
TFT-LCD液晶基板玻璃生产过程中的在线式称重方式初步研究
2017-04-21 05:49李青高俊杰李赫然
电气自动化 2017年2期
李青, 高俊杰, 李赫然
(1.东旭集团有限公司,河北 石家庄 050021;2. 平板显示玻璃技术和装备国家工程实验室,河北 石家庄 050035;3. 北京大学光华管理学院,北京 100871)
TFT-LCD液晶基板玻璃生产过程中的在线式称重方式初步研究
李青1,2, 高俊杰1,2, 李赫然3
(1.东旭集团有限公司,河北 石家庄 050021;2. 平板显示玻璃技术和装备国家工程实验室,河北 石家庄 050035;3. 北京大学光华管理学院,北京 100871)
介绍了TFT-LCD液晶基板玻璃生产过程中的离线式称重和在线式称重的用途和区别,及在线式称重方式中的三种不同的称重方式,通过对比硬件配置、分析动作流程和调试维护难度等方面,寻找三种称重方式的优缺点、差异,在实施过程中的难易程度和复杂性,以及适用于不同的工艺要求,根据不同的应用情况,选择符合产线要求的称重方式。
TFT-LCD;基板玻璃;离线式;在线式;称重;称重方式
0 引 言
随着液晶显示器的日益普及,市场对于液晶基板玻璃的需求急剧增加,进而对自动化生产线的产能及自动化程度的要求也不断提升[1]。在液晶基板玻璃生产线中,需要对横切之后带两边饵料的基板玻璃进行快速和精确的称量,并将称量出的重量数据及时反馈给前端工序,通过每张基板玻璃的重量值,可以计算出当前每小时的流量,及时了解流量的数据变化和趋势,根据流量的波动情况,及时调整工艺,提高基板玻璃的品质。
随着自动化程度的提高,基板玻璃的称重方式已由原来的离线式发展为现在的在线式称量,而在线式称量方式是将从横切之后带两边饵料的基板玻璃装载到传送带上的称重工序,通过自动控制系统完成称重、数据采集、数值计算和数据上传等工作的,大大地提高了重量数据反馈的及时性,也降低了人工离线测量造成的玻璃损耗。
1 液晶基板玻璃的称重方式
