碳纤维增强复合材料的单脉冲放电凹坑特性研究*
2017-05-12 07:35:00
航空制造技术 2017年3期
(哈尔滨工业大学机电工程学院,哈尔滨 150001)
碳纤维增强复合材料(CFRP)由于具有高比强度、高比模量、耐摩擦、耐腐蚀等诸多优良特性,近年来在航空航天、汽车等领域被广泛应用。但使用传统的机械加工方法对其进行加工时,常会引起层间分离、碳纤维脱落等问题,很难得到良好的加工质量与加工精度,并且还会使刀具磨损严重。电火花加工为非接触加工,适用于难切削材料的加工,近年来,利用电火花加工方法进行CFRP加工的研究也开始出现[1-2]。CFRP的电火花加工原理是: CFRP材料表层中非导电树脂基部分在一定的电流条件下可被碳化成导电材料,而深层的树脂基部分由于放电时的热影响又继续被碳化为导电材料,从而使得电火花加工可持续进行。
电火花加工表面是无数放电凹坑重叠而成的,单个放电凹坑的形貌决定着最终的加工表面质量。由于CFRP的许多性质与纤维排布方向有着极大的关系,具有明显的方向性。因此,通过单脉冲放电,研究单脉冲放电下放电凹坑的形貌,对明确CFRP不同纤维排布方向上电火花加工中材料去除的基本模式,提高CFRP的电火花加工特性具有重要意义。本文通过单脉冲放电试验对碳纤维增强复合材料的放电凹坑特性进行了试验研究,对不同碳纤维排布方向上放电凹坑的形状和个数进行了对比分析,并分析了多个放电凹坑产生的原因。
碳纤维排布方向对放电凹坑形状的影响
在工具电极与碳纤维垂直(见图1(a))和工具电极与碳纤维平行(见图1(b))方向上分别对CFRP进行单脉冲放电,利用共聚焦显微镜(OSL3000)对放电凹坑进行观察。试验条件如表1所示。
1 电极与碳纤维垂直时放电凹坑形貌
