
不同混合式吸附剂导热性能实验研究
2017-04-20 08:18杜红涛刘泽勤安文卓
绿色科技 2017年6期
杜红涛+刘泽勤+安文卓
摘要:通过将吸附剂活性炭与多种金属以不同的比例混合,配置成混合式吸附剂,并分别测试了其导热系数,试图发现一种合适的金属及比例,使其既能提高吸附剂的传热性能而又不严重影响吸附剂的传质性能。结果表明: 随着活性炭与金属混合比例增加,各混合式吸附剂导热系数随之增大,并且在混合比例为10:8时达到最大值; 对于3种混合式吸附剂(活性炭-铁屑、活性炭-铝屑、活性炭-铜屑),活性炭-铝屑混合式吸附剂在比例为10:3便达到很高的值,此后随着比例增加,导热系数变化不大,而另外两种混合式吸附剂随着比例增加导热系数均变化很大。
关键词:混合式吸附剂;混合比例;导热系数
中图分类号:TK172
文献标识码:A 文章编号:1674-9944(2017)6-0153-03
1 引言
近几十年来,全球经济飞速发展,工业化进程不断加深,这些发展都离不开能源的消耗。当前,环境污染的加剧,能源短缺和环境污染已成为全球面临的共同难题,节能减排已成为当前社会热点话题。在我们国家,作为制冷空调设备应用主体的建筑能耗占社会总能耗的比例高达1/3,而在建筑能耗当中,空调、采暖等设施设备能耗几乎占到1/2[1,2]。因此,在制冷空调行业,新节能技术和节能产品的研究以及新型制冷方式和设备的开发应用成为了从业人员首要任务。作为一种绿色环保的制冷技术,吸附式制冷与当前能源、环境的协调发展趋势相一致,并因其无运动部件,可利用低品位热能及太阳能驱动等特点引起了人们极大关注[3~6]。吸附式制冷技术从发现至今已有160多年的历史,在此期间,有关吸附式制冷的研究成果不断涌现出来,如R. E. Critoph研制的用于冷藏疫苗的太阳能吸附式制冷机[7],李晓敏等研制的DY渔船发动机尾气制冰機[8],Suzuki研制的高温烟气余热驱动吸附式汽车空调系统[9],以及日本的前川公司以硅胶-水为工质对研制的吸附冷水机组,此冷水机组利用75℃的热水驱动,可生产14℃的冷水[10]。但吸附式制冷设备在商业化的发展过程中一直受到制冷效率偏低、吸附制冷循环周期长等瓶颈问题,其中一重要原因就是吸附式制冷所用的吸附剂为多孔介质,导热系数偏低[11]。所以,解决吸附制冷系统制冷效率低下的关键点是缓解吸附剂传热传质矛盾[12],提高吸附剂导热性能。
本文通过在吸附剂中添加高导热性能材料(如铁屑、铝屑、铜屑),配制不同质量比的混合式吸附剂,以期提高混合式吸附剂的导热系数。
2 实验研究
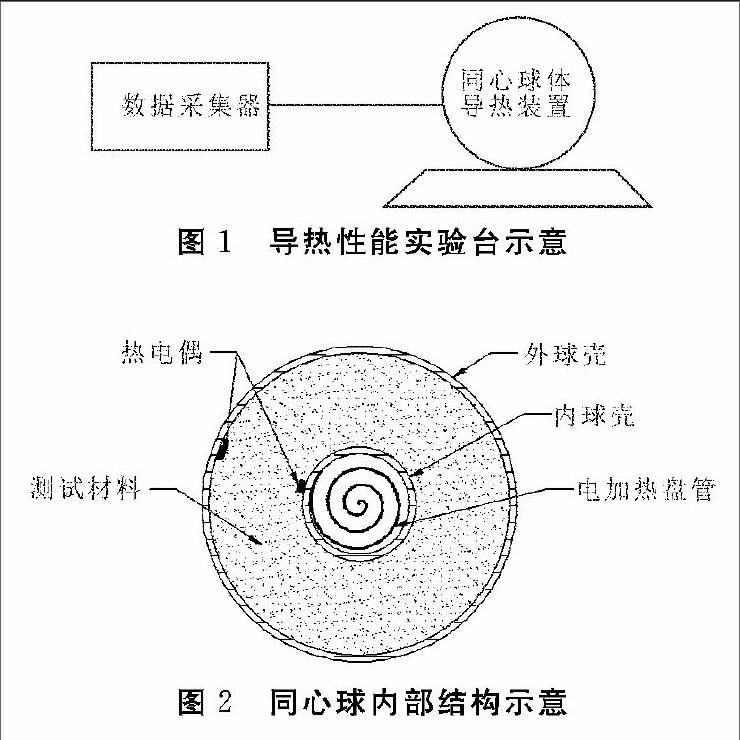
