节能的塔器和分离技术综述
2017-04-17 11:00:08钱伯章
化工装备技术 2017年1期
钱伯章
(上海擎督信息科技有限公司金秋能源石化工作室)
节能的塔器和分离技术综述
钱伯章*
(上海擎督信息科技有限公司金秋能源石化工作室)
从塔器内件和新型塔器等方面阐述了节能塔器和分离技术的研究进展。其内容包括:新型填料,塔器内件改进,NS复合并流塔板,无塔蒸馏精制设备,热集成蒸馏塔,超重力场精馏技术,以及节能的分壁式塔器技术等。
塔器分离技术节能蒸馏填料筛板脱硫超重力场
0 前言
蒸馏是目前应用最广、总能耗最大的化工分离过程。
精(分)馏塔是化工行业应用最普遍的装置之一,但传统精馏方式的能耗高、热力学效率低。
随着炼油、化工、环境等领域的持续发展和兴起,蒸馏分离过程大处理量、连续化操作的优势得以充分发挥。但蒸馏是高能耗的分离过程。在美国,蒸馏能耗约占化工行业能耗的17.6%。大部分国家的这一比例更高,占到25%~40%。塔器一般占设备总投资的20%左右,有的甚至高达50%。在大型工业化生产过程中,无法避免地遇到产品的高纯度与高能耗的矛盾,蒸馏技术的强化与节能显得尤为重要,成为各国普遍关注的科研课题。
1 节能型塔器内件
1.1 塔器内件改进
美国《化学工程》报道,美国UOP公司开发的一种新型蒸馏设施在韩国LG公司丽水的石化装置上实现工业化,改造的蒸馏塔也将投产,预计乙烯处理量是以前普通塔盘的两倍。普通筛板塔或固定阀塔盘的产能受到泡沫高度和可夹带液体量的限制,而UOP的SimulFlow技术通过在每一塔段将所有的液体都夹带到气体中避免形成泡沫,其高处理量是通过在一个接触通道内使液体和气体共流并采用高效气液相分离器而实现的。SimulFlow技术与筛板塔的不同之处在于,它具有多个水平的接触组件。每个组件都包括一个下行导管和两个气液分离器。后者位于下行导管的对面,在下行导管和分离器之间形成两个气液共流通道。下行的液体通过位于下行导管底部的喷管分散,并被上行的气体夹带。两相混合,然后经分离器分离。在LG化工公司装置的案例中,主要由乙烯和乙烷组成的混合物进到塔中,由塔顶得到高纯度乙烯,而乙烷凝聚并从塔底回收。图1所示为SimulFlow新型蒸馏技术示意图。高效率24%和29%。开发方认为,该设计除增加传质效率外,由于滞流区不起到作用,消除塔盘上的液相滞流区可以提高塔的效能。该降液管分布器技术自2008年开始已经在多个工业蒸馏塔上得到应用,用户中包括马来西亚石油公司。
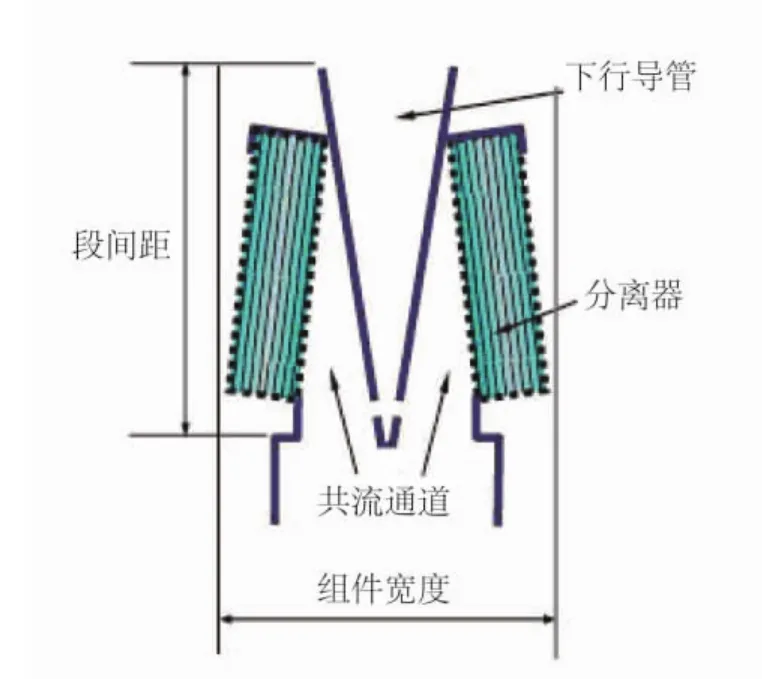
图1 SimulFlow新型蒸馏技术

图2 降液管分布器
据美国《化学工程》报道,美国化学工程协会(AIChE)2010年春季会议(圣安东尼奥,得克萨斯,3月21-25日)上提出了一种新型蒸馏塔盘降液管分布器设计,该设计可以改善液流方式,提高传质效率。降液管分布器由AMT国际协会(得克萨斯州普莱诺市)和马来西亚石油公司共同承担的联合研究项目开发,该项目的目的是消除典型蒸馏塔盘上常见的相对于理想液相流动方式的偏差。由于液相滞流区的存在,塔盘上流体的返流会形成这种偏差。降液管分布器技术可使流体在降液管内部和离开降液管时定向流动和分散。在AMT降液管分布器内部(如图2所示),通过“独特设计的、倾斜式、三角形的分布孔”,液体按照预先规定好的比例进行分布,形成和保持统一的柱塞流流动方式。在测试中,在常规操作条件和同样的浮阀塔盘下,相比现有的降液管构造,新型降液管分布器始终能提高塔盘效率5%~10%。AMT认为,将该降液管分布器技术与其高效大通量浮阀塔盘相结合,应用于大规模的工业液化气和脱丙烷塔,分别可提
1.2 新型填料
由江西萍乡车田工业瓷厂自主研发的一种节能高效的新型填料——流线形规整波纹填料2009年9月下旬通过清华大学化学工程系实验检测。测试显示,这一产品具有较高的节能效果。清华大学检测人员在对流线形规整波纹填料与普通规整波纹填料进行对比测试后得出结论,这种新型填料相对于普通填料具有较低的压力降,说明这种填料可以在较高的气液负荷下运行;在较高的气液负荷下(Fv>1.5),流线形填料因压力降比较小,可正常操作,并表现出了较好的传质性能。据介绍,当前用于化工、石化等行业的干燥塔、洗涤塔和精馏分离塔设备中的填料有多种,而精馏分离塔目前大都采用由若干块波纹形板相互交错叠加形成的波纹填料。传统填料流动阻力大,降低了液体精馏的分离效果,而新研发成功的流线形专利产品解决了这一问题。