在液晶基板玻璃称重方式中,针对不同用途和目的,分为离线式和在线式两种方式。
1.1 离线式称重
在离线式称重方式中,应用最多的测量工具就是实验室专用的精密天平,在天平秤盘上放置基板玻璃的托架,方便放置基板玻璃,并对其进行称重。在称重时,先用标准砝码进行校准,保证测量结果的准确性;设置称量单位和精度等参数,保证测量结果的准确性。接下来,对托架进行去皮操作,在显示器中只显示当前基板玻璃的净重值,简单直观,方便抄录。最后,将多次称量的结果统计汇总后,及时反馈给前端工序查看和分析。
此种方式,常用于静态且测量次数相对较少的情况下,主要是对产线中横切之后的基板玻璃进行抽样测量,一方面反映产线中的流量变化情况,另一方面对在线式测量进行验证,确认测量的准确性是否偏离基准值,如果准确性变差,此时就需要对在线式称重传感器进行校正,避免误导工艺人员进行错误的设备调整和工艺对策。
1.2 在线式称重
在线式称重方式中,应用最多的测量工具就是称重传感器。称重传感器实际上是一种将质量信号转变为可测量的电信号输出的装置[2]。在实际应用的过程中,将称重传感器安装在设备本体可升降的称台底座上,在称重传感器上装有托盘,托盘托住夹持基板玻璃的装置对基板玻璃进行称重。称量之前,需要在称重传感器的控制器内设置称量单位、精度、采样频率和通讯等关键参数,并且要用标准砝码进行校准,最后将这些数据保存到控制器的寄存器中,保证称量时标准一致和准确。为了实现自动称重的目的,需要与PLC(可编程逻辑控制器,简称PLC)系统配合工作,PLC控制测量开始、数据传输和称量结束等工作内容[3-4],称量出的重量值通过数据总线输送到称重传感器的控制器内,并通过与之连接的显示器显示出来。另外,PLC通过数据线从控制器通讯端口将传感器测量的重量值读取到PLC的寄存器中,经过运算,获得最终的重量值,并将重量值通过工业以太网上传到企业MES(Manufacturing Execution System,制造执行系统,简称MES)系统的数据库中,供前工序实时查询和分析[5-6]。