电极与碳纤维垂直时放电凹坑形貌如图2所示。由图2可知,在此方向上被除去的树脂区域呈椭圆形。其原因可能为碳纤维的导热率(约为10W/(m·K))大于环氧基树脂的导热率(约为 0.2W/(m·K)),使热量沿纤维方向(图3方向1)传递较垂直纤维方向(图3方向2)快,热传导呈现出一定的方向性。又因为碳纤维的熔点(3300K以上)远高于环氧树脂的软化点(约为500K),所以在沿纤维排布方向上的区域内,树脂被大量除去,留下裸露的碳纤维,并使放电凹坑呈现出椭圆形。
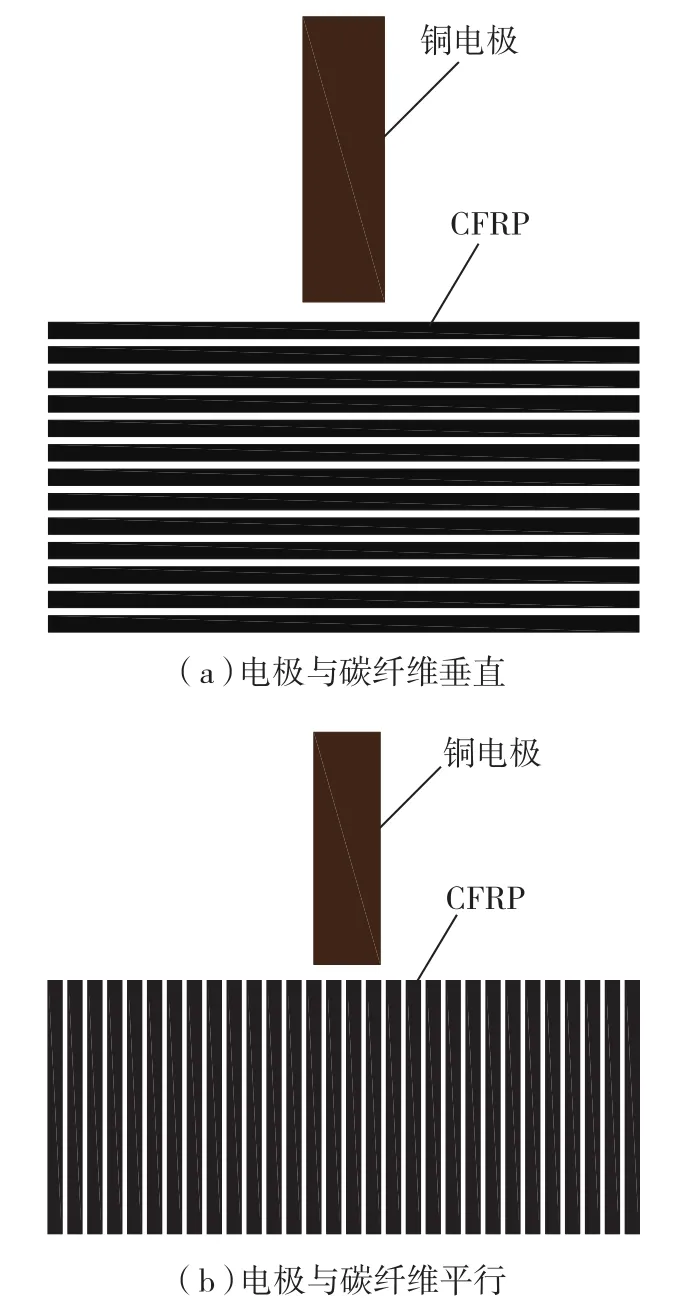
图1 碳纤维不同排向的CFRP电火花加工Fig.1 Electrical discharge machining of CFRP with different carbon fiber directions
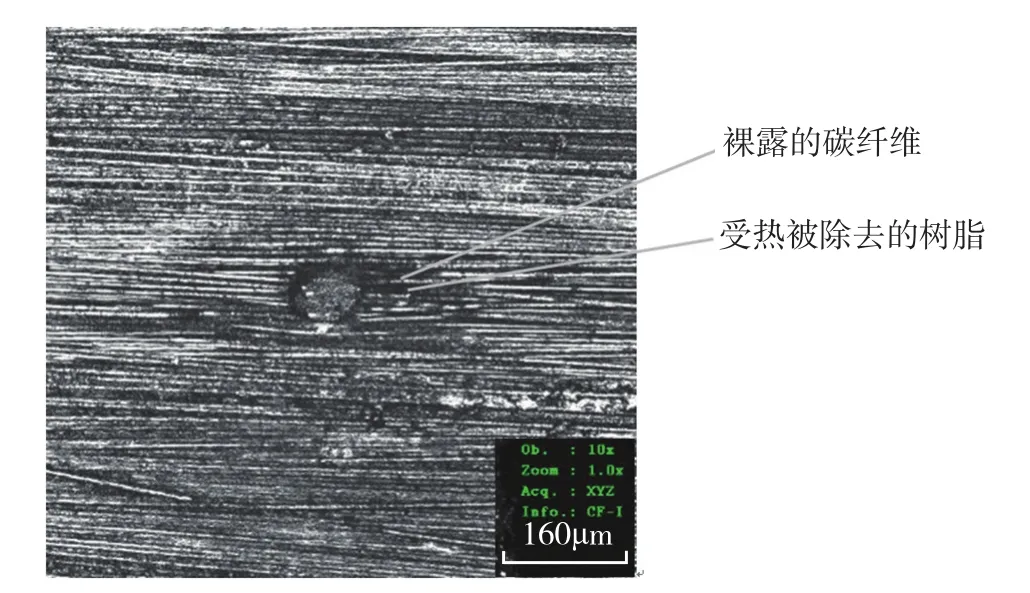
图2 电极与碳纤维垂直时的放电凹坑Fig.2 Discharge crater when the electrode is perpendicular to the carbon fiber
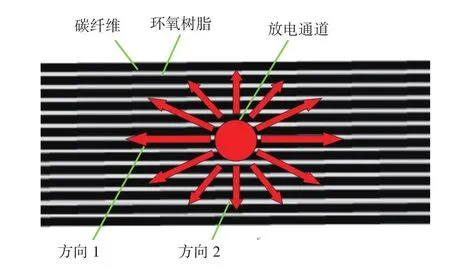
图3 电极与碳纤维垂直时放电传热方向Fig.3 Heat transfer direction caused by discharge when the electrode is perpendicular to the carbon fiber
2 电极与碳纤维平行时放电凹坑形貌
电极与碳纤维平行时放电凹坑形貌如图4所示。由图4可知,电极与碳纤维平行时的放电凹坑与电极与碳纤维垂直时的放电凹坑不同,在表1试验条件下,碳纤维与树脂都被除去的区域约为Φ97μm圆形区域,仅树脂被除去的区域为Φ190μm圆形区域。深度约为70μm。电极与碳纤维平行时的热传导模型如图5所示,由于热量沿水平各个方向传递速度几乎相同,所以放电凹坑呈圆形。
CFRP单脉冲放电凹坑个数
不论是电极与碳纤维垂直时还是电极与碳纤维平行时对CFRP进行单脉冲放电,都有可能得到多个放电凹坑,如图6所示。电极与碳纤维垂直时,在单脉冲放电条件下,产生两个放电凹坑,如图6(a)所示;电极与碳纤维平行时,在单脉冲放电条件下,产生3个放电凹坑,如图6(b)所示。试验条件见表1。
