
压力容器内径激光测量仪研制与应用
2017-04-20 02:54韩利兴李静张志张庆祥李敬军梁
中国特种设备安全 2017年3期
韩利兴李 静张 志张庆祥李敬军梁 烨
(1.邢台市特种设备监督检验所 邢台 054000)
(2.河北省锅炉压力容器监督检验院 石家庄 050061)
压力容器内径激光测量仪研制与应用
韩利兴1李 静1张 志1张庆祥1李敬军1梁 烨2
(1.邢台市特种设备监督检验所 邢台 054000)
(2.河北省锅炉压力容器监督检验院 石家庄 050061)
本文介绍了采用非接触解码激光测距技术和激光指向圆心快速调校技术,根据测弓高法原理,研制压力容器内径激光测量仪,实现压力容器内径测量。该压力容器内径激光测量仪将测量主机与无线测控联动技术相结合,解决了内径测量与图像数据信号实时捕捉的同步性,可实现内径截面360°数据采集与图形化显示,直观观察测点数据偏差。经过技术论证和用户现场检验,并将检测结果与钢卷尺、内径测量杆测量的结果进行比对,证明了该技术的领先性和实用性。
压力容器内径 激光测量仪 激光指向圆心调校
压力容器内径是压力容器制造和定期检验中测量的一个重要参数,内径偏差对压力容器产品质量和安全性能有重要的影响。在GB 150.4—2011《压力容器 第4部分:制造、检验和验收》和TSG 21—2016《固定式压力容器安全技术监察规程》等压力容器制造、安装和检测标准规范中提出了压力容器内径偏差指标的具体要求[1,2]。目前国内压力容器制造安装单位及特检院所一般采用传统的钢卷尺和内径测量杆完成压力容器内径测量工作,球罐、危化品储罐等大型容器通常在罐内搭设脚手架,采用测量尺辅以人工找准内径方向的测量方法,由于传统方法存在测量过程繁琐、测量设备沉重、精度低等诸多缺陷,导致内径指标测量难以落实到日常的生产、安装及质量检测工作中,也直接影响了企业生产效率和产品安全性能质量。有关文献介绍了激光测距仪的直接测量方法[3]和游标卡尺的间接测量方法——弦长弓高法[4],由于其测量误差的绝对值较大,无法满足当前压力容器内径测量的精度要求。
为解决球罐、大型卧式容器和常压储罐等大型设备内径测量问题,笔者与有关科研单位联合研制开发了压力容器内径激光测量系统,该系统采用基于直接测弓高法的非接触解码激光测距技术和激光指向圆心快速调校技术,对容器内径截面360°数据采集,软件系统实现结构图形化显示,可实时观察截面内径测量每个测点的数据偏差。
1 测量原理
压力容器内径激光测量系统采用目前国际上最前沿且已经成熟的激光测距技术,由于激光具有直线度好、测距精度高且范围大、非接触等诸多优势,目前在许多长度测量领域都有广泛的应用。该仪器关键在于如何保证激光测量线在每次测量时都能精确通过被测筒体(或球体)的中心(或球心)。垂直圆的任一弦的中心所作的直线一定通过圆心;同样,垂直球的任一截面的中心所作的直线一定通过球心;通过测量弦的上下弓高的方法计算出直径,即测弓高法。测弓高法的基本原理为,设圆(或球体)的内直径为Di,弦的上弓高为b1,下弓高为b2,则Di=b1+b2。

图1 压力容器内径测量原理示意图
