
焊接电流对Q235钢焊接接头残余应力的影响
2017-05-10 09:16:08高志刚陆建国许明明
化工装备技术 2017年2期
邰 驰 高志刚 陆建国 许明明
(江苏省特种设备安全监督检验研究院太仓分院)(江苏省特种设备安全监督检验研究院苏州分院)
焊接电流对Q235钢焊接接头残余应力的影响
邰 驰*高志刚 陆建国 许明明
(江苏省特种设备安全监督检验研究院太仓分院)(江苏省特种设备安全监督检验研究院苏州分院)
对12 mm厚Q235试板进行手工电弧焊试验研究。采用3种不同焊接电流参数对3组试板进行焊接,以研究不同焊接电流下焊接接头所产生的残余应力。3组试板均采用双面焊。分别对正面填充焊和盖面层焊采用155 A、165 A、175 A三种焊接电流。焊完后采用残余应力测试方法对焊接接头进行分析。研究结果表明,Q235钢在175 A电流下焊接接头残余应力比165 A电流下大,155 A电流下最小。随着焊接电流的增大,焊接残余应力升高。
焊接电流 Q235钢 焊接接头 残余应力 手工电弧焊
0 引言
Q235钢在工业上应用广泛,大量应用于建筑及工程结构,用于制作钢筋,或用于建造厂房房架、高压输电铁塔、桥梁、车辆、锅炉、容器、船舶等。焊接残余应力往往会使焊接产品质量下降,甚至会因无法补救而不得不报废。残余应力较大的部位往往会发生应力腐蚀或疲劳裂纹。因此,有必要仔细研究Q235钢焊接结构的应力分布状态及相关调控措施。不同的焊接工艺参数对Q235钢焊接接头残余应力有不同的影响,在手工电弧焊中焊接电流大小尤其关键。因此,本文用不同大小的焊接电流作为差异参数,来研究手工电弧焊中焊接电流对Q235钢焊接接头残余应力的影响。
1 焊接试验
1.1 Q235钢基本性能介绍
Q235钢是普通的碳素结构钢,Q代表屈服极限,235代表屈服值为235 MPa左右。Q235钢随着厚度增大其屈服值会减小。Q235钢分为Q235A、Q235B、Q235C、Q235D四个质量级别。级别A、B、C、D不同是指其所做冲击的温度不同。其中,Q235A级为不做冲击;Q235B级为做20℃常温冲击;Q235C级为做0℃冲击;Q235D级为做-20℃冲击。在不同的温度下做冲击韧性试验,冲击功的数值也有所不同。A、B、C、D级别的钢其元素含量有所不同,硫含量依次递减;A和B级的磷含量相同,C级的磷含量次之,D级的磷含量最少。