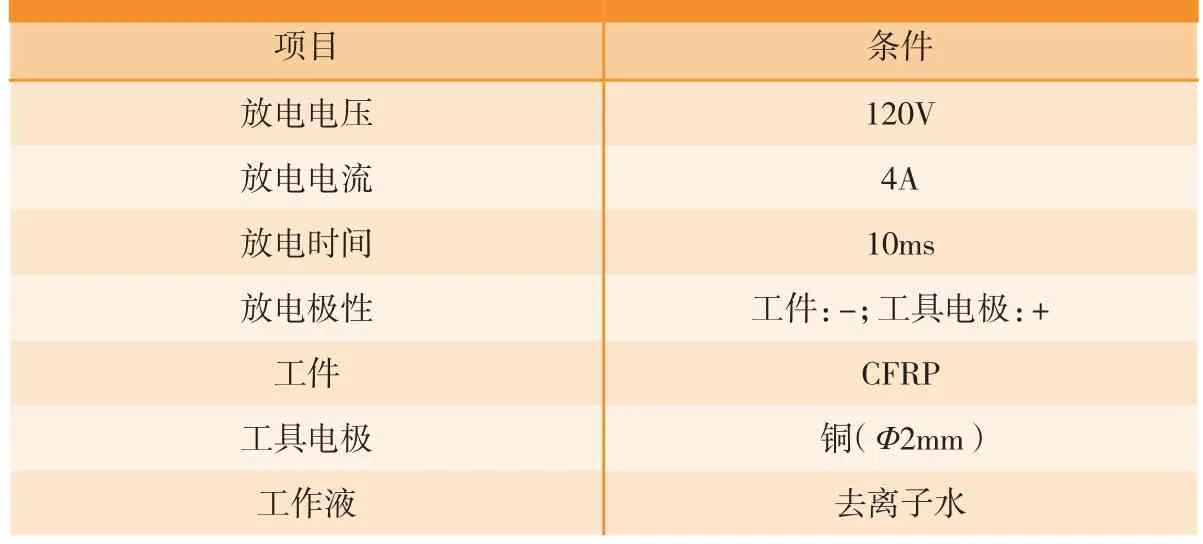
表1 试验条件
1 多个放电凹坑产生概率统计分析
在试验中发现对CFRP进行单脉冲放电产生多个放电凹坑并非偶然现象。为了探究多个放电凹坑产生的概率,分别在电极与碳纤维垂直时以及电极与碳纤维平行时对CFRP进行50次单脉冲放电,试验后利用共聚焦显微镜OSL3000对放电凹坑进行观察,统计多个放电凹坑出现次数。试验条件如表1所示。试验结果为电极与碳纤维垂直时,出现多个凹坑的概率为86%;电极与碳纤维平行时,出现多个凹坑的概率为50%,如图7所示。
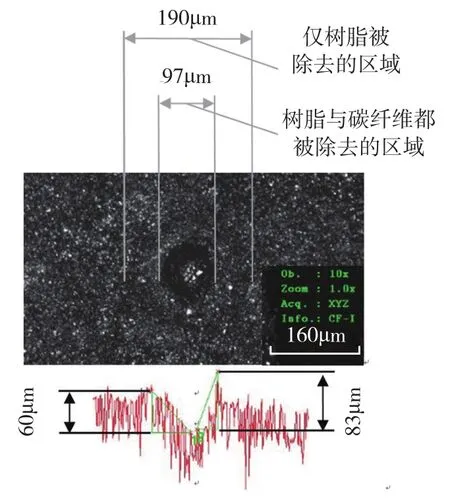
图4 电极与碳纤维平行时的放电凹坑Fig.4 Discharge crater when the electrode is parallel to the carbon fiber
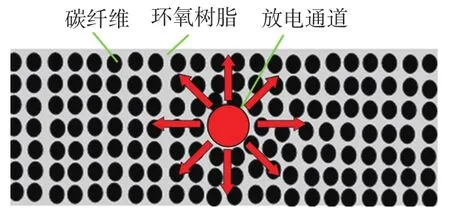
图5 电极与碳纤维平行时放电传热方向Fig.5 Heat transfer direction caused by discharge when the electrode is parallel to the carbon fiber
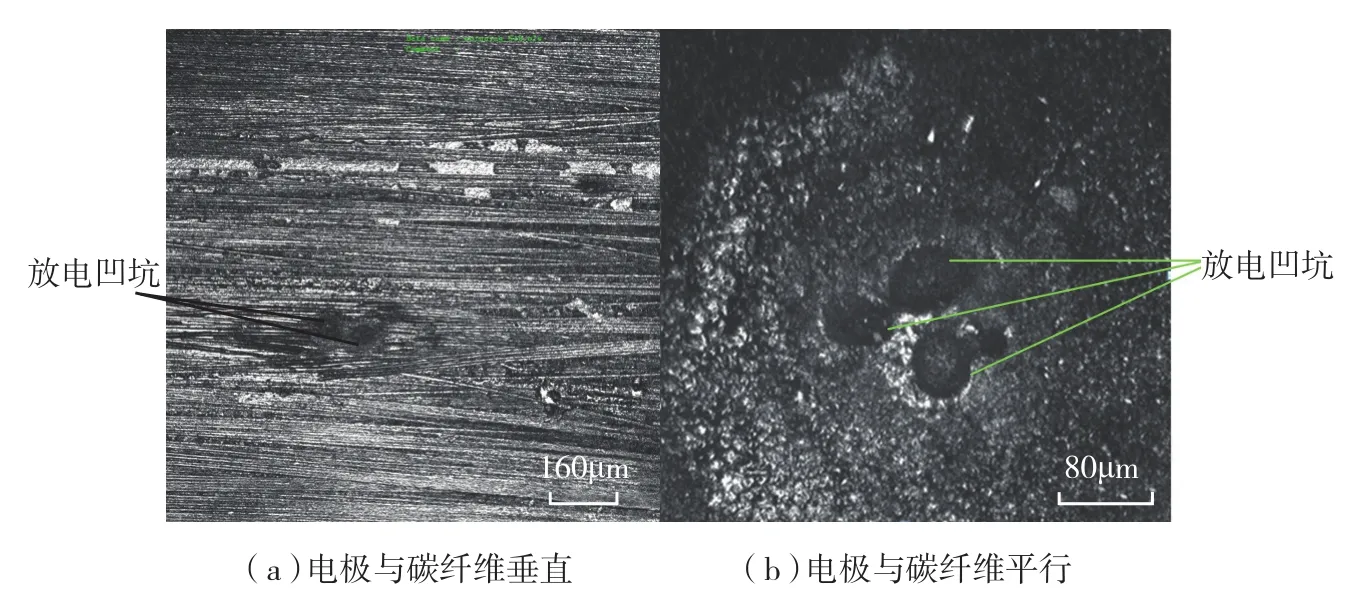
图6 单脉冲在CFRP上形成的多个放电凹坑Fig.6 Multiple discharge craters formed on the CFRP by single pulse discharge
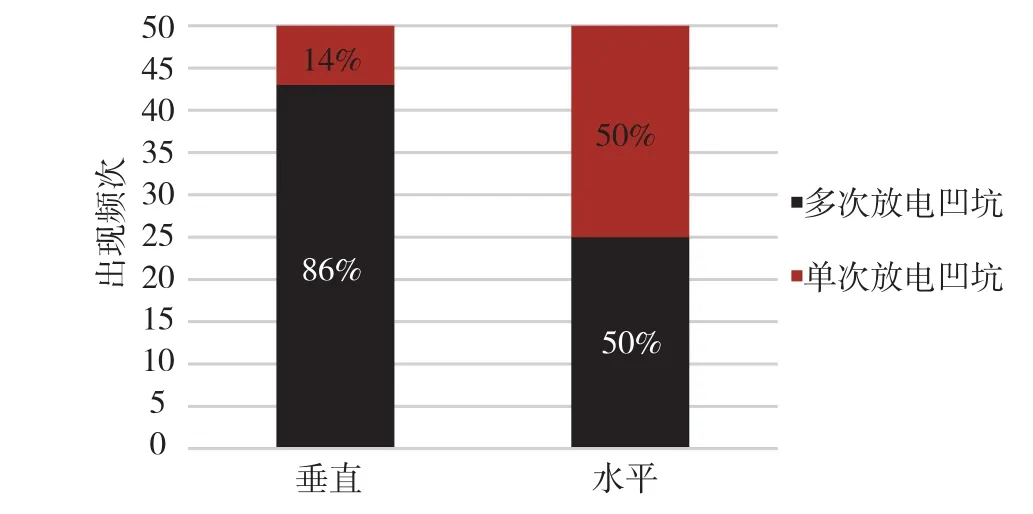
图7 CFRP单脉冲放电个数Fig.7 Discharge number on CFRP by single pulse discharge