杭州快凯高效节能新技术有限公司宣布,拥有自主知识产权的新型导流网格填料已由该公司开发成功。多家煤化工企业应用结果表明,新型填料较传统填料塔阻力大大降低,溶液循环量减少约25%,相应节电约25%。
据称,新产品填料比表面积成倍增加,具有良好的液体均匀分布性能和导流性能。液体在填料表面的自分布能力好,可避免填料表面干流区(盲区)的产生。液体能在栅板表面很好地湿润形成薄膜,使气液接触的实际有效表面积达到理想值,传质(传热)效率高。规则的垂直流道悬浮物很难淤积于填料内,使得压降低,不易堵塔,塔阻小,生产运行周期长。产品一次注塑成型,具有抗压强度高、结构稳定性好、使用寿命长、不倒塌等优点。
该导流网格填料已获国家专利授权。浙江江山双氧水有限公司在脱硫系统采用该填料对传统的脱硫系统填料塔进行改造,取代原规整填料和散堆填料。运行一年多的工况表明,填料层阻力未见升高,填料未停车清洗。福建邵武化肥有限公司将该产品应用在造气系统洗气塔及气柜进、出口冷却塔等设备上,降温冷却、煤尘洗涤效果好。与原来空塔喷淋工况相比,气体温度普遍降低8~9℃,洗气塔出口洗涤水中煤尘含量明显增多,且运行近一年半来填料层阻力未见升高,填料未停车清洗。截至目前,已有杭州龙山化工、安徽晋煤金龙源化工、安徽颍上鑫泰化工等多家企业在技改中选择该产品,并实现高效、安全平稳运行。
1.3 我国塔器分离新技术跻身国际先进行列
南京大学分离工程研究中心经过10年攻关,研发成功节能减排效果突出的塔器分离新技术,2010年4月11日,这项技术通过中国石油和化学工业协会组织的鉴定。专家组认为,新型塔器分离技术总体已达国际先进水平,其中菱形母子浮阀等技术属国际首创。
截至目前,该项成果已在国内几十家企业获得应用,累计回收有机溶剂67万t,减排氮氧化物40.4万t,资源化制取50%硝酸112.5万t,至少节约2万t标准煤产生的蒸汽,为企业累计新增产值130亿元。该项目已获国家发明专利12项。
南京大学分离工程研究中心以开发过程工业中化学混合物分离技术为重点,历时10年,在节能减排塔器分离新技术的研究与应用上取得突破。科研人员基于非平衡热力学熵增速率函数,将塔板的熵增速率与其具体结构参数进行直接关联,提出了节能型新结构塔板设计方法。这一新方法在国内外塔板研究史上尚属首次。工程化测试表明,基于此新方法研制的超级浮阀塔板与传统的导向梯形浮阀塔板相比,干板压降只相当于传统塔板的42%,液相板效率平均提高36%,操作弹性是传统塔板的1.67倍,在工业上使用可大幅提高分离效率并降低能耗。
在此基础上,课题组又研制出氮氧化物废气资源化处理新工艺装备和精纺过程中有机溶剂二甲基乙酰胺的高纯回收新工艺装备。这两项装备的工业应用结果表明,工业废气中99%以上的氮氧化物活性成分可被捕集并制成硝酸循环使用,尾气中氮氧化物含量远低于50 mg/m3的国标规定;回收的二甲基乙酰胺完全满足高质量氨纶聚合纤维生产的需要,回收率高达99.5%以上,其产品纯度和水、碱、酸的含量均为国际同类技术最好水平。
当前我国面临严峻的节能减排形势,过程工业中化学物质的高精度分离、化石燃料和原料的有效利用以及“三废”中化学物质的资源化回收等,都迫切需要高效分离技术。
我国炼油、石化行业大型塔器分离装置整体技术水平落后国外的状况已经成为历史。南京大学等创造性地将分离过程中的能耗与塔板的结构参数、塔板传质动力学、流体力学等建立了直接的数学关联,站在理论的高度指导分离塔器新塔板的研制,并基于此研发出超级浮阀塔板(SVT),让与塔器分离相关的所有工业过程都受益,也让中国塔器分离装备从只能仿制国外一跃成为该领域的国际领头羊。该成果因此获得了2011年度国家科技进步奖二等奖。
在石化和化工生产过程中,原料纯化、产品分离、排放物无害化资源化处理等都需要进行分离操作。分离工程也因此与反应工程并称为化学工程的两大支柱。塔器分离为热分离过程,是耗能的主要单元,在化工生产装置的总能耗中所占比例较大。因此,塔器分离效率、通量、阻力降的高低对石化和化工企业的节能减排成效至关重要,而决定上述塔器性能的关键是传质元件。
现有的板式塔存在通量较小、效率偏低、能耗较高等弊病。过去的百年中,无论是美日欧,还是我国,研发一款新型塔板都是基于经验法,而经验法的先天缺陷使其难以真正研发出先进高效的塔板分离装备。从非平衡热力学理论入手研发新型超级塔板装备,是占领世界板式塔技术制高点的一条最根本、最具技术突破性的道路,但也是最难走的一条技术路线。该团队在国际上首次使用非平衡热力学理论中熵增速率目标函数法研制出了超级浮阀塔板。