Q235钢含碳量低,锰、硅含量也少,所以通常情况下不会因焊接而产生严重的硬化组织或淬火组织。低碳钢焊后接头的塑性和冲击韧性良好,焊接时一般不需预热、控制层间温度和后热,焊后也不需热处理改善组织,整个焊接过程不必采取特殊的工艺措施即可获得质量良好的焊接接头,故Q235钢具有优良的焊接性能[1]。
1.2 焊接残余应力产生机理
残余应力是当物体没有外部因素作用时,在物体内部保持平衡而存在的应力。凡是没有外部作用,物体内部保持自相平衡的应力,称为物体的固有应力,或称为初应力,亦称为内应力[2]。焊接残余应力是指在焊接过程中被焊工件因为电弧热的加热不均匀而产生的,并且当工件冷却后仍未消除的应力。当焊缝金属处于液态时,焊缝和相邻区域的金属温度是相当高的,尔后就很快地冷却下来。由于在焊接过程中焊件各部分受热不同,所以会导致焊件各部分温度也不相同,随后的冷却速度也不相同。焊件各部分在塑性变形、热胀冷缩和其他各种因素的共同作用下,必然会产生焊接应力,亦即焊接残余应力[3]。
1.3 试验材料及设备
手工电弧焊是最基本的焊接方法,由于其具有设备简单、操作方便灵活等特性,因此应用较为广泛。不论从经济上还是操作上,手工电弧焊都是本次试验研究最佳的焊接方法[4]。为了能够进行焊接对比,本次试验采用3组Q235B试板,并分别采用3种不同大小的电流参数进行焊接。试板的厚度为12 mm,长宽分别为200 mm、150 mm。焊材、焊机和其他试验设备有:J422焊条,VRTP-400 (S-2)型直流电源焊机,郑州机械研究所生产的ZDL-Ⅱ型钻孔仪和TJ120-1.5-Ø1.5型应变花,秦皇岛信恒电子科技有限公司生产的CML-1H-16型应变/应力采集仪。
1.4 焊接工艺参数的确定
在该试验中,选用Ø3.2 mm和Ø4.0 mm的焊条。焊接层数为五层,正面四层,反面一层 (打磨后)。试板一、试板二、试板三的焊接工艺参数分别如表1、表2、表3所示。确定了焊接工艺参数,并且关注到焊接的注意点后,开始施焊并记录数据。试板一的正反面焊接接头外观形貌分别如图1、图2所示。试板二、试板三的正反面焊外观形貌图略。
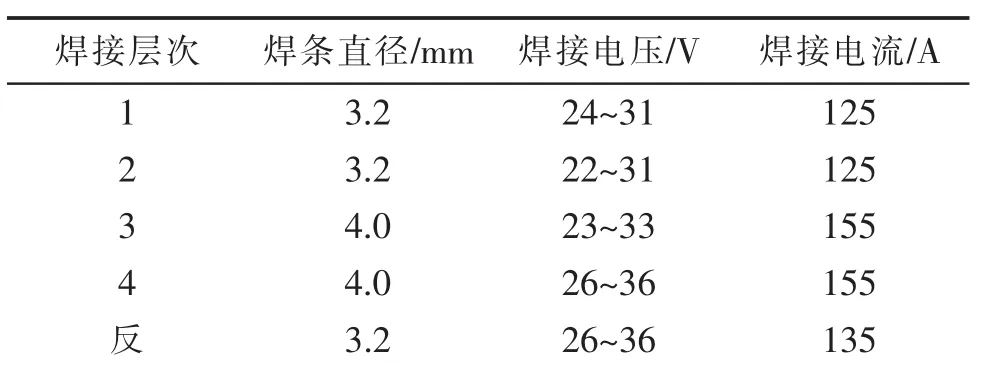
表1 试板一的焊接参数
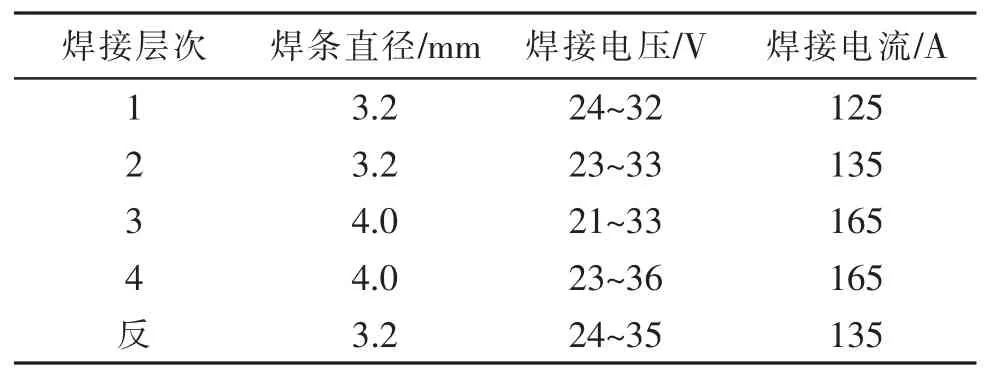