2 多个放电凹坑的产生机制
关于单脉冲放电得到多个凹坑的现象,日本学者橋口清人[3]提出了多次放电分析模型。多次放电是指在一个放电间隙并排形成复数个放电通道。若要在单个脉冲下形成多个放电凹坑,则需要在多处产生极间介质的电离、击穿,形成多个放电通道。现引用橋口清人教授的理论,将其应用于解释CFRP在单脉冲条件下产生多个放电凹坑的原因,以两个放电凹坑为例进行说明。设P1、P2点为极间击穿电压最小的两点,击穿电压分别为 Vs1、Vs2, Vs1< Vs2。电流流入点P0与P1点间的等效电阻为R1,P0与P2点间的等效电阻为R2,P1与P2点间的等效电阻为 R3。因为 Vs1< Vs2,所以在P1点处先发生放电。电流流向如图8所示。设P1点放电时放电电压为eg,若要P2点产生放电,则需满足式(1)。
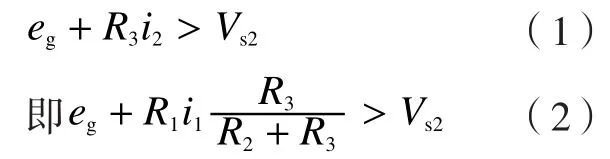
由于R1≈ R2,所以式(2)可化简为
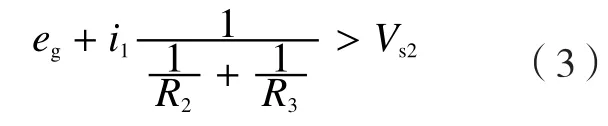
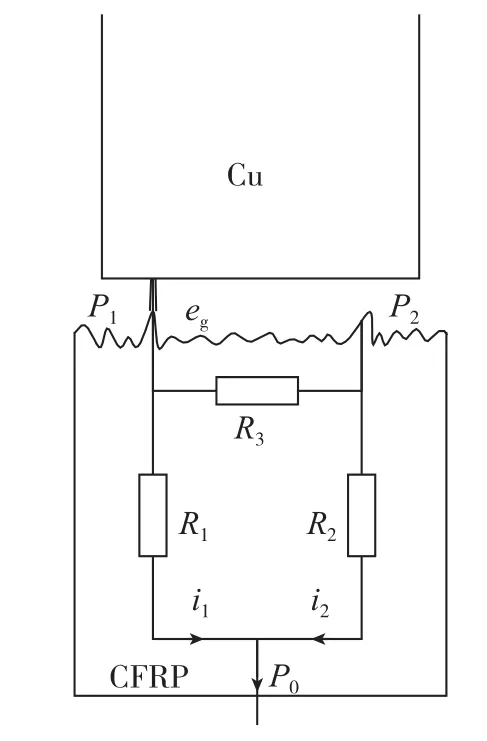
图8 CFRP在单脉冲下多次放电原理图Fig.8 Principle diagram of multiple discharges on CFRP by single pulse discharge
由式(1)~(3)可知,若 R1、R2、R3、i1或i2较大,则上式越容易被满足,即工件电阻较大或流过工件电流较大时容易产生多个放电凹坑。CFRP由于含有电阻率较大的环氧基树脂,其电阻率大于普通金属,相对于普通金属,更容易满足上式,即更容易在单脉冲放电下产生多个放电凹坑。此外,由于碳纤维的电阻率远小于环氧树脂,电极与碳纤维排布方向垂直时的等效电阻R1与R2大于电极与碳纤维排布方向平行时的等效电阻R1与R2,而放电点之间由于距离很小,等效电阻R3相差不大,所以电极与碳纤维排布方向垂直时相对于电极与碳纤维排布方向平行时,更容易出现多个放电凹坑。