此种方式应用于动态且称量次数较为频繁的情况下,加之称重传感器的灵敏度较高,容易受到外界因素的影响,一是设备本体震动的影响,二是连接伺服电机或变频器之间的动力电缆,在运行时产生的电磁干扰,三是设备运行时产生的静电的干扰,四是安装称重传感器的底座、升降和托盘等装置的安装精度和稳定性影响,这些情况势必会影响称重系统称量时的稳定性和准确性,虽然称重传感器的控制器内有自动稳定系统或滤波系统,也不能完全避免此类情况的发生。在实际应用中要引起足够的重视[7]。
2 液晶基板玻璃的在线式称重方式
2.1 脱离式称重
脱离式称重,就是称量基板玻璃的重量时,基板玻璃脱离运输传送带上的运输小车,由独立于传送带的称重装置完成基板玻璃的称重工作,完成称量后再将基板玻璃重新装载到传送带的小车上,继续输送到下一工位进行其他工作[8-9]。图1所示斜线填充区域所示的就是所述的脱离式称重方法。

图1 脱离式称重示意图
脱离式流程图如图2所示。

图2 脱离式流程图
此种方式的动作顺序为:运输小车运输基板玻璃到位后,定位装置对运输小车进行定位,称重装置的夹持手臂夹紧基板玻璃,运输小车松开基板玻璃,称重传感器称量基板玻璃的重量,在规定时间内PLC读取重量值完成后,运输小车的夹持机构夹紧基板玻璃,称重装置的夹持手臂松开基板玻璃,定位装置取消定位,传送带输送运输小车到下一工位。如此循环工作,完成对基板玻璃的重量称量工作。由此可以看出,由于自身结构的影响,动作缓慢,运行时间过长,不利于提升节拍,影响产线的整体产能,进而会增加产品的生产成本。
虽然此种方式是基板玻璃脱离原来运输小车的夹持机构,但是必须保持基板玻璃处于垂直放置状态,目的就是方便称量和重新装载到传送带的运输小车的夹持机构中。因此,此种方法结构复杂,为了防止基板玻璃脱离传输小车后弯曲或变形,称重装置的夹持手臂长度与基板玻璃的长度基本相等,由此造成了称量机构重心偏高,另外基板玻璃厚度一般在0.3 mm~0.7 mm之间,容易受到车间洁净空气进出口气流的影响,发生晃动,造成称重传感器测量值上下波动,PLC在规定时间内读取控制器中的重量值时,会出现上下波动偏离基准值的现象,严重时,会超出允许的上下限极值。