温,形成温差,冷却已经吸完水的茧子外层温度。进水时间通过PLC文本显示屏设置,低温水的温度一般30~40 ℃之间,时长30~50s。
主罐抽进常温水。真空泵(3)继续抽真空,关闭电磁阀(8),低温水停止进入主罐(1);开启水泵(5),常温水从常温水箱(4)通过单向阀(6)将常温水注入主罐(1),常温水与吸了水的茧子外层发生热交换,再次起到降温作用,保护茧子外层丝胶得到一定程度凝固。根据工艺要求,通过PLC文本显示屏设置进水时间,主罐(1)水满,起到充分冷却的目的,时长10~30s。
继续降温。关闭真空泵(3)、继续进常温水;主罐(1)水满后,通过电磁阀(12)将水排到辅罐(2)中。根据工艺要求,通过PLC文本显示屏设置进水时间,时长20~80s。
主罐复压。关闭水泵(5),停止进常温水;通过设备装置的其他机构,放气,大气与主罐(1)相连,主罐(1)复压,茧子茧层、茧腔吸水完毕。在复压过程中,水再次渗透到茧层中,茧层吸水增重,离解茧丝胶着力非常有利,完成蚕茧在煮茧中调整吸水过程。
4 减压自动煮茧机调整吸水煮茧效果及分析
真空状态下,水的沸点温度降低,茧子在水汽化沸腾状态吸水时,能量能够更充分均匀进入到茧层各处,提高了茧层吸水能力,茧层增厚效果好;茧腔气泡直径在2mm以下,茧层吸水更加充分,茧丝丝胶胶着力离解更好。
由于有真空的作用,使茧子有向四周外拉的张力,茧层可以抵抗茧腔吸水时产生的压力,使瘪茧产生的机率降低,煮熟茧瘪茧率不到1%,比长笼煮茧机低2~3倍,大幅度降低了瘪茧对生丝质量、原料茧消耗带来的严重不利影响。
调整吸水的高温部温度比长笼煮茧机可以低10 ℃以上。通过高温水、低温水、常温水进入主罐,快速完成茧子吸水、降温过程,且温差可以达到25 ℃以上,茧子外层丝胶得到一定程度凝固保护,有效地降低茧丝丝胶溶失率和万米吊糙。
茧子在索绪过程中,索绪体离开索绪锅时,茧子缠绕在索绪帚上的茧子明显减少,说明茧子各个部位胶着点离解充分。胶着力降低,茧子依靠自身重力,沉在水中。缫丝时,茧子呈平稳翻动,跳动机会大幅度降低,起因也是在于茧子的胶着力降低。胶着力的降低,对生丝的清洁、洁净成绩提高带来显著影响,原料茧消耗降低、万米吊糙减少。
目前,减压自动煮茧技术及设备已在全国主产区得到广泛应用,实际生产结果表明:原料茧耗下降5~8kg、清洁洁净提高0.5分、生丝等级提高0.5级以上,节汽60%、节水40%,吨丝增加效益1万元以上。
5 结语
减压自动煮茧机由于设备结构、工艺技术的创新,以及计算机控制技术的应用,煮熟了茧子内层,保护了外层,清洁、洁净成绩可以大幅提高,攻克了长期困扰高等级生丝生产的质量瓶颈,将煮茧设备和工艺技术提高到新的高度。通过分析减压自动煮茧机调整吸水特征及效果,以利于缫丝企业更好地掌握设备及工艺性能。
[1] 王小英.新编制丝工艺学[M].北京:中国纺织出版社,2001.
[2] 谢瑞娟.自动缫与立缫在煮茧上的差异[J].丝绸,1999,(9):17-18.
[3] 苏州丝绸工学院,浙江丝绸工学院.制丝化学[M].北京:纺织工业出版社,1983.
[4] 陈祥平,刘季平,王建平,等.减压煮茧新技术及设备研究[J].丝绸,2016,(10):22-28.