实际生产证明,在同样的塔器分离过程中,SVT是能耗最低的塔板传质元件,它同时具备高效率、高通量、低压降、宽操作弹性等特点。以苯和甲苯的分离过程为例,与传统装置相比,同样大小的SVT装置,处理通量可以提高36%,效率可以提高18%~20%,操作弹性比原来高一倍,综合节能达15%~16%。
为便于工程设计和批量生产,该团队进一步研发了SVT的工业设计软件和专用模具、生产线。据了解,SVT目前已推广应用于60余套装置,分布在石化、煤化工、冶金、化肥、制药、纺织等多个行业,遍及18个省区。截至2010年12月,已累计回收正丁醇等有机溶剂105万t;减排氮氧化物(NOx)气体43.5万t,制取50%的硝酸145万t循环使用;已节能相当于18.15万t标准煤(年均3.138万t);已节水325万t(年均50万t)。
在SVT等新装备基础上,该团队继而又研发了NOx资源化处理、二甲基乙酰胺超高纯化、低含量有机溶剂回收等多项节能减排新工艺技术系统。
俗称“黄龙”的NOx是大气主要污染源之一,国内外普遍用高温催化还原法处理,需要消耗大量的热能和贵金属催化剂,吨处理成本为1000~10 000美元,且效率很难达到95%。该团队独创的MOAPTS工艺技术系统将NOx废气引入到安装有SVT塔板的反应吸收处理系统中,常温下不加任何催化剂,不需任何化学溶剂,只要往系统里鼓入空气、加入适量水,就可以将NOx捕集下来制成硝酸。该工艺在中石油、中石化和中科院5家企业应用表明,NOx活性组分的转化率高达99.5%以上,与美国的SCR和日本的NPCP等技术相比,吨处理成本不到其1/10。
此外,他们开发的ISAD工艺技术系统解决了氨纶生产中危险品二甲基乙酰胺(DMAc)回收的难题,获得的DMAc纯度为99.995%,完全达到医用级氨纶所要求的标准。该技术不仅扭转了国内企业仅能从日、美、韩进口的局面,而且被国外在华企业纷纷采用,被专家评价为国际同类技术最好水平。SVT等技术属国际首创。在国际上,SVT也得到了广泛认可,并在中国、美国、欧洲都获得了发明专利授权。
1.4 节能的NS复合并流塔板
2013年9月底,中国石油大学(华东重质油国家重点实验室开发的大通量、低压降、高效率的新型塔内件NS复合并流塔板技术,已在75座塔器的扩能改造和新建装置中应用。结果表明,仅更换塔板就可提高处理能力2倍以上,同时提高效率30%以上,节能50%以上,节省投资80%以上,解决了现有装置处理量翻番的扩量节能改造难题。
塔板和填料是应用最广的蒸馏分离元件。由于塔板和填料技术相对成熟,国内外相关研究已接近极限,单项研究难以取得突破性提升。中国石油大学通过塔板和规整填料高效耦合、气液相界面传质强化调控,板式塔和填料塔优势互补,充分利用塔内空间,将NS倾斜长条立体塔板与三维规整填料耦合,开发了具有自主知识产权的大通量高效高操作弹性NS复合并流塔板技术,有效解决了并流传质填料在大型塔器中的应用难题,效率、通量和操作弹性跨越式提高。
同时,该校开发了系列配套塔内件,构建了NS复合并流塔板设计工艺软件包、专用加工模具和生产线,消除了工业化应用的瓶颈。旧塔扩量节能改造采用此项技术,在塔体不变、外壳降液管和支撑圈不动的情况下,仅更换塔内件,即可将设计产量提高70%~200%,正常操作范围为设计量的40%~200%,且可提高产品质量、降低能耗,投资仅为传统设备的1/5~1/3,此外还可大幅度缩短施工工期。新塔器设计采用此项技术,同等处理能力可缩小塔截面积50%以上,或减少并联套数50%以上,减少设备投资1/2~2/3。
1.5 节能的无塔蒸馏精制设备
经过7年攻关,河南省安阳高新区当代化工研究所宣布,成功研制出无塔蒸馏精制系列设备,开辟出一条无塔蒸馏生产新途径。据介绍,该系列设备于2009年年底定型,包含无塔蒸馏机、无塔精馏机、甲醇乙醇无塔精制机三大类,可单独或组合使用,此前国内外尚未见该类技术报道。无塔蒸馏机可以生产90%~95%含量醇,无塔精馏机可以生产96%~99.5%含量醇,甲醇乙醇精制机则达到99.9%~99.95%无水醇和色谱纯指标。系列产品组合使用时,可以把15%~30%低度醇一次提高到99.9%~99.95%。目前,无塔蒸馏精制设备已申报发明和实用新型专利,新型系列提纯设备样品机已公开展示。
