
脉冲等离子- MIG复合焊熔滴过渡行为研究
2017-04-20 06:20:09陈树君宋亚修肖珺白立来王旭平
焊接 2017年3期
陈树君宋亚修肖 珺白立来王旭平
(1.北京工业大学汽车结构部件先进制造技术教育部工程研究中心,北京100124; 2.首都航天机械公司,北京100076)
脉冲等离子- MIG复合焊熔滴过渡行为研究
陈树君1宋亚修1肖 珺1白立来1王旭平2
(1.北京工业大学汽车结构部件先进制造技术教育部工程研究中心,北京100124; 2.首都航天机械公司,北京100076)

将脉冲等离子电弧与MIG电弧同轴复合,期望利用等离子弧脉冲峰值电流产生的高速等离子射流冲击熔滴和熔池,促进熔滴过渡,同时增加焊缝熔深。开发了一套高速视觉与电信号精确同步的焊接数据采集系统,对脉冲等离子-MIG复合焊熔滴过渡行为进行研究。研究发现将等离子电流调制成脉冲波形,等离子弧对工件总体热输入下降,等离子峰值电流产生的等离子流力可以有效促进熔滴过渡。在此基础上深入分析了等离子脉冲峰值电流、脉冲宽度及熔滴在等离子弧过渡位置等参数对熔滴过渡的影响,获得了脉冲等离子-MIG复合焊一脉一滴过渡的工艺参数窗口。
脉冲等离子-MIG 熔滴过渡 等离子流力 一脉一滴过渡
0序 言
等离子-MIG复合焊是由等离子电弧和MIG电弧组成的复合电弧焊接方法[1],最早是由W.G.Essers和A.C.Liefken等人[2]提出。等离子-MIG复合电弧具有较大的能量密度,等离子电弧对工件及焊丝的预热作用,使得焊缝区晶粒细化、熔滴温度降低、焊缝气孔减少,提高了焊缝成型质量[3-4]。
目前为止,国内外对等离子-MIG复合焊接工艺的研究,大多认为等离子电弧是“辅助”作用,主要是对母材、焊丝预热以及MIG电弧的保护作用,而MIG电弧主要决定了熔滴过渡的类型以及焊缝熔深[5-9]。