[5] 沈仲衡.浅谈减压煮茧技术[J]. 江苏丝绸, 2011,(3): 17-19.
中纺联春季调研情况简报
今年3月20日~28日,由中纺联负责人作为领队的12个调研组,赴浙江、广东、江苏、山东、福建、江西、重庆、四川和广西开展调研,在39个地区、产业集群走访了121家企业和单位,近300家企业参加座谈。调研分为行业运行走势、品牌与责任发展、结构调整、科技与可持续四个主题,并包括行业运行、社会责任、消费升级、品牌战略、企业转型升级、区域结构调整、两化融合、海外投资和出口市场、智能制造、可持续发展和重点行业转型升级共11个分专题。
调研结果显示,对行业走势的整体研判为呈现平稳态势。不少企业得益于持续的技术改造,在2016年的营业收入还实现了两位数的增长。
通过此次调研,可以看出行业发展正面临以下新的趋势:
新供给对接新零售
作为制造业,产品和供应的方式都要主动适应对接终端需求变化的新趋势,已是行业共识。但是现在市场上的产品貌似品类丰富,但消费者真正找到中意的却并不容易。服装企业为了开发更好的产品,希望找到更好的面料和纱线,但往往供需结构存在错配,合适的供应商不容易找到。调研分析认为,当前纺织供给结构还没有适应消费结构的变化,供应链的模式还没有转变,生产端没有很好地对接需求端。因此,优化产品供给结构,还需充分挖掘消费热点和盲点需求,扩大中高端产品的供给,满足个性化需求,注重体验感。
线上品牌尝试走向线下
在当前互联网的快速发展形势下,品牌的销售流通也呈现出新趋势。现在,线上线下融合发展已成为品牌企业渠道布局的共识。传统线下品牌加大对电商的投入,有的线上运营新品牌开拓市场,有的坚守线上线下同款同价。但值得注意的是,线上的流量红利正在消失,引流成本增加,市场趋于饱和,线上品牌开始走向线下。
互联网品牌茵曼,自2015年下半年以来,一年半时间里线下铺设了400多家实体店,以线下体验为主,经测试后发现线下大有可为,甚至在去年前三季度的销售业绩超过了天猫旗舰店。茵曼的线下体系充分应用了企业的大数据平台,从店铺选址、加盟商选择,到后期的管理,都体现出大数据的优势。用互联网思维做线下,成为一种成功的尝试。
纺织品在全球份额将迎来拐点
我国纺织服装在连续两年出口下降的形势下,今年走势如何十分引人关注。根据调研组在广东、江苏、山东等地调研显示,行业出口正面临长时期的挑战,我国纺织出口在全球市场份额中已处于高位,将处于历史拐点期,今年行业的出口仍将受到继续下滑局面的挑战。从全球几大市场来看,欧盟、美国、东盟、日本几大市场皆不乐观,且我国在欧、美、日的进口份额中有较明显下滑。英国脱欧对我纺织出口带来一定负面影响,美国特朗普新政的不可控与不确定因素还在持续,日本采购商的订单已明显向东南亚国家转移。全球供给侧的竞争进入白热化阶段,全球总需求长时间疲软,海外终端品牌也遭遇增长瓶颈期,因此我国纺织出口的优势受到多国挑战。
人才和用工瓶颈制约明显
关于人才匮乏和用工难的问题,在今年各种调研的反馈信息中也比较突出。调研发现,适用人才缺乏是各地纺织产业发展的共性问题。由于社会对纺织行业缺乏客观认识,纺织行业低附加值的社会印象影响了行业对人才的吸纳能力,特别是在一些中小城市,设计、研发、管理、营销、互联网等方面的优秀人才都比较匮乏,很难吸引和留住人。
在江苏的一些产业集群地,“用工难”问题比较突出。企业反映“买机器设备容易,找技术工人难”。由于年龄断档和知识结构层面的制约,企业甚至担心未来几年找不到技术工人。有些岗位可以机器代人,有些人工岗位则不可替代,所以技术工人缺失将是未来行业发展面临的一大问题。
在四川、山东等省调研组了解到,现在年轻人不愿意进工厂,从事纺织制造业的意愿普遍不高。因此,产业工人数量能否稳定供应,将是行业发展面临的巨大挑战。据有关统计,山东纺织服装企业员工平均年龄已超过40岁,产业工人“中年化”现象突出。
不少地区的纺织企业在调研中反映成本结构压力大,包括用工成本、能源成本、融资难、融资贵等。中纺联党委书记兼秘书长高勇认为,调研集中反映的一些问题需要加以具体分析。比如对于企业成本的提升问题,行业的劳动生产率提升了多少,企业的成本提升了多少。再例如,出口数据下降了,相应体现的国际竞争力如何变化等。国家在大力推行对制造业的扶植政策,纺织业真正能从中受益多少,都需要加大研究。