此时,就需要进行甄别,在MES系统中查看整体运行趋势和波动范围,避免出现被误导而进行的工艺调整等错误行为。2.2 双工位称重
双工位称重方式,就是在基板玻璃传送带的两个工位中实现对基板玻璃的称重工作。如图3中所示的斜线填充区域的“空载称重”和“负载称重”两个工位,“空载称重”工位实现对运输小车的称量,“负载称重”工位实现对运输小车和基板玻璃的称量。在“空载称重”工位测量出的重量值保存到PLC固定区域的锁存寄存器中,防止PLC掉电后丢失数据。当运输小车由“空载称重”工位输送到“小车首端移载”工位时,此运输小车的重量值会自动移动到分配给“小车首端移载”工位的锁存寄存器中,与运输小车保持同步,依此类推,直到“负载称重”工位时结束数值传递。当基板玻璃从“玻璃装载”工位装载到传送带上的运输小车后,运输小车输送基板玻璃到达“负载称重”工位,完成对运输小车和基板玻璃的称量,将重量值保存到分配给此工位的锁存寄存器中,随后,用此时的重量值减去传递到此的“空载称重”工位的重量值,得出的差值就是基板玻璃的重量值。
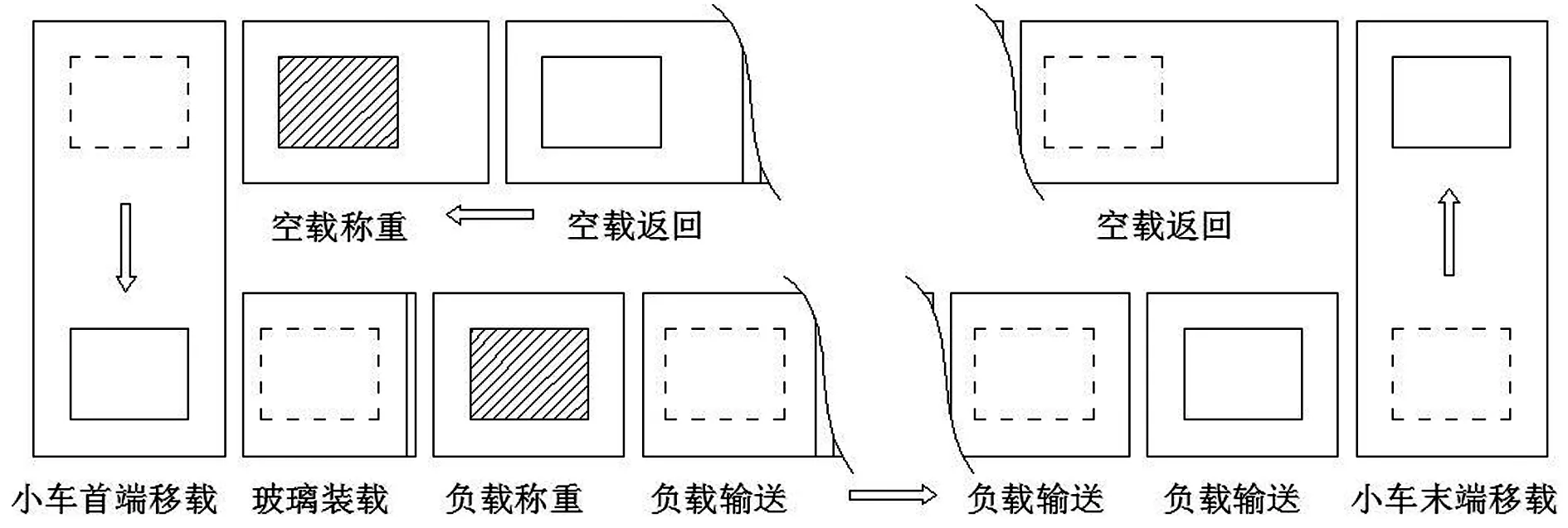
图3 双工位称重示意图
双工位称重流程图如图4所示。
此种方法虽然实现起来容易,结构简单,但是PLC程序复杂,维护难度大。此外,两个工位的称重装置的安装精度和运行顺畅程度会有误差,得到的重量值会出现波动情况,偏离基准值较大,此时还需要加入适当的补偿值进行修正,以便得到准确的重量值。
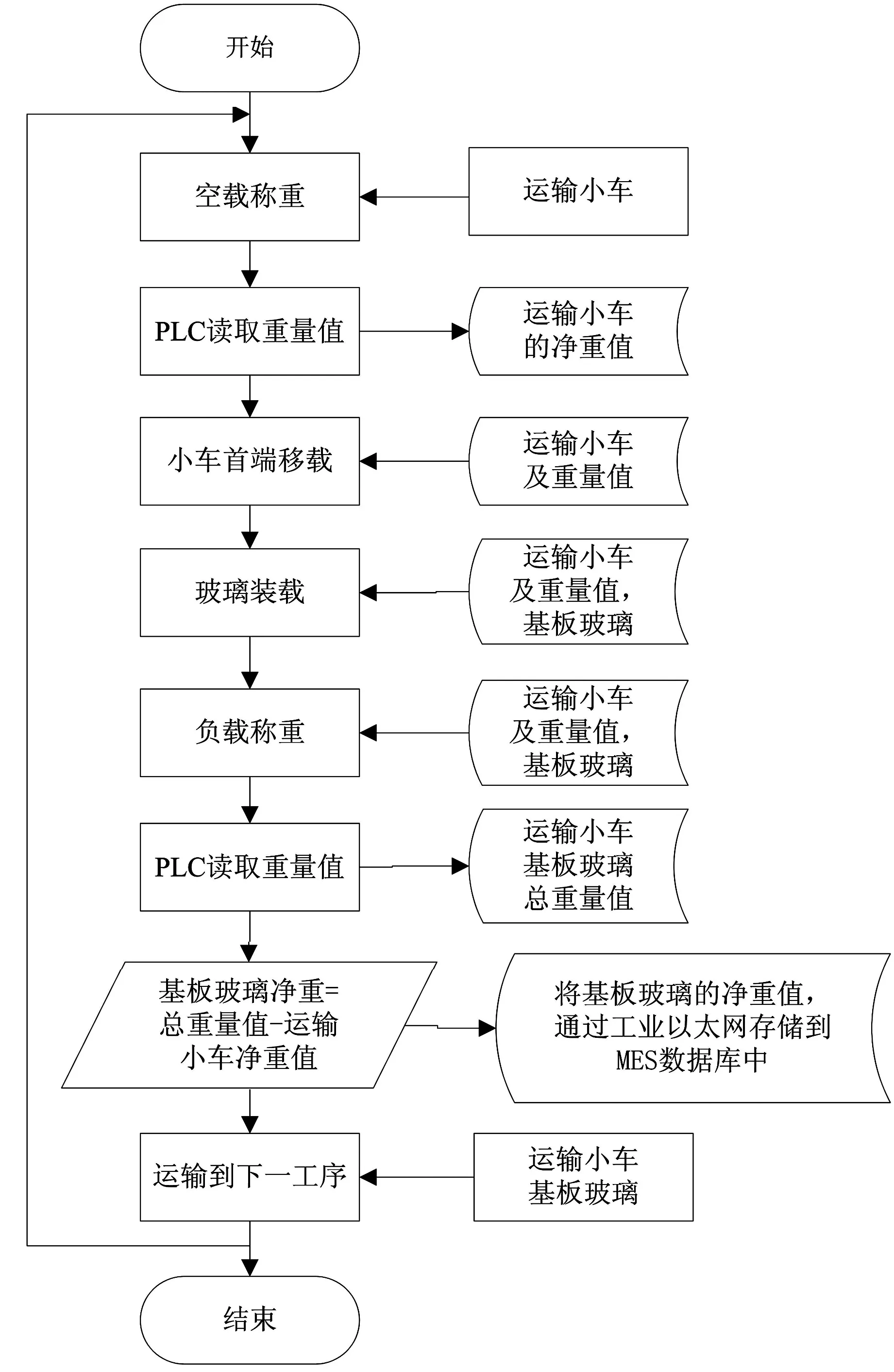
图4 双工位称重流程图
2.3 单工位称重
单工位称重方式,如图5所示的斜线填充区域,就是在“装载称重”一个工位上实现两次称量工作,即基板玻璃装载之前运输小车的称重和基板玻璃装载之后运输小车的称重[10、11]。因为每次称量的运输小车不同,在制造加工过程中,无法保证每个运输小车的重量一致,所以不能采用去皮的方式进行统一化称量,只能先后称量两次,计算出最终的重量值,即两次称量的差值。