铝合金对热输入比较敏感,中厚板焊接过程中容易造成未熔透或者烧穿的现象,而等离子弧电源是恒流源,可以稳定控制对母材的热输入,并且将等离子电流调制成脉冲波形,既可以有效降低热输入、控制焊缝熔深,又可以在脉冲峰值期间获得较大的等离子流力促进熔滴过渡。因此文中重点研究等离子弧脉冲参数对等离子-MIG复合焊熔滴过渡的影响规律,找到稳定的一脉一滴焊接工艺区间,优化脉冲等离子-MIG复合焊接过程。
1焊接系统及试验方法
等离子-MIG复合焊接系统由米勒Dynasy700焊机、肯比X450焊机、泰佰亿PLM600同轴复合焊枪以及焊接运动平台组成。焊接多信息同步采集系统主要由Y-4高速摄像机,霍尔电压、电流传感器,高速数据采集卡组成。高速摄像采样频率为3 000帧/秒,电信号采样频率为150 kHz,焊接过程中电信号和高速摄像同步采集,便于对熔滴过渡行为进行精确分析,焊接试验系统如图1所示。
等离子弧电源和MIG弧电源均采用直流反接方式,焊接板材为5183铝合金,焊丝选用直径为1.2 mm 的5356铝合金焊丝。中心气、离子气、保护气均为纯氩气,气体流量分别为10 L/min,10 L/min,15 L/min。送丝速度定为6.9 m/min,脉冲频率定为30 Hz。分别研究熔滴在等离子弧轴向的相对位置(以下简称熔滴位置)、等离子电弧脉冲峰值电流以及峰值时间对熔滴过渡的影响,试验参数见表1。
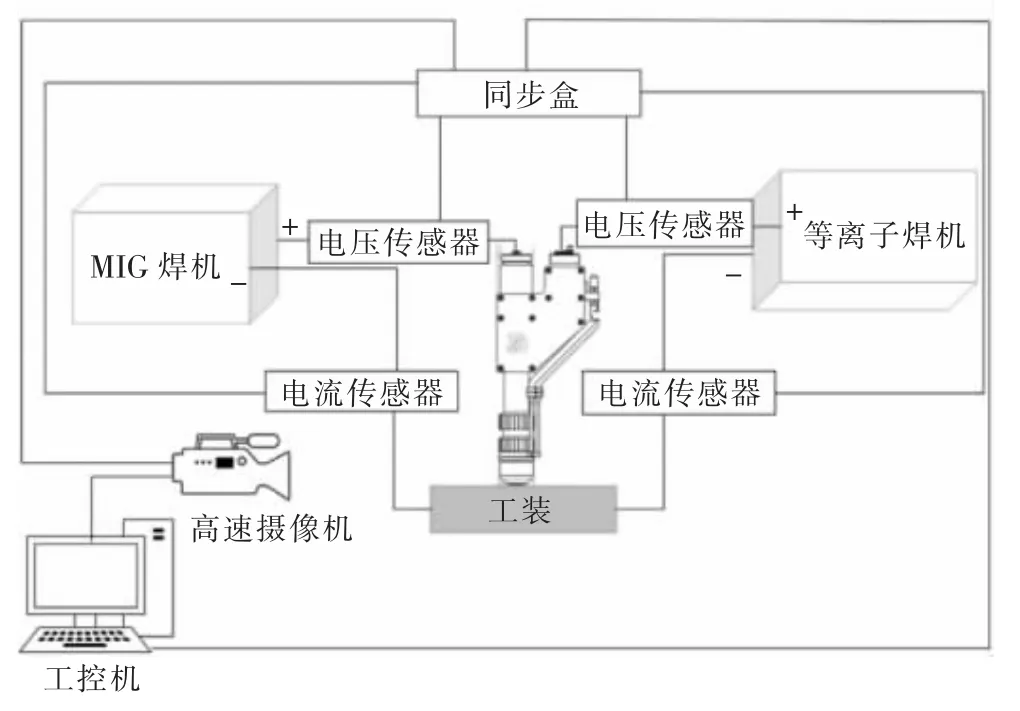
图1等离子-MIG复合焊接系统

表1脉冲等离子-MIG复合焊接试验参数
2试验结果与分析
2.1熔滴位置对熔滴过渡的影响
熔滴位置主要取决于MIG电弧弧长的大小。等离子电弧对焊丝的热输入,改变了MIG焊机电流和电压的平衡机制,因此MIG焊机选择非一元化设置。送丝速度为6.9 m/min,等离子峰值电流为500 A,脉冲时间为3 ms,MIG电压设置为17 V,19 V,21 V时,熔滴位置分别对应等离子压缩喷嘴外部、喷嘴口处和喷嘴内部(图2),观察这三种位置的熔滴过渡行为,研究喷嘴内外等离子流力大小的差异及其对熔滴过渡的影响。