无塔蒸馏(精馏)的实现得益于他们发现的一种新提纯原理。大量实验证明,小巧的无塔分离器提纯效果与蒸馏釜上7~25 m的高塔效果相同。新设备体积大幅缩小,投资更少,基建周期短,操作简单,普通厂房即可生产,能耗与传统蒸馏塔相同或略低。
据统计,化工生产过程中40%~70%的能耗用于分离,其中蒸馏能耗约占95%,蒸馏塔占设备总投资的25%左右,因此矮塔和无塔蒸馏将是未来的发展方向,在这一领域我国已位居世界前列。此前浙江工业大学分离研究所推出了全球第一台折流式超重力旋转床,将蒸馏塔大幅度矮化,清华大学评价其为“化工生产跨世纪的晶体放大器”。安阳当代化工研究所此次发明的无塔蒸馏精制设备则开启了无塔提纯新时代。
1.6 有助于大量节能的热集成蒸馏塔
一种新的蒸馏系统与常规蒸馏塔相比,可使能耗节减高达50%,该系统由日本东洋工程公司与日本先进工业科学和技术国家研究院(AIST)合作开发。东洋工程公司对该过程拥有独家转让权,其商品名称为SuperHIDiC,并计划在石油炼制、石油化工和精细化学品生产装置中予以应用。
SuperHIDiC基于热集成的蒸馏塔(HIDiC),东洋工程公司通过进一步开发,改进了性能并克服了与“传统的”HIDiC相关的困难。SuperHIDiC具有更简单的机械配置,但可以实现与以前HIDiC类似的或更好的节能性能。
新系统(见图3)将蒸馏塔分成精馏和汽提两个部分,在每一段的中间部分进行热交换。采用热虹吸系统使混合物进行循环,而不采用泵送操作。使用一台压缩机以提升塔内压力和温度,侧线换热与热泵的组合使能耗减少了一半。

图3SuperHIDiC蒸馏系统基于热集成的蒸馏塔
东洋工程公司表示,除了节约能源外,Super-HIDiC更易于维护,与现有的HIDiC系统相比,可在更宽的范围内应用。
1.7 节能的芳烃回收抽提蒸馏技术
美国AMT国际公司和韩国LG化学公司于2013年9月底宣布,已经成功地采用新的萃取蒸馏(ED)过程用于芳烃回收,使LG化学公司在丽水装置的现有环丁砜液液萃取(LLE)单元进行了转换。这项技术由AMT国际公司和台湾中油公司联合开发。这一转换可重新利用大部分现有的设备,仅增加一个新的萃取蒸馏(ED)塔,并重新利用原来的环丁砜溶剂而不进行任何修改。新的ED单元于2013年4月下旬投用,实现了所有改造目标,包括节能超过35%(与以前的LLE单元中抽提汽提塔负荷相比),产量增加超过12%(仅限于固有的现有设备能力),并可使抽余液、苯和甲苯纯度以及回收率均合格。LG化学公司预计投资回收期小于12个月。
从重整生成油或裂解汽油混合物回收芳烃可通过图4所示的流程,即LLE(流程图左)或ED(流程图右)过程来实现。ED过程与传统的LLE过程相比,通常需要更少的设备和更低的能耗,但它受到原料的沸点范围的限制,重质烃类在贫溶剂中和两个液相蒸馏中集积。AMT国际公司与中油公司合作,通过将中油公司位于高雄用于BTX(苯,甲苯,二甲苯)芳烃回收的裂解汽油环丁砜LLE单元转换成ED单元,已经进行了长期的工艺技术开发计划。这项工作已经解决了ED过程中所有的不足,并表现出超过LLE过程的显着优势。这种新的ED过程技术的亮点包括以下内容:可从全范围(C6~C8)重整生成油或裂解汽油原料直接有效地回收BTX芳烃,而无需预切割C8+组分;使用原来的环丁砜作为ED溶剂,无需修改;在ED塔中应用专有的工艺和传质设备设计和操作,可达到有效的三相(L+L+V)分馏;贫溶剂中重质烃类的控制,可保持最佳的溶剂性能。
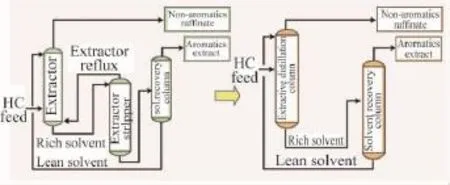
图4 新的芳烃回收抽提蒸馏技术采用前后流程
1.8 超重力场精馏技术
浙江工业大学开发的超重力场精馏技术成功实现了产业化,其专利产品为折流式超重力床。这个仅1 m高的设备可代替约10 m的传统精馏塔,不仅使设备体积大大缩小,并且在分离热敏性物料或者高黏度物料方面较传统设备具有明显优势。目前该设备已在全国推广应用近300套,该技术成果获得了中国石油和化学工业联合会科技进步一等奖。
2011年11月底,浙江工业大学分离工程研究所研发的折流式超重力场旋转床已实现工业应用,用户反映甚佳。与传统的塔器设备相比,设备高度降低1至2个数量级,可大大节省场地和材料资源,是一种典型的资源节约型设备。该发明的这项专利产品已在国内300多家企业成功用于甲醇、乙醇等溶剂回收的精馏过程和高黏度、热敏性物料中残余溶剂的汽提过程,并开创了在单台超重力场旋转床设备中完成工业生产连续精馏的先河。
