
一种激光切割单板拼花装饰制品的工艺研究∗
2017-04-27 01:34:07王举伟唐朝发
林产工业 2017年12期
乐 磊 王举伟 唐朝发
利用AutoCAD软件,将单板拼花制品的设计图案转换成造型图,在Photoshop软件中通过L*a*b*色空间中的明度值L*确定设计图案中对应的拼花制品所需的单板种类;从设计的角度,针对单板的特性,借助CNC技术,在设计过程中考虑批量化生产及人们对视觉效果的需求,按照设计及工艺要求完成单板的拼花设计;在此基础上,为了便于加工管理,对线型图进行编号,将编好号的线型图进行拆分,根据单板的规格和激光切割机的加工幅面进行排版,形成排好版的编号图。将排好版的编号图去掉编号形成对应的加工图,加工图导入SmartCarve软件中,根据加工要求进行参数设置,控制激光切刻机对单板进行切割,得到需要的单板最小单元;将造型图导入SmartCarve软件中,进行雕刻参数设置,控制激光雕刻机对背板进行雕刻,最后将最小单元粘贴到背板相对应的位置上,完成单板拼花装饰制品制造[1-2]。
1 主要仪器设备及材料
1.1 主要仪器设备
M2500c型分光测色仪;CMA6040激光切割机;CMA1390激光雕刻机。
1.2 主要材料
红尼斯 (Aucoumea klaineana),花梨 (Pterocarpus cambodianus),苹果木(Schizomeria spp.),枫木雀眼(Acer spp.),铁刀木 (Cassia siamea),斑马(Paraberliniabifoliolata),白影(Acer pseudoplatanus),水曲柳(Fraxinus mandschurica),核桃楸 (Juglans mandshurica),柞木(Quercus mongolica),椴木(Tilia amurensis),红松(Pinus koraiensis),厚度0.5 mm的刨切单板[2];多层椴木胶合板等。
2 单板拼花设计
2.1 单板的L* a* b*色的采集
使用M2500c型分光测色仪对将要用到的单板进行L*a*b*色的采集,表1是部分单板颜色特征值。

表1 部分单板颜色特征值Tab.l Color characteristic values of partial veneers
2.2 造型设计
艺术图案可以参考摄影作品、绘画作品等进行创作,如图1为春光长寿的丙烯画。对于基本符合要求的图形,在AutoCAD软件中用插入光栅图像参照命令插入图片,根据设计的生产工艺,在另外一个图层,对艺术作品进行绘制,得到其线型图,如图2,完成线型设计;对于不符合要求的图形,通过搜集相关的图片以及实地考察,进行画面的整体布局,对其进行再创作,在Photoshop软件中对图片进行处理后,再调入到AutoCAD软件中,完成线型设计。线型图是按照工艺要求进行设计的,它需要满足如下工艺要求:每个切割的单板零件简称最小单元,每个最小单元实际尺寸大于5 mm×5 mm,小于这个尺寸设备则无法加工;需要切割单板的图形,必须是封闭图形,才能实现单板被切割下来的加工任务;切割的图形最好是曲线,直线转角会减慢速度;不能有重叠线,否则,会引起重复加工;在AutoCAD软件中画图时要有规律,如从上到下,从左到右,因为,加工是根据画图时的顺序进行的,无意义的加工路径既浪费时间,也损耗设备。
2.3 明度设计

图1 丙烯画Fig.1 Acrylic painting
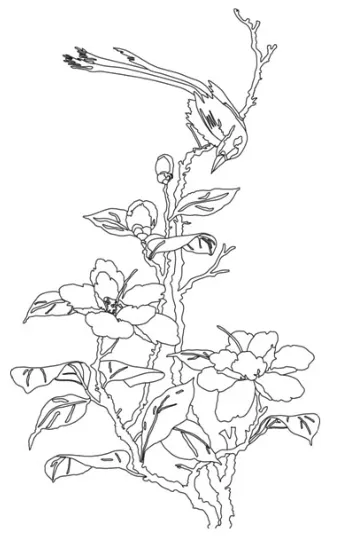
图2 线型图Fig.2 Line graph
将在AutoCAD软件中画好的线型图存为PDF格式 ,在Photoshop软件中打开,如图2。先大致选出需要用到的单板,在Photoshop软件中选定线型图(图2)的最小单元,在拾色器中输入选出单板的L*值,然后进行明度填充。因为单板的明暗范围比真实的少,所以按照真实的明暗关系填充反而变得比较容易,只需表现出空间层次即可。多填几张,选出最佳的一张,完成明度设计,得到相应的明度图,如图3。