图3为熔滴在喷嘴外部时典型熔滴过渡和电压波形,图片数字编码是高速摄像实时拍摄帧数,记录不同时刻熔滴过渡状态。第一个脉冲到来时,熔滴在脉冲等离子流力作用下轴向拉伸,但不足以克服表面张力进入熔池;在第二个脉冲作用下熔滴脱离焊丝并产生飞溅。熔滴脱离焊丝的瞬间,MIG电弧跳跃拉长,电弧电压达到了24 V,在脉冲结束后逐渐恢复到设定的17 V电压。
图4为熔滴在喷嘴口处时典型熔滴过渡和电压波形。此时熔滴过渡位置处于喷嘴内外的临界位置,受到的等离子流力增大。当等离子脉冲到来时,熔滴在脉冲等离子流力作用下被轴向拉伸,并在等离子脉冲峰值期间发生充分颈缩,脉冲结束后脱离焊丝。熔滴过渡形式为稳定的一脉一滴过渡。
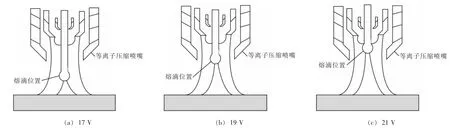
图2熔滴不同过渡位置示意图
图5为熔滴在喷嘴内部时典型熔滴过渡和电压波形。从高速摄像拍到的图片可以看到熔滴过渡顺畅,在熔滴过渡过程中MIG电压波动较小,焊接过程稳定。
喷嘴外部的等离子体流速要远小于喷嘴内部,因此熔滴受到的脉冲等离子流力作用较小,故而熔滴在喷嘴外部时形成两脉一滴过渡过程;熔滴在喷嘴内部过渡时能够获得稳定的一脉一滴过渡,但熔滴在喷嘴内部过渡时加速距离较长,对熔池有较大的冲击力,在焊接过程中产生细微飞溅,因此实际焊接过程中控制熔滴在喷嘴口处过渡。
2.2峰值电流对熔滴过渡的影响
MIG电压定为19 V,控制熔滴在喷嘴口处过渡,等离子弧脉冲宽度为3 ms,峰值电流分别为400 A,450 A,500 A,550 A时,观察峰值电流的变化对熔滴过渡的影响。
图6为等离子脉冲峰值电流400 A时的典型熔滴过渡。第一个脉冲到来时,熔滴在脉冲等离子流力的作用下被轴向拉伸(第2幅图片),但不足以脱离焊丝;在脉冲结束后,熔滴在表面张力的作用下收缩回到等离子喷嘴口处(第4幅图片);第二个脉冲到来时,熔滴受到的重力和脉冲等离子流力增加,熔滴脱离焊丝形成两脉一滴的过渡方式。