超重力场旋转床又称超重力机,是20世纪80年代初从国外先发展起来的一种新型气液传质设备。其典型的结构是填充式旋转床,其基本原理是利用旋转产生一种稳定的离心力场来代替常规重力场,使气液两相之间的传质传热或反应过程得到强化。由于旋转床设备具有体积小、重量轻、维修方便、灵活可靠等优点,因而被称为“化学工业的晶体管”。我国对于该技术的研发在1985年前基本空白,1990年北京化工大学建立了我国第一家超重力工程技术研究中心,之后华南理工大学、湘潭大学、南京工业大学、浙江工业大学、国立台湾大学等一些高等院校也都相继对其基础理论展开研究,包括对旋转床内的流体流动现象、流体力学特性、气液传递过程及传质模型、停留时间测定、微观混合特性及模型以及旋转床结构对传质的影响等方面,并取得了不同程度的突破。
据介绍,折流式超重力场旋转床是浙江工业大学经过多年努力,于2004年成功开发出的一种动、静折流圈镶嵌的旋转床设备,主要应用于化学工业中的精馏、吸收、解吸、除尘以及气液、液液化学反应等化工单元操作。该设备在研发过程中采用了多项创新技术,使设备整体性能大大提升。
针对填充式、碟片式、螺旋式旋转床分离能力不足以及无法使用单台设备用于连续精馏等问题,浙江工业大学分离工程研究所的科研人员创造性地设计出折流式超重力场旋转床装置和多层折流式超重力场旋转床装置,实现了气液逆向接触流动的功能,并可成倍提高理论塔板数。他们还成功地将折流式超重力场旋转床装置应用于连续精馏,实现了单台多层式设备中多单元操作的工艺集成,如汽提与精馏、反应与吸收、精馏与萃取。“这是目前国际上的其他旋转床所无法实现的。”计建炳介绍,在结构上,该设备采用了转子上盖板静止,解决了动与静的矛盾,省掉了转子与气相出口之间的动密封,提高了设备的可靠性,降低了制作难度,并可在同一台设备上串联安装两组以上的转子。
2004年在浙江省某药企投入使用的第一套折流式超重力场旋转床设备6年来一直保持运行稳定。采用该设备最明显的好处在于,一是不需要专门用于精馏塔的框架,整个精馏装置的占地面积减少,可以灵活利用空间,若采用分布式溶剂回收的方法,甚至不再需要溶剂回收车间;二是持液量小,开停车时间短,一般开车15 min就可以正常进出料;三是设备安装维护方便,不再需要高空吊装。2004年,折流式超重力场旋转床装置获得了中国发明专利;2006年3月,被列为浙江省重大科技计划招标项目的高效气液传质设备超重力场旋转床项目通过了浙江省科技厅鉴定。
在强调节能减排的今天,可大大节省场地和材料资源、效率高、能耗低的折流式超重力场旋转床受到企业热捧。业内专家认为,该设备不同于传统的填料式、蝶片式和螺旋式等旋转床,应用于甲醇-水等体系的工业连续精馏过程具有效率高、能耗低、体积小等特点,技术处于国际先进水平。
2016年7月27日,作为脱除炼油装置尾气中硫化氢组分的一种全新技术——超重力脱硫技术在上海石化4号炼油装置首次侧线试验获得成功。据了解,脱硫剂在脱除硫化氢的同时,也会吸收一部分的二氧化碳,不利于脱硫效率的提高。由上海石化、华东理工大学和北京化工研究院共同研发的超重力脱硫技术,主要研究超重力条件下,高效复合脱硫剂对硫磺装置尾气的脱硫脱碳选择性,考察超重力机转速、填料类型、气液比、贫液浓度等设备及操作参数对脱硫脱碳效果及选择性的影响,优选适宜的超重力选择性脱硫设备参数及工艺条件,以达到强化脱硫、调控脱碳的目的,提高硫化氢脱除效率。在为期24天的试验里,上海石化分别选用了三种不同浓度和类型的脱硫剂,发现超重力机转速、气液比、贫液浓度是影响脱硫脱碳选择性的关键因素。超重力脱硫技术可在现有工业装置再生塔上正常运转,当再生贫液硫含量不高于0.5 g/L时,可实现净化尾气中硫化氢含量不高于80 mg/Nm3、二氧化碳共吸率不高于20%的目标。该技术的试验成功,不仅可以高效脱除尾气中的硫化氢组分,提高硫磺回收装置硫磺回收率,更能减少硫排放,不断改善炼油装置的环保运行水平,为炼油装置提升环保运行水平提供了有价值的技术借鉴。
2 节能的分壁式塔器技术
2.1 分壁式塔器的应用
化工行业在能耗上花费了其总的操作成本的30%~40%。美国炼油厂在能耗上平均花费了成本的50%或以上。在俄罗斯、委内瑞拉和中东,这个数字大约是70%。在石油炼制行业,蒸馏过程所占的能耗约为40%。美国有4万座蒸馏塔,估算欧洲大约也有相同数量的蒸馏塔。世界上还有更多数量的蒸馏塔。因此,蒸馏是应对能源消耗挑战的一个关键领域。
