
基于em—plant虚拟制造技术在优化零件工艺规划中的应用
2017-04-15 21:49伍伟敏周丽萍
数字技术与应用 2016年12期
伍伟敏++周丽萍
摘要:本文以油泵的生产线为例,借助于面向对象的eM-plant 软件, 建立工艺规划流程系统框架, 研究车间布局设计以及数控仿真中工艺规划的实现。传统加工方式的零件优化中存在着一些弊端,主要体现为工艺顺序不完善,结构规划不健全,以及参数制定过程不标准等等。而eM-plant虚拟技术能够对主要对象进行快速仿真优化,在工艺规划中节约时间,降低工时。因此,本文针对eM-plant虚拟技术中工艺的规划流程,对零件优化的方式进行探讨。
关键词:工艺规划 em-plant 仿真模拟 优化
中图分类号:F406.2 文献标识码:A 文章编号:1007-9416(2016)12-0095-02
1 引言
在制造企业中,企业信息化建设的一个焦点问题仍然体现在有关零件加工过程的工艺管理方面。虚拟制造技术在企业工艺规划中以其仿真模拟、可视化管理、优化配置等一系列数字化技术优势的应用,减少生产工艺规划费用,缩短从设计到生产的转化时间,达到为企业节约产品开发、制造的成本。
从零件的特征角度来讲,它的构成方式是多种多样的。不同的加工方式所体现出的标准也是不同的。首先,生产者要根据零件的组合状态进行工艺线路的制定。简单来讲,就是实现整体的加工过程。生产的重要部分包括:相关参数的制定、具体线路的规划以及零件的合理配备。只有加工中的整体性体现出来,才能够实现生产的最优化。其次,从模型建立的过程中来说,它需要不同模块与目标的整合,才能够体现决策的有效性。模型的建立过程为零件工艺的优化提供了一个集成化的工作环境,设计者按照既定的方式进行规划,完善决策的过程,能够达到两方面效果。一方面,可以减少零件在生产过程中的损耗。另一方面,有利于多样化工艺方式的形成。
2 工艺规划模型的建立
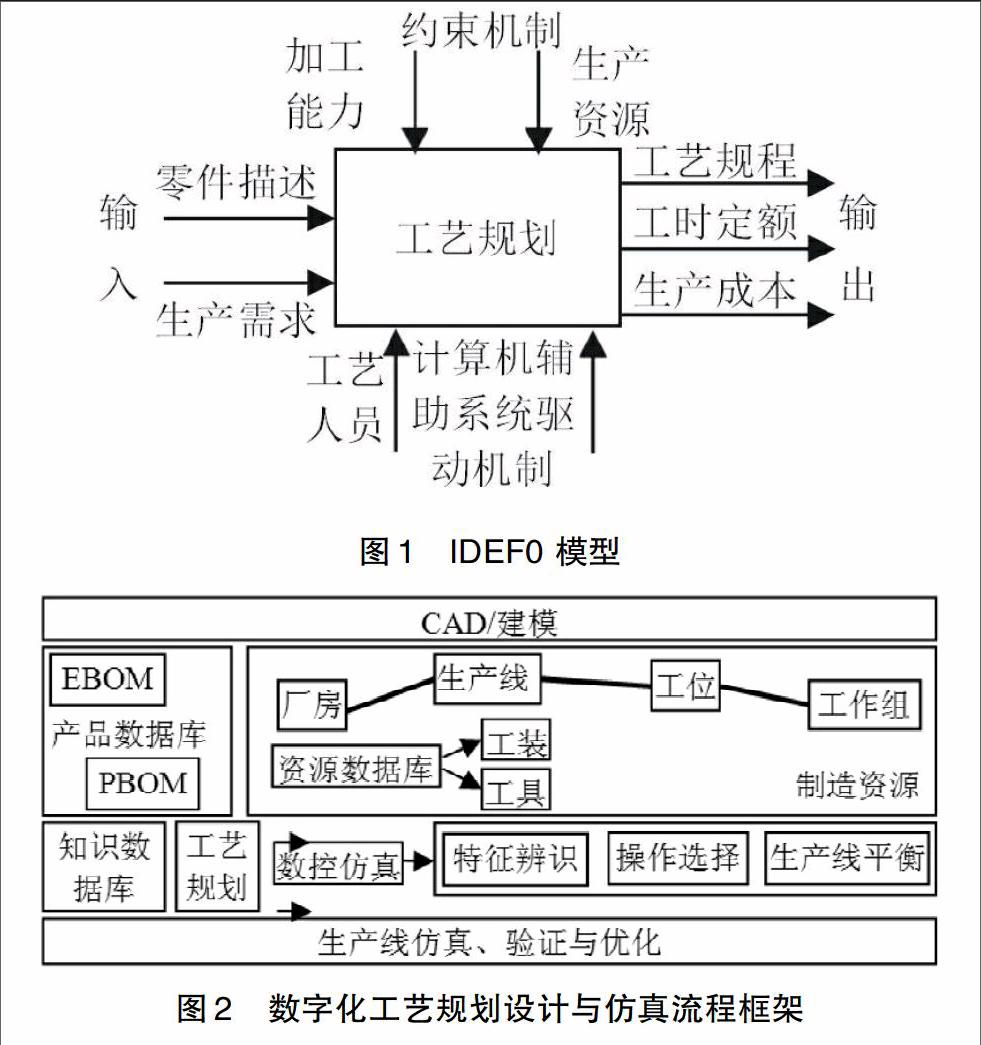
工艺规划是零件从设计到制造之间的联系指导文件,在生产中优化配置工艺资源,合理编排工艺过程,将零件的设计信息转化为零件的制造信息。一般来讲,设计者利用IDEF0 模型来对工艺系统的规划方式进行阐述和说明[1],如图1所示。该图是模型建立的具体过程。系统主要以“软件平台”作为程序的生成主体,利用数字化系统形成工艺的整体框架,对零件的加工过程进行模拟。一般来讲,模拟程序是同步化的。系统能够根据集约中心所提供的数据,制定不同的设计路线,将实物在虚拟空间内体现出来,通过特定的加工方式进行系统识别。这样模拟的好处在于它能够体现零部件的加工过程,使机床、机械道具等产品得到有效的利用。另外,系统能够在参数信道中实现NC代码的形成,实现工艺方法的优化。[2]其数字化工艺规划设计与仿真流程框架如图2所示。