3 脉宽对放电凹坑个数的影响
由图9可以看出,脉宽增大时,放电凹坑个数呈现增多趋势。其原因可能为脉宽变大后增加了多次放电的机会,使得脉宽越大时,产生的放电凹坑越多。
一般情况下,放电脉宽越大,放电凹坑直径越大。但由于图9还可以看出脉宽增大后放电凹坑个数虽然增多,但放电凹坑的大小并无明显变化。其原因可能为多次放电时,能量被分成几次释放,其总能量与一次放电相同,所以脉宽增大时,凹坑个数增多而凹坑大小则没有明显变化。
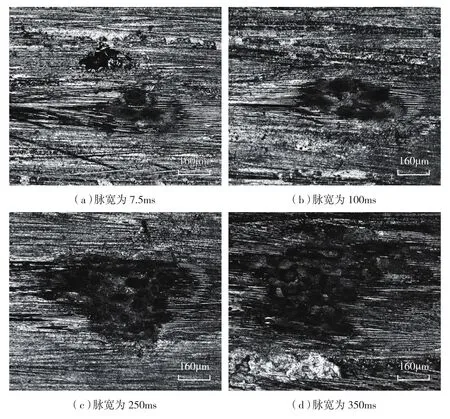
图9 不同脉宽下的放电凹坑Fig.9 Discharge craters under different pulse width
结论
(1)电极与碳纤维排布方向垂直时,放电凹坑呈椭圆形;电极与碳纤维排布方向平行时,放电凹坑呈圆形。碳纤维的导热率大于环氧树脂,而碳纤维的升华点大于环氧树脂的软化点是产生这种现象的原因。
(2)在单脉冲放电条件下CFRP容易产生多个放电凹坑,其原因是CFRP具有较高的电阻率,且脉宽越大越容易产生多个放电凹坑。
参考文献
[1]丸井暁, 松本哲典, 酒井克彦, 等.型彫り放電加工によtf炭素繊維強化プfflスチックの加工に関XIIItf研究[C]// 2011年度精密工学会春季大会学術講演会講演論文集,2011, 2011:11-12.
MARUI S, MATSUMOTO T, SAKAI K,et al .Research on the EDM characteristics of carbon fiber reinforced plastics [C]//Proceedings of 2011, JSPE Semestrial Meeting,2011:11-12.
[2]三馬拓実, 早川伸哉, 糸魚川文広,等.炭素繊維複合材料のpeイヤ放電加工におけtf加工不安定と加工状態の判別によtf改善[C]// 2015年度精密工学会秋季大会学術講演会講演論文集, 2015:13-14.
MIMMA T, HAYAKAWA S, ITOIGAWA F, et al. Instability of wire electrical discharge machining of carbon fiber composite and improvement by judgement of machining situation.[C]// Proceeding of 2015 Autumn Annual Meeting of the Japan Society for Procession Engineering,2015:13-14.
[3]橋口清人. 単発放電によtf電極点の分散[J].電気加工学会会誌, 1974,8(16):34-42.
HASHIGUTI K. Dispersion of electrode points by single discharge[J]. Journal of the Japan Electrical Process, 1974, 8(16):34-42.
猜你喜欢
北京航空航天大学学报(2020年3期)2021-01-14 00:37:00
湖北农机化(2020年4期)2020-07-24 09:07:36
吉林化工学院学报(2020年5期)2020-07-04 08:21:46
化工装备技术(2020年2期)2020-05-12 09:07:20
制造技术与机床(2018年9期)2018-09-19 06:48:34
数学物理学报(2018年4期)2018-09-14 03:41:08
制造技术与机床(2017年10期)2017-11-28 05:20:15
制造技术与机床(2017年4期)2017-06-22 11:17:51
核技术(2016年4期)2016-08-22 09:05:32
制导与引信(2016年3期)2016-03-20 16:02:00