新型塔器塔盘和填料得到应用,新型分壁式蒸馏节能技术也得到推广。采用创新的蒸馏方案可改进能效,节能的分壁式(DW)塔器已投入商业化应用。图5所示为节能的分壁式塔器。

图5 节能的分壁式塔器
分壁式塔器已由几家公司应用于不同领域:
(1)UOP公司应用于煤油分馏装置,以及UOP公司应用于专有的PEP的工艺过程(作为线性烷基苯生产过程的组成部分);
(2)巴斯夫公司应用于化学品生产;
(3)沙索公司应用于1-己烯回收;
(4)埃克森美孚公司应用于二甲苯分离;
(5)KBR公司为BP公司设计的重质石脑油分馏;
(6)维巴(Veba)集团也有应用;
(7)伍德公司为雪佛龙公司设计用于从热解汽油中脱除纯苯。伍德公司也将分壁式塔器与萃取精馏相组合,用于BTX芳烃抽提。
使用分壁式塔器可分离三组分混合物,无需使用第二座塔。巴斯夫公司是该技术领域的世界领先者。第一座DW塔1985年建成,应用于回收精细化学品。据统计,2000年全世界DW工业化塔器不足20座,大多由巴斯夫公司建设和操作。而至2005年7月,己有近60座DW塔器投入运行,其中42座为巴斯夫公司拥有,其余为其他公司所建,但其中有一些得到巴斯夫公司的技术支持,例如位于德国Hollriegelskreuth的林德公司采用巴斯夫关键技术建设了三座DW塔器,包括世界上最高的一座高107 m,为南非萨索尔公司用于回收己烯-1。
分壁式塔器,顾名思义,即用直立壁将塔器中间部分分隔开。在典型的操作中,三组分混合物进入塔器中间部分分壁的一侧,轻质和重质组分分别从塔顶和塔底被回收(像常规蒸馏那样),中间组分通过位于进料口塔器背面一侧,以侧线抽出除去。
采用分壁式(DW)塔器,一方面,可节能20%~45%,节约投资约30%;另一方面,可提高产品产率和产品质量。当两座塔组合成一座塔时,因为重沸器表面的热强度减小,故在热敏产品的蒸馏中,可获得较高的产率和较好的产品质量。
巴斯夫公司将DW塔器技术拓展用于4组分分离(见图6)。已有三座这类的塔器投入运转,用以回收精细化学品中间体。4组分分离的关键是这些化学品的沸点必须相当接近,以便限制重沸器和冷凝器之间的温差。
UOP公司将DW设计应用于Pacol改进工艺(PEP)的工业化装置,这种复杂的分离是UOP公司长链烷烃脱氢为长链烯烃的Pacol工艺的组成部分(见图7)。烯烃再与苯烷基化生成线性烷基苯(LAB)。PEP过程在Pacol与烷基化步骤之间,其功能是从Pacol物流中去除重质芳烃副产物。在PEP中产生两股物流,它们在DW塔中被分离,形成烯烃/烷烃产品,以及苯(用于下游烷基化步骤)。
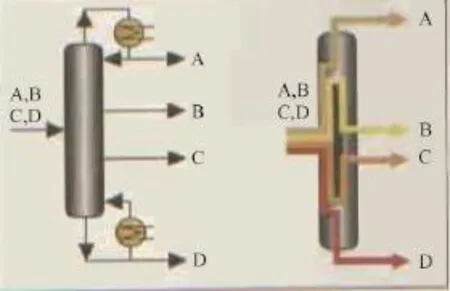
图6 分离4组分的分壁式塔器

图7 UOP公司PEP工艺分壁式塔器
第一套工业化PEP装置已在美国投运了5年之久,其他三套装置也在世界各地建设中。与以前双塔分馏系统相比,DW设计可节约投资费用约14%,节能50%。UOP公司也将DW设计应用于其他几个工艺过程中,包括从反应物中分离高辛烷值汽油调合组分。
西班牙南部CEPSA公司Algeciras炼油厂在催化重整下游,有一溶剂蒸馏装置,用以分离烷烃和异构烷径,得到不同组分和沸点的溶剂。为增产新溶剂,决定改造原有蒸馏塔,采用分壁式蒸馏节能技术。该炼厂应用优化过程仿真模型对常规双塔蒸馏和分壁式塔器(DWC)方案进行分析,结果改造很成功。改造获得的效益有:节能30%,节约改造投资30%,可得到高纯溶剂新产品,占地小。图8为常规蒸馏与分壁式塔器蒸馏方法流程。图9为常规己烷和庚烷分离装置流程和分壁式塔器分离5种产品的新流程。图9(a)中常规蒸馏为两座蒸馏塔,塔1(D-V3)为脱己烷(C6)塔,塔顶分出己烷,塔底为庚烷(C7),侧线为异庚烷。塔2(D-V4)为脱戊烷(C5)塔,降低塔底产品己烷(C6)沸点。图9(b)为分壁式塔器分离方案,仿真软件包设计达到以下要求:(1)降低侧线抽出nC6和nC7损失,以达增产目的;(2)脱己烷塔D-V3负荷切换到脱异己烷塔,D-V3原有重沸器和冷却器系统再用于新的负荷;(3)D-V4塔高度不变,原有塔体内设置新的塔器内件,成为分壁式塔器。

图8 常规蒸馏与分壁式塔器蒸馏方法流程

图9 常规分离装置流程和分壁式塔器新流程