表2 试板二的焊接参数
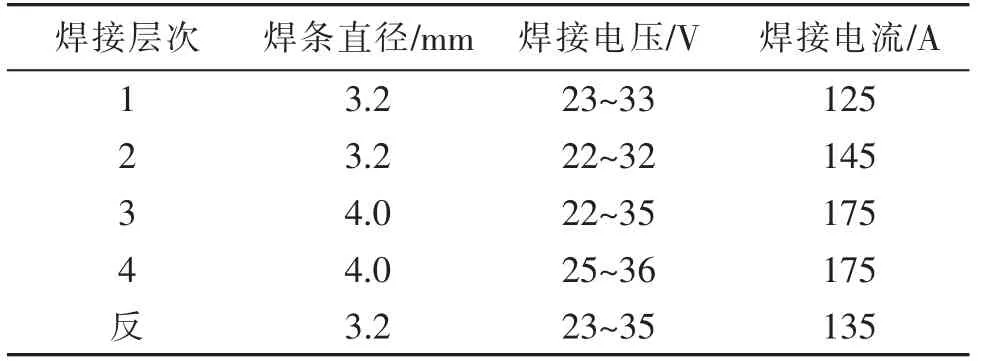
表3 试板三的焊接参数

图1 试板一正面焊
3组试板焊完冷却后,先观察检验其外观形貌,如图3所示。

图2 试板一反面焊

图3 焊接完成的3组试板
2 焊接残余应力测量
2.1 确定焊接残余应力的测量方法
焊接残余应力的测量方法有机械释放测量法、X射线衍射法、超声波法、磁性法、裂纹柔度法以及共振频率法等。机械释放测量法的基本原理是使构件中的残余应力从构件中分离或者切割出来,通过测量构件应变的变化求出残余应力的大小。这种方法有不足之处,它会给构件造成一定的损伤和破坏。其优点是测量精度高、理论完善、技术成熟,因此目前应用广泛。该方法主要包括盲孔法、钻孔法、环芯法、分割切条法等,其中浅盲孔法的破坏性最小。本次试验采取盲孔法测试残余应力。
2.2 盲孔法测试原理
钻孔法测量残余应力的基本原理[5-7]是:采用一种非常特殊的箔式应变花贴片粘贴在需要检测的工件表面上,然后在应变花的中心处钻出一个孔径约为2 mm、孔深约为2 mm的小孔。钻孔后钻孔部位就会产生局部的应力释放,而箔式应变花可以感应出应变变化,这种应变叫做释放应变。应变花贴片编号次序与参考坐标轴如图4所示。
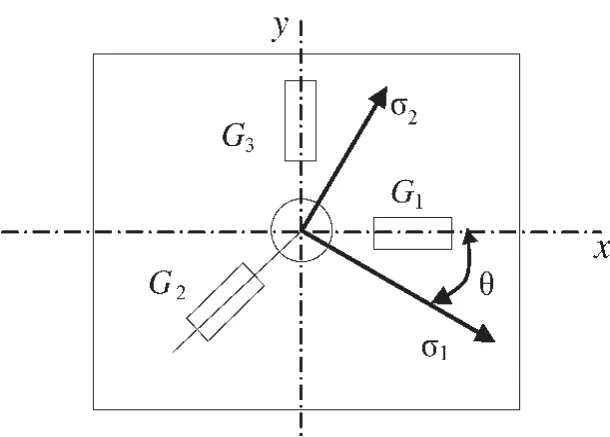
图4 应变花贴片粘贴位置
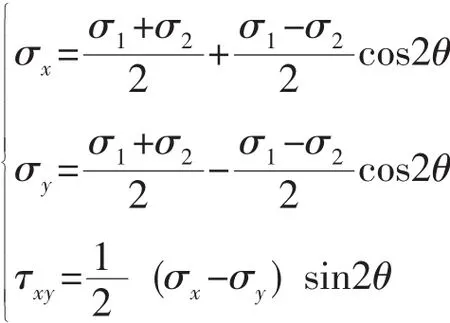
应力测量仪测读出应变变化后,即可根据计算公式得到孔深范围内的平均主应力 (σ1、σ2)和主应力方向角 (θ)。
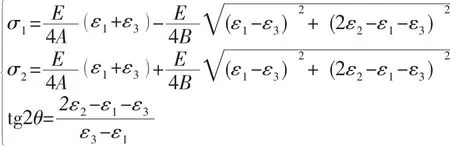
由主应力可求得X、Y方向应力:
式中 ε1、ε2、 ε3——应变花中各应变片感受到的释放应变, 单位符号为 με(με为微应变的单位符号);
A、B——释放系数,与孔径、孔深、应变花几何尺寸及被测材料的弹性模量E、泊松比μ有关,需事先标定给出。
本试验采用的TJ120-1.5-Ø1.5型应变花,在Q235钢上钻Ø1.5 mm孔的释放系数A、B为:

2.3 盲孔法测试操作步骤
2.3.1 工件表面制备