在当前转型升级的攻坚阶段,各地尤其是中小企业对于行业专业化的信息服务需求也更为迫切,对中纺联的综合性、专业性服务平台的需求有更强的期待。针对以上问题,中纺联会长孙瑞哲在总结时表示,中纺联将根据调研总结出来的痛点难点问题,建立研究团队进行深入梳理,建立联动机制并加强专项调研。同时他强调,在国家层面推动《中国制造2025》的情况下,纺织行业将加紧围绕重点领域和重点项目加以推进实施。在行业成本压力加大的客观情况下,不应太过强调人力成本的上升,要综合劳动力效率的提升一起分析。从行业的社会进步和吸引人才角度来看,应鼓励有序的人力成本上升,而从机制体制方面分析不合理的成本负担,努力加以解决。
(摘自:中国纺织报)
AdjustmentProtectionCharacteristicandEffectAnalysisofAutomaticPressureReliefCocoonCookingMachine
LIUJi-ping1,BUXian-hong1,2
(1.SichuanAcademyofSilkSciences,Chengdu610031,China;2.SilkEngineeringResearchcenterofSichuanProvince,Chengdu610031,China)
Cocoon cooking included three processes: penetration, cooking and adjustment protection. Adjusting water absorption was an important part of cocoon cooking. In the process of adjustment, cocoon shell and cocoon cavity absorbed hot water, gumming force among sericin became weak, sericin was swollen and obtained a certain amount of dissolution. At the same time, continuous cooling to make the sericin have a certain degree of solidification in order to achieve the gradual dissociation of cocoon. The adjusting process and existing problems in long cage circulating cocoon cooking machine were introduced. Adjustment protection characteristics and corresponding effect of automatic pressure relief cocoon cooking machine were analyzed. According to the raw cocoon quality, the water temperature of water absorption and quantity could be set reasonably, so as to achieve high quality cocoon cooking effect.
automatic pressure relief cocoon cooking machine; adjust water absorption; technological effect
2017-03-20
四川省科研院所成果转化项目(2017YSZH0005)
刘季平(1960-),男,教授级高级工程师,主要从事丝绸工艺及设备研究,E-mail:1693308291@qq.com。
TS
A
1673-0356(2017)04-0010-04
猜你喜欢
辽宁丝绸(2021年1期)2021-05-12 06:19:52
农学学报(2020年6期)2020-06-29 12:09:00
四川蚕业(2017年2期)2017-07-18 10:58:21
中国纤检(2016年8期)2016-10-22 11:39:48
小读者·阅世界(2016年7期)2016-06-04 16:06:27
吉林大学学报(医学版)(2015年4期)2015-12-17 07:48:09
儿童时代(2015年7期)2015-11-12 01:27:29
丝绸(2014年12期)2014-02-28 14:56:18
丝绸(2014年12期)2014-02-28 14:56:17
丝绸(2014年7期)2014-02-28 14:55:24