本文采用同心球体导热装置进行导热系数的测试,实验台示意图如图1所示,主要由数据采集器和同心球体导热装置组成。同心球体结构示意图如图2所示,球体由内、外两球壳组成,其中在内球壳内部装有电加热盘管,内、外球壳之间装填测试材料,并且在内、外球壳上均布置有热电偶,用以监测温度。
3 实验结果分析与讨论
通过选取吸附剂活性炭与相应金属屑进行混合,配制成实验所用的混合式吸附剂,按实验步骤对其导热性能进行了测试,得出实验结果如下。
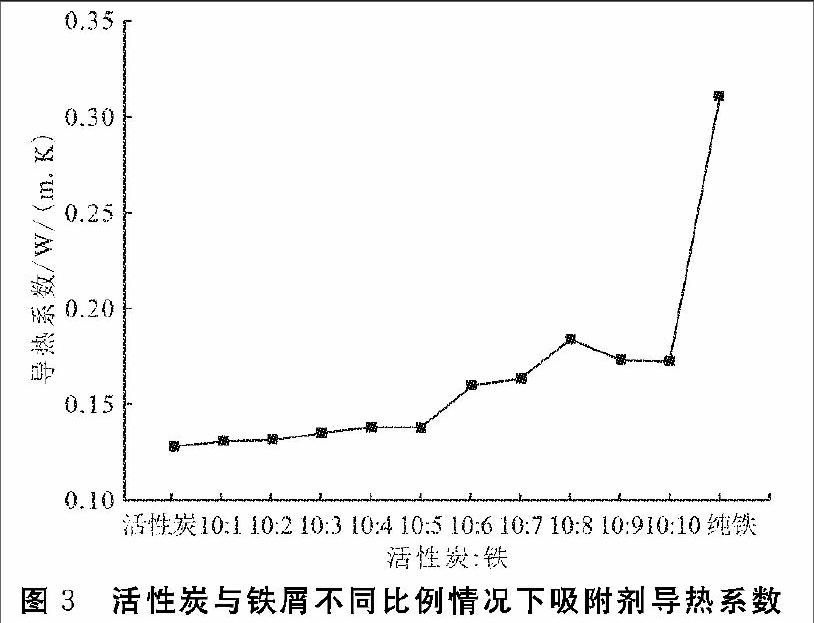
图3、4、5为活性炭与不同金属屑按一定比例混合时的导热系数,从图中可以得出,随着活性炭与金属屑比例的增加,吸附剂导热系数整体呈现出增长的趋势。选取活性炭与金属屑比例10∶1至10∶10,对于活性炭与铁屑、活性炭与铜屑组成的混合式吸附剂,当比例为10:8时,混合式吸附剂导热系数达到较高;而对于活性炭与铝屑组成的混合式吸附剂,当活性炭与铝屑比例为10∶9时,混合式吸附剂导热系数为最高。
图3为活性炭与铁屑不同比例情况下吸附剂导热系数变化曲线,由图可知,在比例10∶1和10∶5之间,曲线变化很平缓,导热系数增长较为缓慢,从最小值为10∶1时的0.1308 W/(m·k)到最大值为10∶4时的0.1385 W/(m·k),仅增长6%;当比例为10∶6时有较大变化,且在比例10∶8时达到最大,最大值为0.1838 W/(m·k),之后混合式吸附剂导热系数逐渐减小。
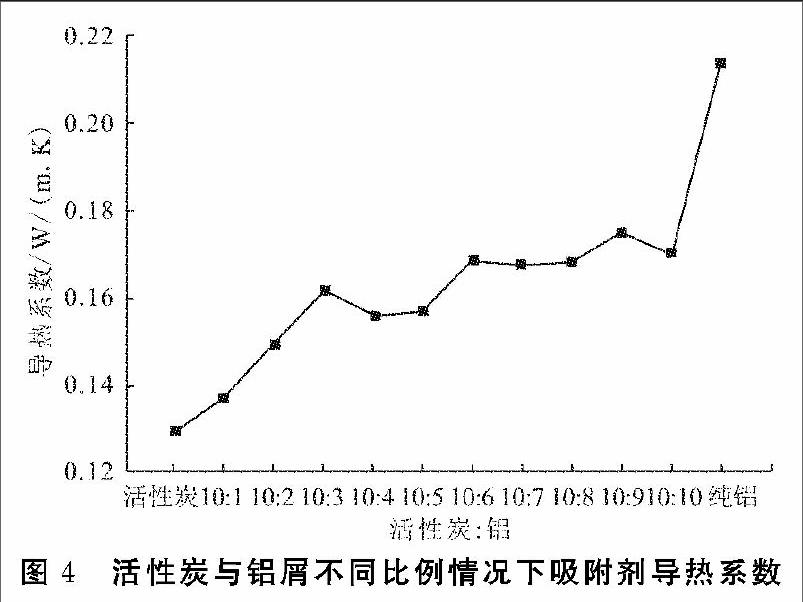
图4显示为活性炭与铝屑不同比例情况下吸附剂导热系数,在比例10∶1和10∶3之间导热系数增长较快,之后随比例增加导热系数增长缓慢,且比例10∶4和10∶5较为特殊,混合式吸附剂导热系数稍微有所减少。从图中可以看出,当比例为10∶9时,混合式吸附剂导热系数最高。
图5显示为活性炭与铜屑不同比例情况下吸附剂导热系数,随着活性炭与铜屑比例的增加,混合式吸附剂导热系数稳定增长,在10∶1到10∶4之间增长较慢,而在10∶4到10∶8之间涨幅较大,平均涨幅为11%,且当比例为10∶8时达到最高,最大值为0.2438 w/(m·k),之后导热系数随着混合比例的升高而下降。
4 结论
通过对以上3种混合式吸附剂导热系数进行分析,可以得出如下结论。
(1)在活性炭与各金属混合初期,即混合比例小于10∶5时,各混合式吸附剂的导热系数增长较为缓慢;此后,随着混合比例的增加,各混合式吸附剂的导热系数均出现较大涨幅,且活性炭-铁屑和活性炭-铜屑混合式吸附剂在比例为10∶8时导热系数达到最大值,而活性炭-铝屑混合式吸附剂的最大值出现在混合比例为10∶9。对于活性炭-铝屑混合式吸附剂而言,其导热系数值在混合比例为10∶3时已经很高,此后随着混合比例增加虽然有增长,增加量却不大,因此该混合式吸附剂最佳混合比例可选为10∶3,避免继续增大比例而导致混合式吸附剂吸附性能下降。