根据以上原理,笔者设计出了压力容器内径激光测量仪,使其发出的激光通过筒体(或球体)的中心(或球心)。如图1所示。弧面基准点为经过高精度机械加工保证的基准平面,该基准平面与被测弧面紧密接触后即可替代弧面作为测量面,通过测量主机内部的激光指向调整装置将激光准确调校后通过被测弧面中心,然后就可以通过测量主机内部的激光测距模块实时测量内径。测量主机内部的倾角传感器可以反映出主机在整个测量圆周内的不同位置数据,与该位置处测量得到的内径值相对应,通过计算机软件可以绘制出整个圆周的内径偏差分布图,测量结果形象直观。
2 内径激光测量仪的硬件设计
该压力容器内径激光测量仪主要由测量主机和计算机处理系统两部分组成。其结构框图如图2所示。

图2 内径激光测量仪的硬件结构框图
测量主机主要由其内部的数据采集模块、激光测距模块、激光指向调整装置、测量基准装置、倾角传感器模块、电池和无线通讯模块(无线信号接受器)组成。测量主机的机械结构图如图3所示。
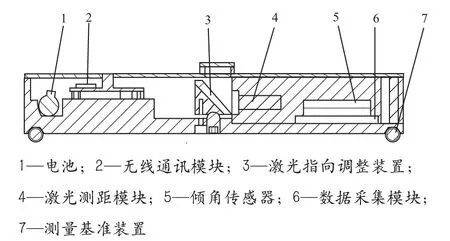
图3 测量主机的机械结构图
计算机处理系统由数据处理系统和无线通讯模块(无线信号发射器)组成。系统无线通讯模块均采用USB插口,用于测量主机和计算机处理系统之间控制指令以及数据的发送和接受。系统主要技术指标见表1。
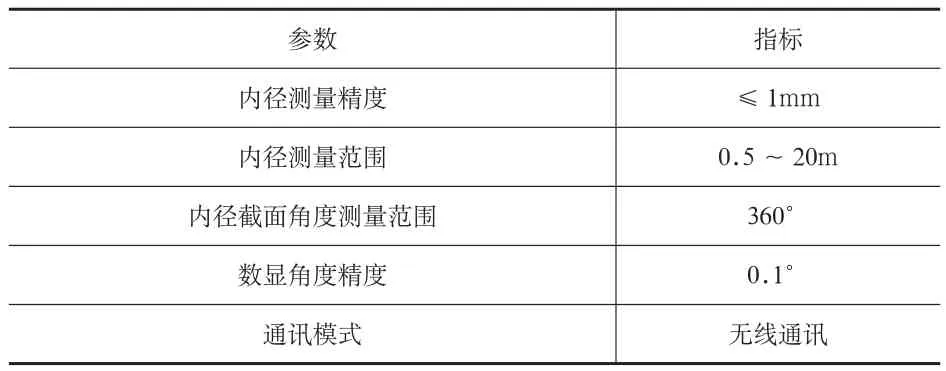
表1 压力容器内径激光测量仪主要技术指标
3 内径激光测量仪的软件设计
数据处理系统软件设计的结构框图如图4所示。该系统主要包括信息及设置、测量分析、报告编辑三个功能模块,三个功能模块通过ADO数据对象与内径测量数据库连接。数据处理系统软件操作界面如图5所示。
信息及设置模块主要是输入检测单位和被检设备基本信息,设置内径名义基准、允许误差、弦高修正值和测量次数等参数,保存在测量数据库中,对反复使用的信息自动载入和修改,提高使用效率。
测量分析模块的功能主要是与测量主机联机操作,通过激光束的指示找出内径测量始终点,防止激光光束被脚手架等障碍物阻挡,然后进行内径激光测距,计算出测量数据、偏差值,绘出误差分布图。
报告编辑模块主要包括读取基本信息和测量分析数据,生成内径检测报告等功能。
测量主机在进行数据传送过程中,计算机软件系统会显示数据接收状态,数据完整接收后软件会自动计算出内径差值并显示出测量误差曲线和与待测压力容器对应测点的分布图。
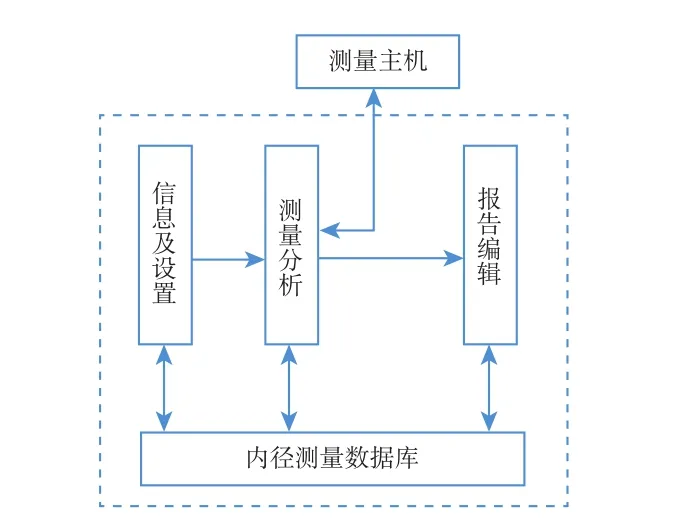
图4 数据处理系统软件结构框图

图5 数据处理系统软件主界面和自动生成的测量报告
4 实际测量应用
为比较压力容器内径激光测量仪和常规测量方法的优劣,笔者在某建材公司一台φ2000mm蒸压釜上,采用压力容器内径激光测量仪、内径千分尺、钢卷尺三种测量方法,对同一断面的内直径进行了测量,生成检测报告,并将压力容器内径激光测量仪的测量结果与内径千分尺、钢卷尺测量结果进行比对。测量数据分析结果见表2,测量数据比对结果见图6。
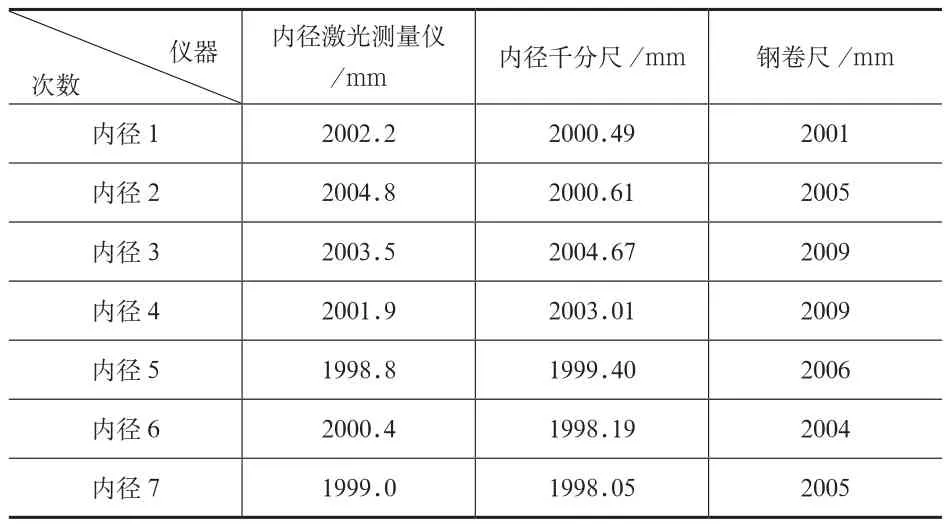
表2 φ2000×16mm蒸压釜一断面的内径测量结果分析