图10为原有塔器(D-V4)和按分壁式蒸馏要术改造的塔器比较。表1列出了常规蒸馏与分壁式塔器蒸馏流程性能比较。采用分壁式蒸馏流程,达到了以下目的:(1)可生产新产品异己烷(iC6);(2)塔器可在超水力负荷下运行;(3)比原塔器降低了操作费用,节约了能耗。
瓦莱罗能源公司于2011年2月15日成功地开启了美国得克萨斯州和田纳西州炼油厂采用的先进的重整生成油降苯分离器。有三个应用于移动源空气毒物(MSAT)Ⅱ纯苯浓缩的单元,位于瓦莱罗能源公司得克萨斯州Port Arthur和Sunray以及田纳西州Memphis的炼油厂。其原理是利用先进的重整生成油分离器分壁式塔器(DWC)进行分除,这些分壁式塔器由KBR公司进行设计和优化。瓦莱罗能源公司位于路易斯安那州Norco的St. Charles炼油厂的第四个纯苯浓缩单元,已于2011年晚些时候投用。分壁式塔器可用于从汽油物流中浓缩和去除纯苯,从而可使炼油厂满足美国限制车用汽油中苯含量的法规指令要求。

图10 原有塔器(D-V4)和按分壁式蒸馏要术改造的塔器比较

表1 常规蒸馏与分壁式塔器蒸馏流程性能比较
2011年1月美国已经按照新法规将汽油含苯量从原先的1%(体积)降低到0.62%(体积),这是美国环保局(EPA)颁布的移动源毒物排放法规第二阶段(MSATⅡ)要求的一部分。大多数炼油商在生产中都已满足了这个法定要求。在生产成本上难以承受的一些小炼油厂被允许推迟在2015年执行这个法规。
瓦莱罗能源公司选用了低成本的新方法满足这个降苯要求,在其四座炼油厂都没有建设投资大的苯萃取新装置,所用的方法是通过蒸馏生产苯的浓缩物,然后再把苯的浓缩物送到得克萨斯州的Corpus Cheisti炼油厂原有的芳烃回收装置进行回收。选用的蒸馏新方法就是分壁蒸馏塔(DWC),把重整生成油通过分壁塔蒸馏,生产出苯的浓缩物。三座炼油厂的分壁塔已在2010年年底投产,第四座炼油厂的分壁塔于2011年投产。
分壁塔的优点是能够进行三组分混合物分离,而用其它方法进行分离需要两座塔串联。与两塔串联的方法相比,用分壁塔能节省投资,能量消耗少,二氧化碳排放少。
瓦莱罗公司所用分壁塔的工艺流程是,重整油从中部送进分壁塔,轻馏分向上流动并从塔顶部导出,重馏分从塔底部回收,在塔中分割壁进料侧中部流动的富苯馏分从分割壁另一侧的中部进行回收。瓦莱罗公司称,分壁塔实际上能回收进料中所有的苯,其苯的浓缩物中苯的纯度很高。用常规单塔蒸馏,只能得到三分之一到二分之一的浓度,因此转移物料的费用为2~3倍。分壁塔的性能完全满足我们的预期,分壁塔的成本通常比两塔串联低30%~40%,能耗减少30%左右。
KBR公司伦敦技术中心称,瓦莱罗公司在炼油厂使用分壁塔是分壁塔技术进展中的重大事件,是在西半球的首次应用。虽然分壁塔在上世纪80年代就开始工业应用,但推广不快,许多用户对其操作性能和控制仍有保留。目前世界上在用的分壁塔还为数不多,且大多数都在德国巴斯夫公司。UOP公司在其生产线型烷基苯(LAB)组合工艺的Pacol强化工艺(PEP)中选用了分壁塔,选择性脱除烯烃/烷烃原料中的芳烃。用分壁塔把混合料中的烷烃、芳烃和苯分离,然后生产直链烷基苯。到目前为止,UOP公司已设计了采用分壁塔的PEP装置共5套,其中三套已经投产。
东燃通用石油公司于2016年5月25日宣布,已使GTC技术公司的技术在日本千叶县原中市其15.2万桶/天千叶炼油厂新建的混合二甲苯回收装置上获得应用。GTC技术公司提供其专有的分壁式塔器(GT-DWC)技术应用于23万t/a的混合二甲苯回收装置,东燃通用石油公司已于2016年4月投入商业化运营。相同的塔器装备也用于生产二甲苯、高纯度甲苯和高纯度C9芳烃,该装置也是DWC的此类首次设计,可使塔顶蒸汽提供给两个上游装置用作加热负荷。除了工艺过程许可外,GTC在该项目的工作范围包括基础工程设计、设备供应,并为装置提供过程保障。新的混合二甲苯回收装置是东燃通用石油公司从燃料转向石化产品生产的一部分。
KBR公司于2016年5月31日宣布,它已承揽了一项技术许可和基础工程设计合同,将在中国山东省提供新建的Distill-Max稳定塔。根据合同条款,KBR将为Distill-Max分壁式塔器(DWC)技术提供技术许可和专有设备包。Distill-Max DWC技术由KBR开发,可使单一的塔器达到高的分离效率并生产多个产品,与其他分离解决方案相比,可降低投资和操作成本。KBR于1998年在英国许可转让了第一个Distill-Max商业化装置,此后在全球实施了多个Distill-Max项目。目前已有10个Distill-Max塔器在各个炼油厂投入了商业化运营。