此种方式是对双工位称重方式的优化和完善,机械结构虽然变动不大,PLC程序变动却很大,精简了大量的数值传递程序,维护难度大大降低。由于是在同一工位对同一运输小车进行称重,运行条件是一致的,重量值不会出现大的波动,保证了称重的稳定性,最终结果也接近基准值。
单工位称重流程如图6所示。
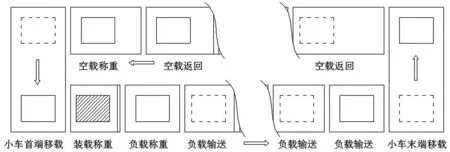
图5 单工位称重示意图
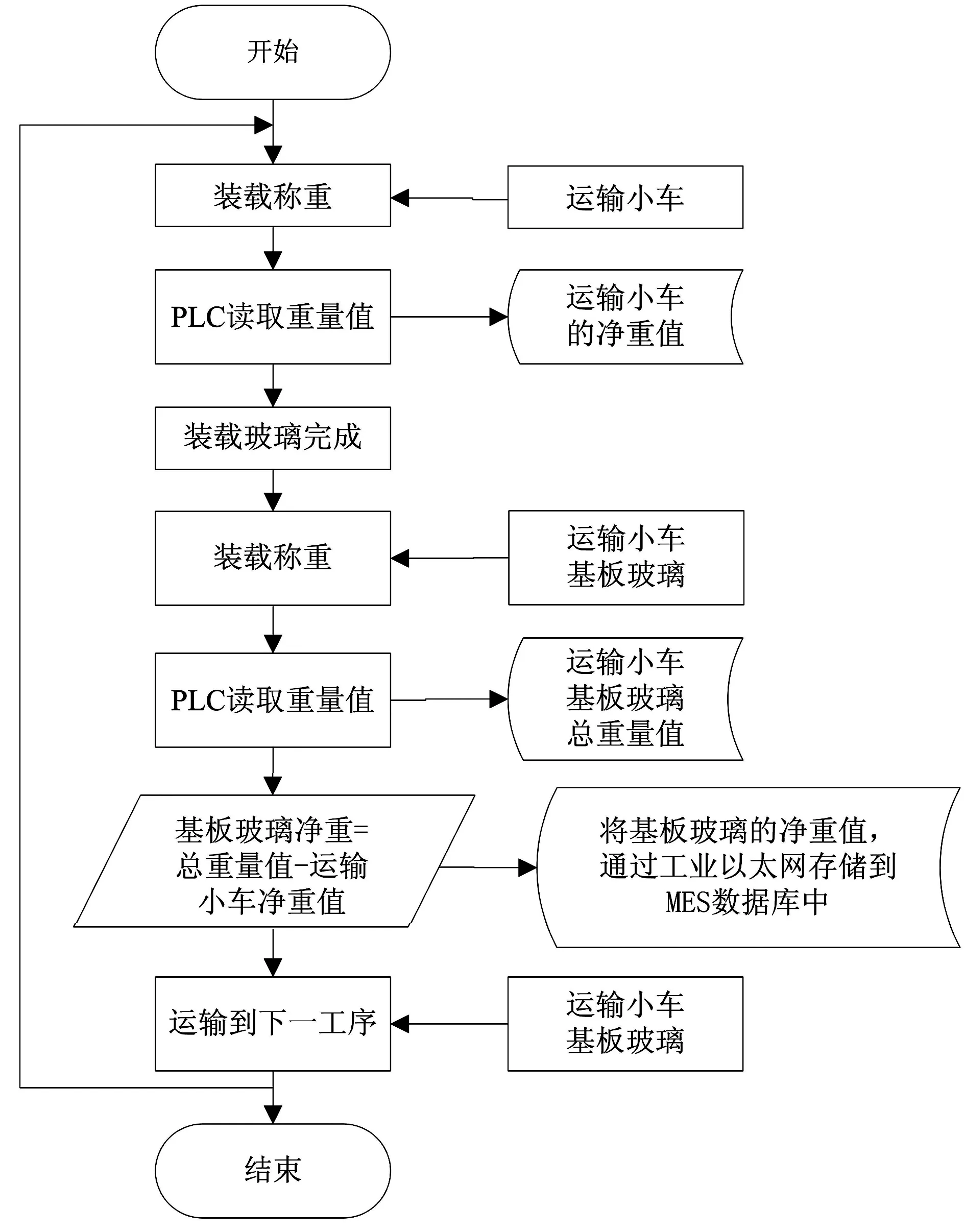
图6 单工位称重流程图
3 如何选择液晶基板玻璃的在线式称重方式
3.1 根据生产节拍进行选择
针对不同代次的基板玻璃,要求的生产节拍时间不同,代次越高,生产节拍时间就越长。如果是应用于低代次的生产线中,可以采用双工位称重方式,可以节省称重时间,便于提升生产节拍时间;如果应用于高代次的生产线中,可以采用单工位称重方式,因为生产节拍时间长,完全满足一个工位进行两次称重工作。如果对脱离式称重方式进行优化和完善,去除自身结构限制和外界因素的影响,其称量的重量值更加准确,可以应用于不同代次当中。
3.2 根据设备成本进行选择
因为称重传感器属于精密测量元件,其成本很高,一套的价格可达几万元,甚至更高,根据不同厂家不同等级的产品而不同。单工位称重方式的设备成本是双工位称重方式的一半,在满足生产要求的前提下,选择性价比高的称重方式。
4 结束语
伴随着液晶基板玻璃生产线的发展,称重技术也经历了从无到有,从弱到强的进步过程。随着科学技术的不断进步,会不断涌现出更好的称重技术,来淘汰陈旧的称重技术,同时降低设备成本,节省称重时间,提高生产节拍,更好的服务于液晶基板玻璃的生产。
[1] 东旭集团有限公司.液晶玻璃基板生产线上用的称重装置:201320084491.3 [P].2013-7-24.