粘贴应变花的表面须用特制的砂轮打磨机打磨除锈、除氧化皮,使Ra值保持在3.2~6.4之间,打磨的面积不小于应变花面积的4倍。粘接钻具固定腿处表面可粗糙一点,以增加摩擦力。用丙酮擦拭粘贴表面油污。为了除净表面残留的铁屑、粉末等,建议用棉花球或纱布多次擦洗,直至棉花球或纱布上无污点为止。
2.3.2 应变花的粘贴
(1)应变花粘贴前应对其作外观检查,保持外观平整。
(2)粘贴前,用蘸有丙酮的棉花球或纱布擦拭需要粘贴的工作表面,保证表面整洁,切勿用手去触碰需粘贴应变花的工作表面。
(3)滴一滴优质固化特性的502胶水在需粘贴应变花的工作表面,以第一个应变花为基准,依次将应变花粘贴在工作表面,然后在上面放置一小块塑料薄膜,用大拇指用力按压2 min左右。
(4)固化时间一般为5~6 h。
2.3.3 焊接导线
(1)将应变花的6根引线轻轻拉起,在接近应变花基底的部位粘上绝缘层。
(2)在丝栅部位覆盖一小块绝缘胶带,并将引出线盖住一部分,这样一方面钻孔时可防止铁屑损坏丝栅或引起短路,另一方面也可加固引出线不致被拉断。
(3)将应变花导线连接到相应的应力测量仪接线柱A、B上,补偿片导线接到接线柱B、C上。
(4)应力测量仪调零后,检查应变花是否稳定,有无不断变化的特征。如果不稳定,就要重新检查应变花的焊接点是否焊好,是否达到规定的要求,或者还需要排除其它的一些故障。如果有严重漂移问题,应重新贴片,重新测量。
2.3.4 钻具安装
(1)将钻具 (带上放大镜)放在工件表面,通过放大镜观察,使钻具初步对准应变花中心位置。
注意:事先将钻具的高度和水平调好。尽可能调节三支腿成一致,以保证钻杆垂直于工件表面。钻具的高度应尽可能低,使钻具稳定性好。
(2)在钻具固定块与工件接触面缝隙处涂少许502胶水,拧紧支腿上的锁紧帽将钻具固定于工件表面。
(3)松开锁紧压盖,对X、Y方向的4个调节螺丝进行微调,同时转动放大镜,使放大镜的十字中心线与应变花的中心标记尽量重合,然后锁紧压盖。
(4)应力测量仪重新调零。
2.3.5 钻孔
(1)取出带端铣刀的钻杆擦干净,在钻杆身上滴润滑油,然后插入钻具套筒里轻轻转动,划去钻孔部位的应变花的基底 (比钻孔的孔径略大0.15~0.2 mm)。
(2)测读应力仪上每个应变片的读数,一般变化不大。应力仪重新调零。
(3)取出带Ø1 mm麻花钻的钻杆,擦干净,滴上润滑油,然后插入钻具套筒里。松开深度定位卡圈,塞入深度控制块,之后固定卡圈 (距离圆孔台约2 mm)。