2.2 东洋工程公司的高效精馏系统
东洋工程公司于2014年11月11日宣布,已获得一份合同,将使称为SuperHIDiC的节能蒸馏系统实现商业化,SuperHIDiC于2011年申请专利。SuperHIDiC系统将应用于丸善石油化学株式会社建设的甲基乙基酮(MEK)生产装置的蒸馏塔。推进HIDiC的概念,并运用成熟的蒸馏和传热技术,东洋工程公司开发了SuperHIDiC蒸馏系统,可产生高的经济效益,同时可保持正常蒸馏塔的可维护性。在蒸馏过程中,在很多情况下,SuperHIDiC可节能40%~60%,可提供最佳的内部热交换。以此为契机,东洋工程公司将该技术实施商业化,将努力扩大SuperHIDiC应用于各种蒸馏塔,从而帮助炼油厂和石化厂减少能源消耗。
2.3 华东理工大学的塔盘式闪蒸-换热一体化技术
2015年1月31日,中国石油和化学工业联合会在京组织召开了华东理工大学“塔盘式闪蒸-换热一体化技术”科技成果鉴定会,并一致通过了鉴定。与会专家一致认为,该成果耦合了旋流闪蒸与直接换热过程,强化了热、质传递过程,提出的塔盘式闪蒸-换热一体化的高压带温含渣黑水综合回用工艺技术具有创新性。该成果已在兖矿新疆煤化工有限公司等6家企业16台大型气流床加压煤气化渣水处理系统中得到成功应用,具有明显的经济效益和社会效益。
该成果的取得是华东理工大学和兖矿集团在协同创新新机制下经过不断努力的结果。通过煤基能源化工协同创新中心的建设,不断推进塔盘式闪蒸-换热一体化技术在煤气化领域的工程化进展,为华东理工大学自主知识产权的多喷嘴对置式煤气化技术的进步作出了重要贡献。鉴定委员会认为,该成果具有自主知识产权,创新性强,处于国际领先水平。
Summarization of Energy-efficient Column and Separation Technology
Qian Bozhang
The research progress of energy-efficient column and separation technology is introduced from the aspects of column internal parts and new columns.The contents include the new fillers,the improvement of column internal parts,the NS compound cocurrent tray,the distillation equipment without column,the heat-integrated distillation column,the distillation technology in high gravity field,and the energy-efficient dividing wall column.
Column;Separation technology;Energy-saving;Distillation;Filler;Sieve plate;Desulfurization; High gravity field
TQ 051.8+1
10.16759/j.cnki.issn.1007-7251.2017.02.017
2016-08-28)
*钱伯章,男,1939年生,教授级高级工程师。上海市,200127。
猜你喜欢
机械工程师(2023年1期)2023-02-18 08:36:08
合成纤维工业(2020年5期)2020-10-28 12:58:04
压力容器(2019年3期)2019-05-13 10:14:08
五金科技(2019年1期)2019-02-27 11:42:30
数字技术与应用(2018年7期)2018-10-10 11:11:16
石油炼制与化工(2017年7期)2017-04-06 15:03:03
化工管理(2017年25期)2017-03-05 23:32:36
安徽化工(2016年5期)2016-02-27 08:25:03
石油炼制与化工(2015年6期)2015-04-05 16:46:10
河南科技(2014年4期)2014-02-27 14:07:02