3 实例分析
以某油泵生产公司的生产线为例。在油泵零件工艺中体现软件的数字化过程,系统以em-plant技术作为基本载体,在特定生产线路模拟的基础上进行整体规划。它的优势在于能够根据系统中的历史参数进行具体化设定,为零件模拟与加工提供理论依据。
3.1 车间布局的设计
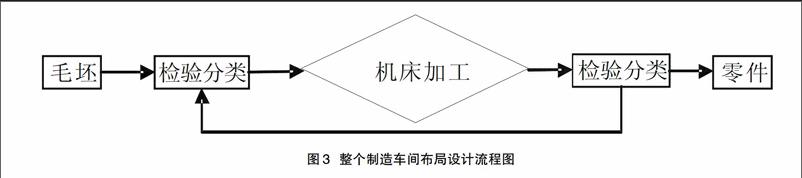
虚拟制造方面,油泵各组成零件的工艺过程不一样,复杂简易程度也不一样,在结合成组可调生产线的特点,如图3所示,该图是车间布局流程图。
从图中可看出:整个制造车间的布局流程是以“毛坯”为载体,在分类的基础上实现工序的确定。当毛坯进入到机床使,系统会将其进行自动化分类,在入床口进行第一次检验。当加工完成后,系统会进行自动化提醒,对整个零件的质量进行检查。如果检查情况完好,则执行下一阶段的流程。如果零件有损坏,则返回系统中心进行重新检验。可在em-plant仿真软件中设计出车间布局,这种车间布局节省空间,有利于实现自动化。
3.2 数控仿真中的工艺规划
首先要建立基础数据库,包括资源库、知识数据库等工艺规划相关的建立;其次是生成零件加工工艺文件;可选取油泵体上的某工艺结构为例,根据图2所示框架,在虚拟制造技术中完成资源库、知识数据库、模型导入、特征辨识、加工生产线、模拟刀具路径生成代码和生产线平衡等工作的建模和数控仿真;最后根据判断生成优化的工艺规程卡。
3.3 油泵生产线模拟
在完成工艺规划的初始阶段,需要模拟油泵生产线进行生产线物流的仿真和制造性能的验证,通过em-plant以确定能否满足生产能力的要求。将模拟零件制造过程中的节拍、工艺参数、物流参数进行计算,评估当前虚拟生产线的制造性能,如零件加工时间、工艺系统的负荷率、加工数量等。
通过以上步骤,在em-plant平台上完整地设计出各种外在条件下的油泵生产线方案,相比于传统的规划方式,在实际生产前可以通过改换参数修正工艺方案,获取最优化设计以显著提高规划质量。
3.4 系统中主要对象的优化
3.4.1 优化对象
(1)在同一机床厂当中,零部件的类型是不同的。系统可以根据零件加工的特点进行优化,根据装夹顺序进行时间的设定,对零部件进行组合排列。这样的优势在于能够使零件的分配时间减少,系统车间的体系化形成。系统会根据进入加工制造空间的先后顺序进行流程设定,将其作为主要的优化对象。根据油泵零部件加工工艺规程,进入车间加工的是油泵体、溢流阀、定位销、油泵盖、箱座、档板、转子等多个零件,按照一定顺序来计算总装夹时间,确定具体零件和装夹时间∑T,现在优化的就是上述零件的次序以使得∑T最小。
(2)根據零件加工时间长短和选择不同运行成本的设备,可以对个别参数进一步优化,使总成本趋于最小。优化的参数有:①进入顺序,使得装夹时间最小;②进入加工单元前暂存站的容量最小是多少;③加工单元中数控机床和普通机床的加工时间和成本进行合理调配。在这三个参数共同作用下,使得总成本最低。