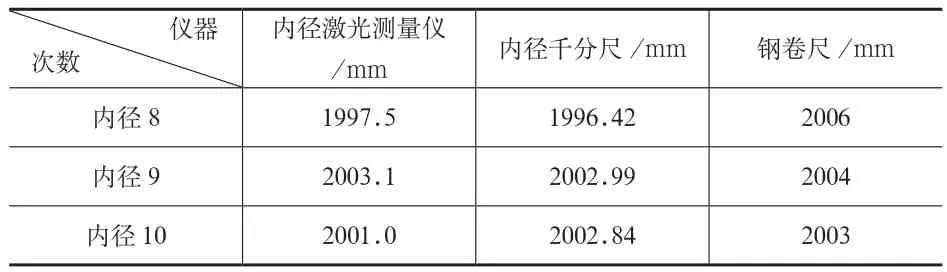
(续表)
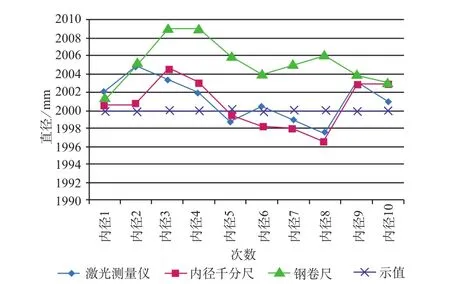
图6 φ2000mm蒸压釜同一断面的内径测量数据比对
为了比较测量的效率,笔者对该蒸压釜同一断面采用三种测量方法分别连续测量10个直径值并记录测量的总时间,计算测量时间均值比较见图7。
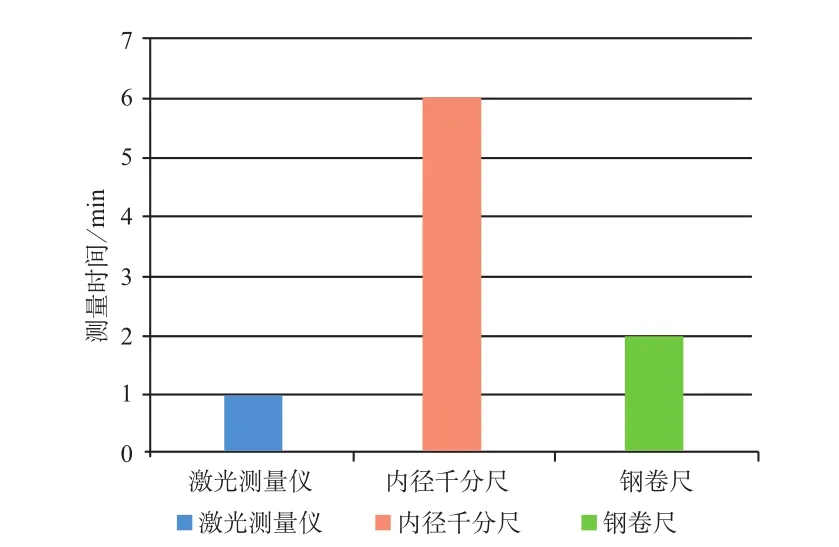
图7 蒸压釜一断面的内径测量时间比较
以上测试分析结果表明,压力容器内径激光测量仪测试数据稳定,测量速度较快,数据处理便捷,测量误差较小,精度能够满足内径测量要求。
5 结论
压力容器内径激光测量仪采用了莱卡激光测距仪解码技术、激光指向圆心快速调校及稳固技术和无线抗干扰数据传输技术等关键技术,其技术特点可归结为:
1) 携带方便,测试数据稳定,精度较高,测量速度较快,测量专用软件操作简便、高效,能够满足大直径压力容器现场测量的要求;
2) 可实现内径截面内360°采集与图形化显示,直观观察各测点的数据偏差;
3) 智能化数据采集:可最大程度上解决测量准确性,数据记录可追溯,便于测量分析及报告编辑;
4) 适用范围拓展性:可用于各种锅炉、压力容器内径的检测;
5) 从使用情况来看,仪器还有需要进一步改进的地方,如在球形容器内进行测量时,存在弦高修正值误差和信号干扰的问题,这些是今后优化和研究的重点。
[1] GB 150.4—2011 压力容器 第4部分:制造、检验和验收[S].
[2] TSG 21—2016 固定式压力容器安全技术监察规程[S].
[3] 王勇智,等.浅谈压力容器中壳体圆度检测方法[J].特种设备安全技术,2011,(2):10-11.
[4] 汤胜常.弦长弓高法在大直径测量上的应用[J].华东化工学院学报,1991,17(04):239-244.
Development and Application of Laser Measurement Instrument for Pressure Vessel Inner Diameter
Han Lixing1Li Jing1Zhang Zhi1Zhang Qingxiang1Li Jingjun1Liang Ye2
(1. Xingtai Special Equipment Supervision and Inspection Institute Xingtai 054000)
(2. Hebei Supervision and Inspection Institute of Boiler and Pressure Vessel Shijiazhuang 050061)