(4)由一人压着钻具,启动手电钻开钻。手持电钻尽可能垂直于工件表面,压力适中,直至钻到预定孔深,然后拨出钻杆。
(5)使用带Ø1.5 mm麻花钻的钻杆,接着步骤同前述步骤 (3)。启动手电钻扩孔,调压器调至100 V左右,进刀量尽可能小,达到预定深度后拨出钻杆。
(6)等待约2 min后测读应力仪读数,并记录数据。
图5为残余应力小孔模拟图,图中数据的单位为mm。
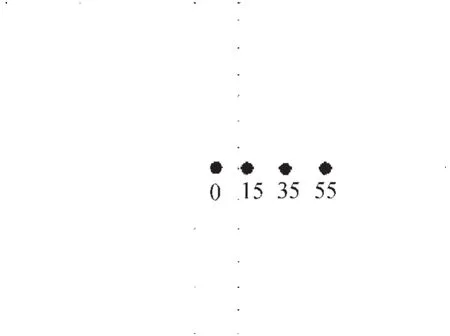
图5 残余应力小孔模拟图
2.3.6 盲孔法测试结果与分析
相关的残余应力测试和按公式计算的数据如表4、表5、表6所示。
根据表4、表5、表6,作出图6、图7。
由图6、图7可知,在焊缝中心处,试板三的纵向残余应力最高,试板一最低。而在远离焊缝处,三块试样的纵向残余应力大小基本相同。在距离焊缝中心20 mm处,纵向残余应力由正转为负,也就是说,在此处纵向残余应力由拉应力转变为压应力。在远离焊缝中心处,不论是纵向残余应力,还是横向残余应力,它们的变化趋势是一致的。在焊趾处,试板三横向残余应力最高。越远离焊缝中心,横向和纵向残余应力越趋于稳定。根据应力分布图可知,随着焊接电流的增大,焊缝区的拉应力增大。焊缝区拉应力越大,焊缝质量就越差[8]。
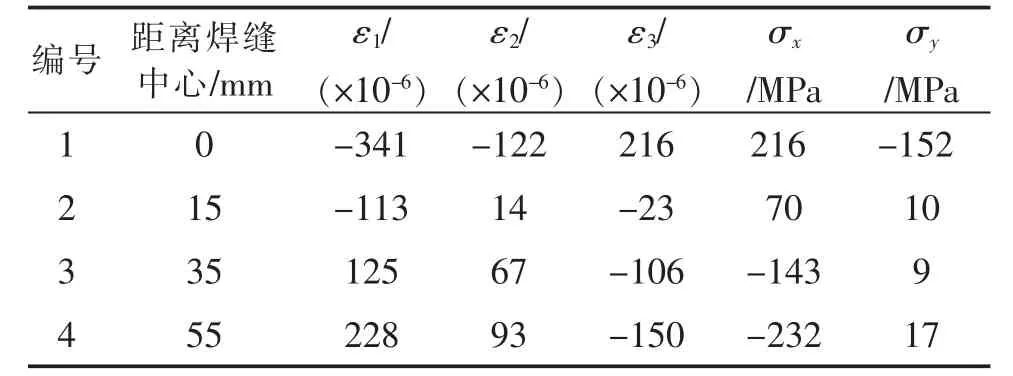
表4 试板一上的应变、应力值
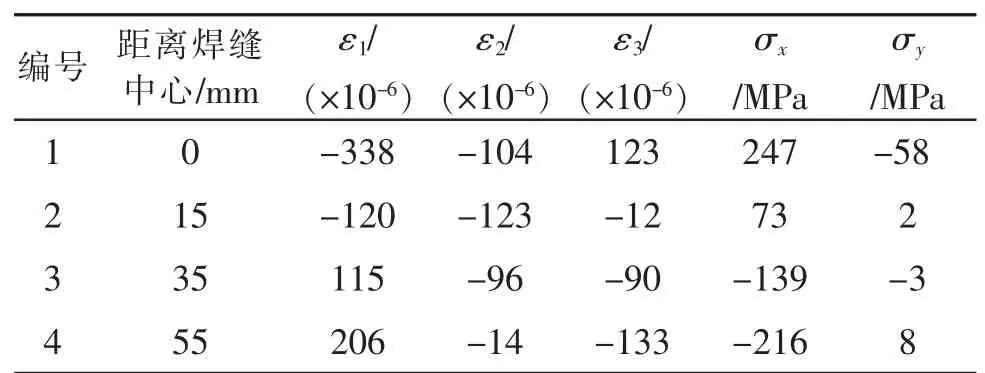
表5 试板二上的应变、应力值
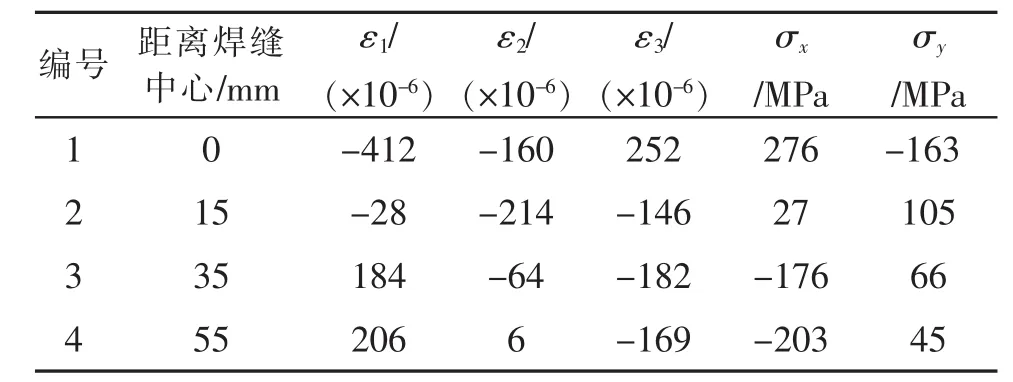
表6 试板三上的应变、应力值
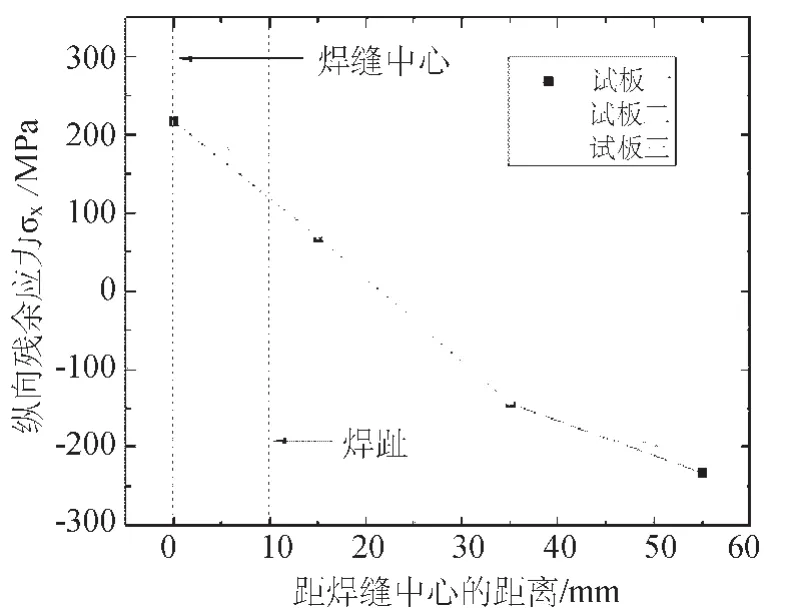
图6 纵向残余应力分布图
3 结论
本文对12 mm厚Q235B试板采用手工电弧焊方法,分别用3种不同焊接电流参数对3组试板进行焊接试验,研究不同焊接电流对焊接接头残余应力大小的影响。3组试板均采用双面焊,分别在正面焊缝填充和盖面层焊采用155 A、165 A、175 A三种大小不同的焊接电流,焊完后采用外观检验和残余应力测试方法对其进行分析。研究结果表明:
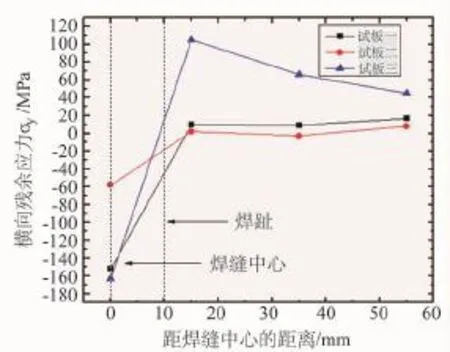
图7 横向残余应力分布图