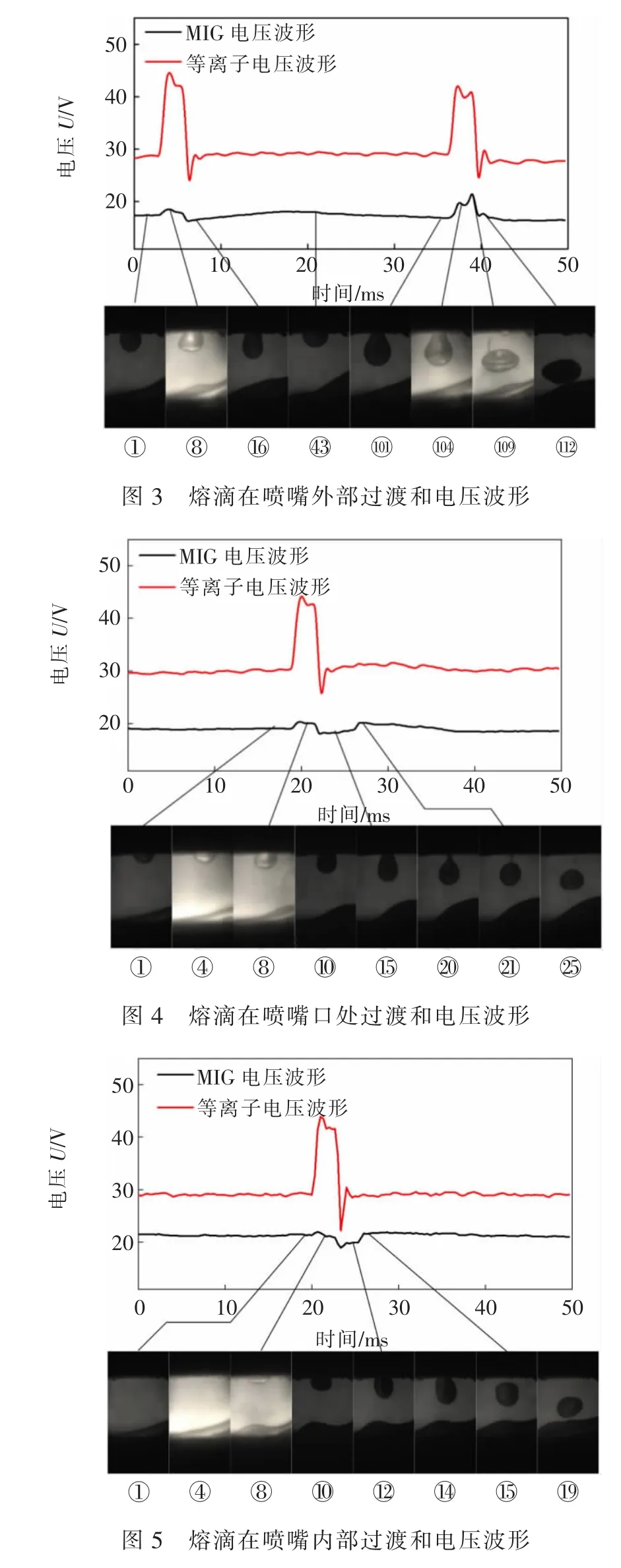
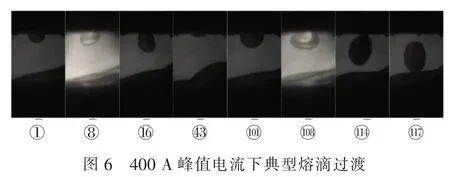
图7为等离子脉冲峰值电流450 A时的典型熔滴过渡。熔滴过渡形式为一脉一滴过渡,脉冲峰值电流期间,熔滴在等离子流力冲击作用下,向熔池方向运动,由于熔滴在脉冲峰值期间被充分加速,熔滴在脉冲结束后仍然具备足够的动量以克服表面张力,从而在基值电流期间脱离焊丝。从图7中第6幅图片可以看到,熔滴在脱离焊丝的瞬间形状近似球状,无明显轴向拉伸,因此在其它焊接参数不变的情况下,450 A等离子峰值电流接近保证熔滴一脉一滴过渡所需的临界峰值电流。
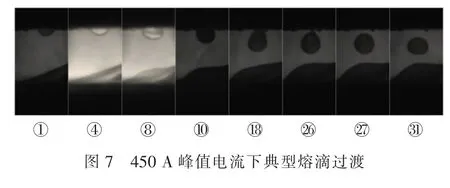
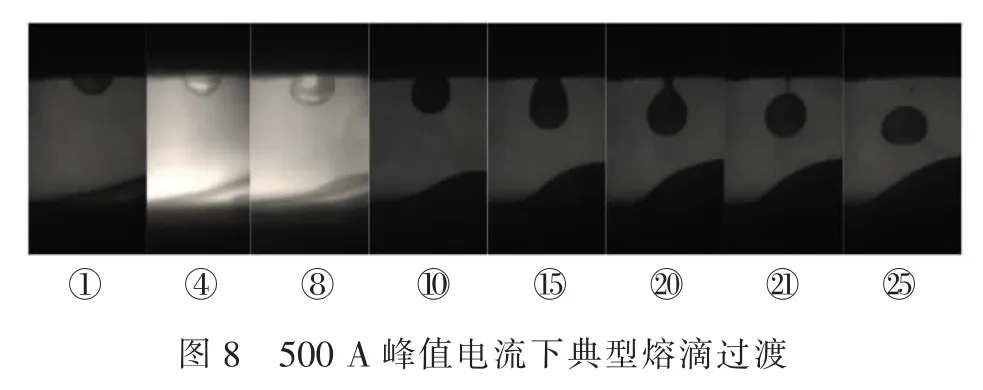
图8为等离子脉冲峰值电流500 A时的典型熔滴过渡。熔滴在脱离焊丝的瞬间被轴向拉伸变形(第6幅图片),由此可知熔滴脱离焊丝前所受的等离子流力冲量较大,熔滴过渡过程顺畅。
继续增加脉冲峰值电流到550 A,典型熔滴过渡如图9所示。熔滴脱离焊丝前被轴向拉伸变形更加严重(第6幅图片),因此熔滴受到的等离子流力冲量更大,但这时的脉冲等离子流力还不足以使熔滴在脉冲时间内脱离焊丝进入熔池,对熔池的冲击还不是很大。
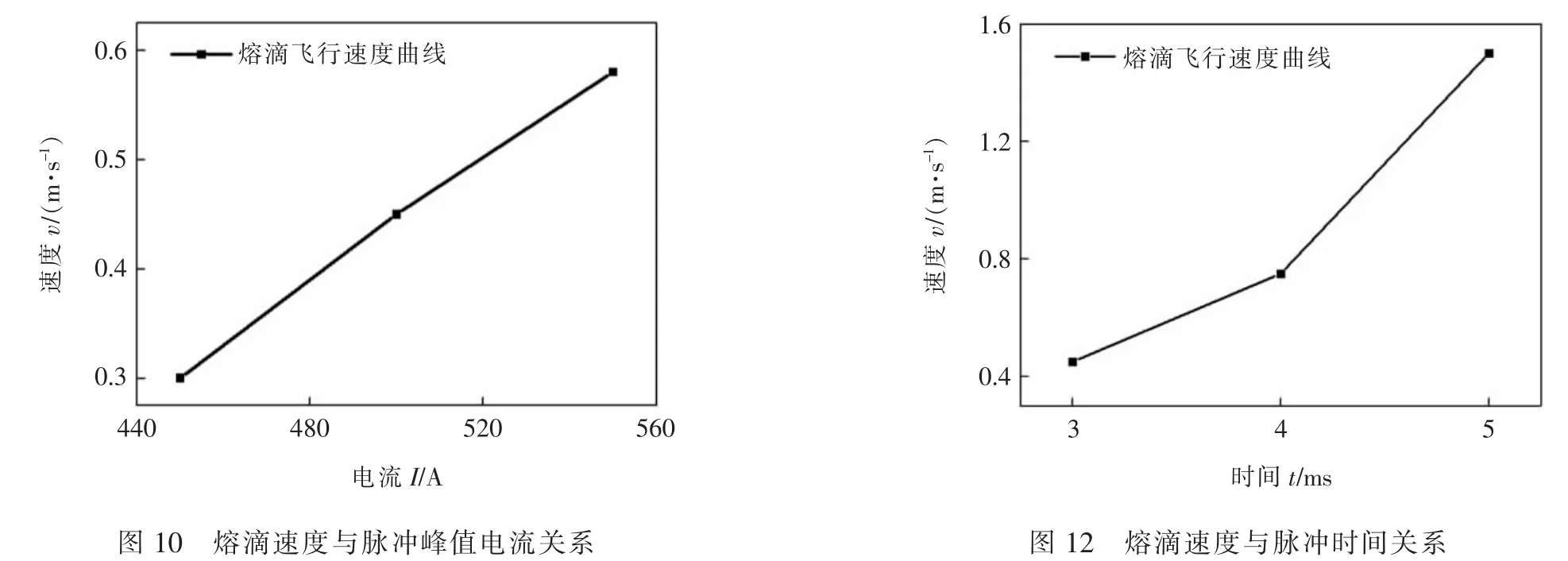
通过高速摄像拍摄频率(熔滴脱离焊丝进入熔池的图片拍摄帧数)可以得到熔滴在电弧中的飞行时间,控制焊枪与工件之间的高度可以得知熔滴在电弧中的飞行距离,从而计算出熔滴在电弧中的平均速度。熔滴在电弧中的速度与脉冲峰值电流的关系如图10所示。等离子流力随着脉冲峰值电流的增加而增加,而熔滴速度取决于脉冲等离子流力对熔滴冲量的大小,因此熔滴速度随着脉冲峰值电流的增加而加快。