This paper describes non-contact decoding laser ranging techniques and laser pointing to the center of the circle fast adjustment techniques. Based on the principle of bowing the court measuring, laser measurement instrument for pressure vessel inner diameter is developed. In this way, it is achieved to measure pressure vessel inner diameter with laser. Laser measurement instrument for pressure vessel inner diameter combines the measurement of the host with the wireless measurement and control linkage technology. The synchronization of the real-time capture for the image data signals and diameter measurement can be built. Furthermore, inner diameter section 360°data collection and graphical display is realized, with measuring point data deviation being observed directly. Comparing with the testing result of the steel tap and inner diameter measuring rod, this technology is proved to be practical with its superiority by the technical demonstration and the user on-site inspection.
Pressure vessel laser Laser measurement instrument Laser adjustment pointing to the circle center
X924.2
B
1673-257X(2017)03-0028-04
10.3969/j.issn.1673-257X.2017.03.005
韩利兴(1966~),男,本科,主任,高级工程师,从事承压类特种设备检验检测和质量管理工作。
2016-12-05)
猜你喜欢
舰船科学技术(2022年20期)2022-11-28
建筑与预算(2022年10期)2022-11-08
中国临床医学影像杂志(2022年5期)2022-07-26
昆明医科大学学报(2021年6期)2021-07-31
建材发展导向(2021年13期)2021-07-28
科学(2020年5期)2020-11-26
哈尔滨轴承(2020年1期)2020-11-03
电子制作(2019年9期)2019-05-30
小哥白尼(趣味科学)(2019年2期)2019-04-17
分析化学(2017年12期)2017-12-25