(2)在10∶1到10∶4之间,活性炭-铝屑和活性炭-铜屑混合式吸附剂导热系数相差不大,活性炭-铁屑混合式吸附剂较二者均低;在10∶5以后,活性炭-铜屑混合式吸附剂导热系数大幅增长,活性炭-铁屑混合式吸附剂也出现较大增长,并在比例为10∶8时超过活性炭-铝屑混合式吸附剂,但始终低于活性炭-铜屑混合式吸附剂。
参考文献:
[1]朱斌祥,孙 李,喻志强,等. 太阳能驱动吸收式与吸附式制冷技术的比较分析研究[J].流体机械,2016(1):81~86.
[2]清华大学建筑节能研究中心. 中国建筑节能2011年度发展研究报告[R]. 北京:中国建筑工业出版社,2011.
[3]朱冬生,汪立军,康新宇,等.太阳能吸附器中强化热传导的实验研究[J].太阳能学报,1998,19(2):186~190.
[4]Speidel K. Solar cooling processes using chemical reactions[J].Solid Sorption Refrigeration Sym,1992(111).
[5]朱冬生.沸石—水封閉吸附循环的传热传质特性[J].高校化学工程学报,1993(7):62-67.
[6]Crittoph R E. Performance estimation of convective thermal wave adsorption cycles[J].Applied Thermal Engineering,1996,16(5):429~437.
[7]Critoph R E. Carbon-ammonia sorption system-previous experience, current project and challenge for the future[R]. Shanghai: International Sorption Heat Pump Conference, 2002.
[8]李晓敏, 田永建, 李定宇, 曾利权. DY渔船柴油机尾气制冰机的研究[J]. 湖南大学学报, 2000(27):44~47.
[9]Motoyuki S. Application of adsorption cooling system to automobile[M]. France,Symposium:Solid Sorption Refrigeration, 1992.
[10]王如竹, 王丽伟. 低品味热能驱动的绿色制冷技术:吸附式制冷[J].科学通报, 2005(50):101~111.
[11]陈海军,崔群,顾春华,姚虎卿.吸附制冷用复合吸附剂导热性能强化[J].南京工业大学学报,2004,26(1):13.
[12]安文卓. 吸附式制冷混合式吸附剂的优化实验与数值模拟研究[D]. 天津: 天津商业大学, 2013.