[2] 郁有文,常健,程继红.传感器原理及工程应用[M].4版. 西安:西安电子科技大学出版社, 2014.
[3] 姜建芳.西门子S7-300/400 PLC工程应用技术[M].北京:机械工业出版社,2015.
[4] 高安邦,姜立功,冉旭.三菱PLC技术完全攻略[M].北京:化学工业出版社,2016.
[5] 王爱民.制造执行系统(MES)实现原理与技术[M]. 北京理工大学出版社,2014.
[6] (美)福罗赞(Forouzan,B.A.) 著.TCP/IP协议族[M]. 4版(影印版).北京:清华大学出版社,2013.
[7] 齐彦民,王丽红,周波.论玻璃基板称重系统精度提高的对策[J]. 中小企业管理与科技(中旬刊), 2014,23(5): 319
[8] 河北东旭机械设备有限公司.TFT-LCD玻璃基板自动称重计量装置:200820076231.0[P].2009-07-22.
[9] 彩虹显示器件股份有限公司.一种在线自动称重装置: 201220329633.3[P].2013-02-20.
[10] 东旭集团有限公司.一种玻璃基板称重装置: 201420202996.X [P].2014-09-03.
[11] 芜湖东旭光电科技有限公司. 液晶玻璃基板半成品称重测厚装置: 201320628832.9[P].2014-04-02.
An Initial Study of Online Weighing Mode in the Production Process of TFT-LCD Substrate Glass
Li Qing1,2, Gao Junjie1,2, LiHeran3
(1. Tunghsu Group Co. Ltd., Shijiazhuang Hebei 050021, China; 2. National Engineering Laboratory of Flat Panel Display Glass Technology and Equipment, Shijiazhuang Hebei 050035, China; 3. Guanghua College of Management, Peking University, Beijing 100871, China)
This paper describes the usage of and difference between off-line and on-line weighing in the production process of TFT-LCD substrate glass, and explains three different ways of online weighing mode. Through comparison of hardware configuration as well as analysis of action process and degree of difficulty of debugging and maintenance, we find their advantages, disadvantages, differences, degree of difficulty and complexity in implementation process, as well as their adaptation to different technological requirements. Based on different applications, one can choose the weighing mode in compliance to the production line.
TFT-LCD;substrate glass;off-line; on-line; weighing;weighing mode
国家科技支撑计划,项目名称:典型高性能特种玻璃关键技术研发与示范,课题名称:G8.5液晶玻璃基板生产技术应用开发,课题编号:2013BAE03B02-03
10.3969/j.issn.1000-3886.2017.02.032
TH48
A
1000-3886(2017)02-0103-03
李青(通讯作者)(1965-),女,河北石家庄人,硕士,高级工程师。东旭集团有限公司总裁,平板显示玻璃技术和装备国家工程实验室主任。研究方向:机械设计。 高俊杰(1981-),男, 河北保定人,大专。研究方向:电气工程及其自动化专业。 李赫然(1993-),男,河北石家庄人,硕士生。研究方向:国民经济学。
定稿日期: 2016-09-13
猜你喜欢
发光学报(2022年7期)2022-08-05
数学物理学报(2021年6期)2021-12-21
汽车工艺师(2021年7期)2021-07-30
液晶与显示(2020年8期)2020-08-08
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
科学导报(2019年55期)2019-09-28
中国塑料(2016年7期)2016-04-16
杭州(2015年9期)2015-12-21
液晶与显示(2015年1期)2015-02-28