2.3脉冲时间对熔滴过渡的影响
该组试验MIG电压确定为19 V,同样控制熔滴位置在喷嘴口处,等离子弧脉冲峰值电流为500 A,脉冲时间分别为2 ms,3 ms,4 ms,5 ms,熔滴过渡方式见表2。

当脉冲时间为2 ms时,脉冲等离子流力对熔滴施加的冲量较小,熔滴过渡方式是两脉一滴;脉冲时间增加到3 ms,一个脉冲能够打掉一个熔滴;继续增加脉冲时间到4 ms,熔滴仍是在基值电流期间脱离焊丝,过渡方式为一脉一滴。
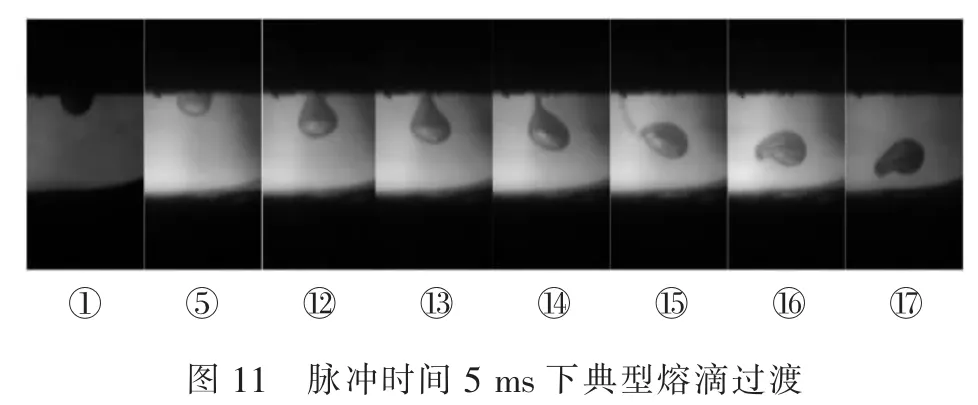
当脉冲时间增加到5 ms时,熔滴在脉冲时间内脱离焊丝并伴随飞溅,如图11所示。熔滴在脉冲等离子流力作用下向熔池方向运动,在脉冲时间内熔滴上部液态金属发生颈缩并爆断,产生飞溅(第5和6幅图片)。
熔滴过渡速度与脉冲时间的关系如图12所示。从图中可以看到熔滴速度随着脉冲时间的增加而提高。当脉冲时间为2 ms时,熔滴不能脱离焊丝;当脉冲时间达到5 ms时,熔滴在脉冲时间内脱离焊丝,并在焊接过程中产生飞溅。因此在实际焊接过程中脉冲时间控制在3~4 ms之间。
3结 论
(1)等离子-MIG复合电弧焊接过程中,等离子电流引入脉冲波形,能够有效促进熔滴过渡;调整合适的焊接参数,可以获得稳定的一脉一滴过渡。
(2)等离子脉冲宽度增加,熔滴过渡更加顺畅;等离子脉冲峰值电流减小,熔滴过渡变得困难。熔滴在等离子压缩喷嘴内部受到的脉冲等离子流力更大,过渡更加容易。
(3)熔滴在基值电流期间脱离焊丝,过渡过程稳定并且MIG电压波动较小,焊接质量好;熔滴在脉冲峰值电流期间脱离焊丝进入熔池,熔滴飞行速度快,在焊接过程中产生飞溅。参考文献
[1] 崔旭明,李刘合,张彦华.高效焊接工艺研究现状[J].新技术新工艺,2004(7): 32-34.