图3 明度图Fig.3 Lightness graph
2.4 色彩转换
色彩转换准确地说是将明度设计转化成色彩设计。每个最小单元单板的L*值对应着L*a*b*值,因此选取明度图最小单元,参照明度图,在Photoshop软件拾色器中输入最小单元单板对应L*值的L*a*b*值,对线型图选区重新填色即可得到色彩图。
以对画好的春光长寿图色彩设计为例,笔者在多个方案中选择最满意的方案,充分利用计算机技术快速完成单板拼花的色彩设计,以此来确定最小单元所使用的单板种类,该方法快捷有效。
2.5 纹理设计
木纹是由一些大体平行但又不交叉的图案构成的,给人以流畅、井然、轻松、自如的感觉;木纹图案由于受生长量、年代、气侯、当地条件等因素的影响,在不同部位有不同的变化,这种周期变化的图案给人以多变、起伏、运动、富有生命力的感觉。可以说木纹图案充分体现了造型规律中变化与统一的规律,统一中有变化,变化中求统一[3]。所以,必须掌握单板天然纹理用于拼花制品时的规律,通过纹理设计,使拼花制品视觉效果更佳。
在纹理设计上,要注意以下三方面,其一,单板的纹理方向决定了单板的粘贴角度;其二,每张单板的纹理都不完全相同;其三,一些特殊的纹理能够表现出特定的装饰效果[2]。在色彩图的基础上进行纹理设计,决定了后期最小单元单板切割之前的排版角度和一些特殊纹理单板的使用。
3 拼花单元加工
3.1 编号及拆图
拼花单板,先编号,再拆图,是为了满足批量化生产的需求。
编号是指对造型图每个最小基本单元进行编号,图4为春光长寿图的局部编号图。编号采用四位数编号法,前两位对应拼花图案种类,后两位对应单板种类,最多都是99种。如图4,前两位“01”代表的图案是“鸟”,后两位“01-06”代表的单板是红尼斯,合在一起,“0101—0106”就是图案中“鸟”使用红尼斯单板部分的最小单元,从0101到0106共6块。
拆图是将编号图的每个最小基本单元拆开,拆开的图,按同一树种,同一纹理方向进行归类,根据单板的宽度和设备加工尺寸进行排版,以便于后期加工。如图5的局部拆分图,图案中“鸟”都使用红尼斯单板的最小单元,拆开后排版到一起,为便于后期形成对应的加工图。之后,去掉编号,形成对应的加工图,如图6的局部加工图。

图4 局部编号图Fig.4 Local numbering graph

图5 局部拆分图Fig.5 Local resolution graph
图6 局部加工图Fig.6 Local machining drawing
3.2 单板切割
激光切割具有精度高,切割快速,图案不受限制,自动排版节省材料,切口平滑,加工成本低等特点,能够完成各种各样的曲线切割,能够很好地完成设计意图。将排好版的加工图存为*.dxf文件导入SmartCarve软件中,设置最小光强45%,最大光强50%,光速100 mm/s,焦距5 mm,就可以用激光切刻机CMA6040对单板进行切割。切割好的单板零件分类存放。
3.3 加工文件、切割单板贮放
加工图形成两种文件,一种是*.dxf文件,另一种是将*.dxf文件导入SmartCarve软件中设置好加工参数导出的*.oux文件。再次加工时,需将*.oux文件直接导入激光切割机进行切割就可以;如果要更改加工参数,需将*.dxf文件导入SmartCarve软件中重新设置参数,再进行加工。
根据编号图、拆分图,建立最小单元单板存放册。前面是四位数编号的目录页,后面是单板存放页;目录页左侧是四位数编号,右侧是对应的页码;切割好的单板,装入对应页码的册中;需要时,根据编号查取相应的单板。
4 拼花饰品制备
4.1 文件管理
如果要实现批量化生产,就需要有完整的图纸,包括造型图、明度图、色彩图、编号图、拆分图和对应的加工图,还要有相应的*.dxf文件和*.oux文件。
4.2 背板雕刻
线型图导入SmartCarve软件,用激光雕刻机CMA1390进行雕刻,设置最小光强0.1%,最大光强0.3%,光速180 mm/s,焦距7 mm,将造型图雕刻到背板上。
4.3 单板拼花
按照从上到下,从左到右的规律,涂饰专用拼板胶黏剂,在雕刻线型的区域中放置对应的切割好的单板,压平。所有单板都预粘贴好后,上面覆聚四氟乙烯薄膜,送入热压机,单位压力0.9~1 MPa,热压温度55~60 ℃,热压时间1~5min。
4.4 砂光饰面
单板拼花粘贴好后,需要用400#砂纸砂光,单板拼花表面最好进行手工打磨、修补,最后在打磨好的表面,手工擦涂木蜡油。这样就借助CNC技术完成了需要的单板拼花制品。如图7,就是完成的春光长寿单板拼花制品实物,幅面550 mm×900 mm。
5 结论

图7 制品实物图Fig.7 Product physical drawing
通过单板拼花制品生产工艺的创新研究,实现了拼花制品的批量化生产。因为单板纹理的优越特性,每块单板都不一样,所以,批量化生产的单板拼花制品也不会完全相同,在提高生产效率,降低生产成本的同时,又能实现产品的个性化,具有非常好的市场前景。
[1]乐磊, 丁子峰, 王举伟, 等. 利用单板明度值确定拼花制品中的单板种类[J]. 林产工业, 2017, 44(7):52-54, 62.
[2]乐磊, 姜俊良, 王举伟, 等. 单板明度值在单板拼花制品中的应用[J].林产工业, 2017, 44(11):49-51.
[3]李坚. 木材科学研究[M]. 北京:科学出版社, 2009.
猜你喜欢
体育风尚(2023年24期)2024-01-26 05:59:00
体育风尚(2023年17期)2023-10-17 13:18:36
纺织学报(2021年5期)2021-05-27 06:45:04
冰雪运动(2019年3期)2019-08-23 08:10:32
山东工业技术(2019年7期)2019-05-29 11:06:02
江西建材(2018年4期)2018-04-10 12:37:28
文艺生活·下旬刊(2017年2期)2017-03-18 23:54:51
国际木业(2016年4期)2017-01-15 13:54:25
网印工业(2016年7期)2016-10-19 00:42:37
核科学与工程(2015年3期)2015-09-26 11:58:13