(1)从残余应力测试结果可以看出,焊缝区的拉应力是随着焊接电流的增大而增大。拉应力越大,焊接接头的质量就越差。
(2)从减小焊接残余应力方面来讲,Q235B钢的手工电弧焊以采用 155~165 A焊接电流比较合适。
[1]方洪渊.焊接结构学 [M].北京:机械工业出版社,2011:1-2.
[2]田广志,杨会静,宋维才.焊接应力的产生及其危害预防 [J].唐山师范学院学报,2010,32(5):45-46.
[3]张德芬,宋天民,陈孝文,等.机械振动焊接对残余应力的影响及机理分析 [J].抚顺石油学院学报,2001,21(1):53-56.
[4]刘焕军.转向架侧梁焊接残余应力与变形的研究 [D].成都:西南交通大学,2012.
[5]CLAXTON R A,LUPTON A.Vibratory stress relieving of welded fabrications[J].Welding&Metal Fabrication,1991(11):24-27.
[6]张晓,姚润钢,王任甫,等.超声冲击技术改善焊接接头疲劳性能的研究进展 [J].造船技术,2008(5):26-28.
[7]王东坡,霍立兴,蔡国余,等.改善焊接接头疲劳强度超声冲击装置[J].焊接学报,2000,21(2):32-35.宋天民.焊接残余应力的产生与消除 [M].北京:中国
[8]石化出版社,2005:4-15.
The Influence of Welding Current on the Residual Stress of Q235 Steel Welded Joint
Tai ChiGao Zhigang Lu Jianguo Xu Mingming
The 12 mm thick Q235 plates were tested by manual arc welding.In order to study the residual stress in welding joint under different welding currents,3 welding currents were used to weld the 3 sets of test plates,and the double-sided welding were adopted.Three kinds of