[2]Essers W G. Method of and Device for Arc Welding: US,4039800[P]. 1977-08-02[2017-03-20].
[3] Esser W G, Jelmorini G. Arc characteristics and metal transfer with plasma-MIG welding[J]. Metal Construction,1972,4 (12): 439-447.
[4]王学远,杨学勤,杨 涛,等. Plasma-MIG复合电弧焊接技术发展[J].焊接, 2012 (8): 26-29.
[5] Resende A A, Ferraresi V A, Scotti A, et al. Influence of welding current in plasma-MIG weld process on the bead weld geometry and wire fusion rate[J]. Welding International,2011(12):910-916.
[6]Kim C H, Ahn Y N, Lee K B. Droplet transfer during conventional gas metal arc and plasma-gas metal arc hybrid welding with Al 5183 filler metal[J]. Current Applied Physics,2012,(12):178-183.
[7]Essers W G,Jelmorini G,Tichelaar G W. The plasma-MIG welding process[J]. Tool and Alloy Steel,1978,12(8):275-277.
[8] Ton H. Physical properties of the plasma-MIG welding arc[J]. Journal of Physics D: Applied Physics,1975,8(8): 922.
[9]Hirokazu N, Ji S Y. Narrow gap MIG welding process with high speed rotating arc[J]. Chinese Mechanical Engineering Society,1984,16(4):1-6.
陈树君,1971年生,哈尔滨工业大学博士,“长江学者奖励计划”特聘教授、博士生导师。获国务院政府特殊津贴,北京市百千万人才工程人选,北京市高层次创新创业人才计划领军人才。先后主持国家科技重大专项,国家自然科学基金等国家、省部级科研项目30余项。近年来发表学术论文100余篇,获国际专利2项,国家发明专利30余项,在高端焊接装备和航天航空领域取得良好成果,攻克了航天铝合金大型薄壁密封舱体结构焊接难题,获得国家科技进步二等奖及多项省部级以上奖励。主要研究领域焊接电弧物理,变极性等离子弧焊接工艺及装备,铝合金丝材电弧增材制造,机人协作智能焊接,以及特种焊接工艺及装备研究。现任北京工业大学焊接技术研究所副所长,教育部汽车结构部件先进制造技术工程研究中心副主任,北京市焊接设备研究与开发中心副主任,中国电工技术学会电焊技术专业委员会副主任,中国焊接协会教育与培训工作委员会副理事长兼秘书长,中国焊接学会青年工作委员会主任委员,中国职工焊接技术协会焊接设备专业委员会副理事长,全国电焊机标准化技术委员会(SAC/TC70)副主任委员。
TG456+.2
2016-10-12
猜你喜欢
南昌大学学报(工科版)(2022年1期)2022-06-16 01:49:26
焊接(2016年10期)2016-02-27 13:05:32
焊接(2016年1期)2016-02-27 12:54:19
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年9期)2015-07-18 11:03:51
焊接(2015年3期)2015-07-18 11:03:24
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13
上海金属(2014年4期)2014-12-15 10:40:30
汽车零部件(2014年5期)2014-11-11 12:24:34