3.4.2 eM-Plant 中的优化工具
eM-Plant软件中GASequence工具是专门用来优化次序的,在Contents栏中,输入要优化的原始次序的数据值,在Genetic Operators栏中可以设置变异,倒置和杂交的值,在该模型应用中取交叉值 0.6,变异值 0.1。
GAWizard工具能把遗传算法和已经建好的模型融为一个整体,是搭建模型与遗传算法的一个桥梁。该工具的Define栏中,可以设置需要优化是最大还是最小问题、每代个体数量、代数、定义优化参数等;在Run栏中可以控制算法的开始、暂停与结束;在Evaluate栏中可以看出最好的适应度值、各代个体的适应值情况和统计图表等。在本模型中取每代个体数量为8,代数为100。
3.4.3 在 eM-Plant 中实现优化
利用GASequence和GAWizard两个工具和相应的编程来实现。在Delivery中存放上述多个零件并命名。deSetUpTime程序用来根据各零件的名称来换算相应的时间,SetExample程序用来把零件的名称输入到deliver表中,编写相应的程序。通过对GASequence的设置,在DefineSet里面输入要优化的装夹时间。GAWizard的设置选择优化最小值,本例中每代个体数量为8,代数为100代,选择Parametrizing model by GA-tables,在edit里编入相应程序运行优化。根据遗传算法的特点每一个个体都必须被评价一次,评价次数公式:
评估量=每代个体数量×(代数×2-1)
最后,通过对优化结果值、部分各代个体适应度值分析,对整个模型优化过程作出评价,根据结果可以减少代数,从而减少了优化时间。由此找到最优的零件加工顺序,缩短了生产周期,节约了成本。
4 结语
本文以油泵生产线为例,对基于eM-Plant虚拟制造技术下优化零件工艺规划进行研究,构建了数字化工艺规划设计与仿真模型,使产品开发、设计与制造的周期缩短,提高工艺规划的质量。通过数控模拟加工,能够得到合理的规划工艺,减少项目规划的时间,降低生产成本。
参考文献
[1]李培根.制造系统性能分析建模——理论与方法[M].武汉:华中理工大学出版社,1998,1:23-25.
[2]石炳坤,等.复杂产品数字化装配工艺规划与仿真优化技术研究[J].航空精密制造技术,2014,1:46-48.
猜你喜欢
房地产导刊(2022年5期)2022-06-01
中学生数理化(高中版.高二数学)(2021年12期)2021-04-26
中学生数理化(高中版.高考数学)(2021年12期)2021-03-08
哈尔滨理工大学学报(2016年3期)2016-11-05