currents,155 A,165 A,and 175 A,were used in the welding of the front filling layer and the capping layer.After welding,the residual stress test method was used to analyze the welding joints.The results showed that the residual stress in the welding joint of Q235 steel under the 175 A current was higher than that of 165 A,and the residual stress under 155 A current was the lowest.In other words,the welding residual stress increased with the increase of welding current.
Welding current;Q235 steel;Welding joint;Residual stress;Manual arc welding
TG 44
10.16759/j.cnki.issn.1007-7251.2017.04.014
2016-08-17)
*邰驰,男,1990年生,助理工程师。太仓市,215400。
猜你喜欢
江苏安全生产(2023年10期)2023-12-18 23:48:32
材料科学与工程学报(2022年4期)2022-08-25 08:51:08
理化检验(物理分册)(2022年3期)2022-03-31 07:07:48
压力容器(2019年1期)2019-03-05 11:12:06
制造技术与机床(2017年7期)2018-01-19 02:29:32
凿岩机械气动工具(2016年1期)2016-11-11 07:33:35
深空探测学报(2016年2期)2016-05-17 05:19:17
焊接(2016年10期)2016-02-27 13:05:32
焊接(2016年1期)2016-02-27 12:51:48
凿岩机械气动工具(2015年3期)2015-11-11 07:32:54
