
焊接技术在飞机修理中的应用
2017-04-13 02:50:54戚佳睿张丹峰孙海霞韩莉
设备管理与维修 2017年2期
戚佳睿,张丹峰,孙海霞,韩莉
(海军航空工程学院青岛校区,山东青岛266041)
焊接技术在飞机修理中的应用
戚佳睿,张丹峰,孙海霞,韩莉
(海军航空工程学院青岛校区,山东青岛266041)
分析飞机上高故障率的机件焊接特点和损伤模式,提出焊接操作技术要点,提供焊接工艺参数。
飞机修理;焊接技术;工艺参数
0 引言
焊接是飞机结构修理工作中的重要工艺之一,由于焊接工艺成本低、生产效率高、质量可靠,不仅一些焊接结构可以采用焊接方法修理,飞机上一些其他方式连接的结构,如果产生损伤,在修理时也经常采用焊接的方法。飞机损伤主要包括两方面,一方面是飞机遭受敌方攻击,使机件产生弹孔、裂纹、裂口等损伤,另一方面是机件在使用过程中,受到外界各种因素的影响,它们的坚固程度和性能将逐渐变差,以致产生裂纹或各种不同的损坏现象。而部分受损件必须通过焊接来进行修理恢复,此时必须快速对受损件制定精确、可靠的焊接修理工艺,采取优质、高效的修理方案,在最短时间内恢复飞机的战术技术性能,保持部队战斗力。本文以某型飞机为例,对飞机上高故障率的机件进行材料焊接特点的分析,及损伤模式分析,提出焊接操作技术要点,提供焊接工艺参数。
1 飞机焊接件焊接特点分析
飞机上故障率较高的焊接件主要由5A05,3A21,1Cr18 Ni9Ti和GH3030等材料制造。
1.15 A05
5A05是铝-镁系中含镁量较高的,不可热处理强化的铝合金,含有4.8%~5.5%的镁和0.3%~0.6%的锰,可焊性、塑性、耐腐蚀性较好。由于镁的沸点很低(1107℃),而镁与氧的亲和力又较大,镁会被氧化和蒸发而减少。由于镁的含量在3%以上,裂纹倾向很小,有形成结晶裂纹的倾向。5A05用于制造各类导管等。
1.23 A21
3A21是航空工业应用广泛的防锈铝合金,具有较好的焊接性能。可采用氧乙炔焊、氩弧焊、电阻点焊、缝焊及钎焊等,焊接接头的强度系数可达90%以上,其塑性及抗蚀性较好。氧乙炔焊缝成形较差,有时气密性也不高。氩弧焊可获得较好的综合性能,电阻焊能得到优良的接头。3A21用于制造油箱及各类导管。
1.31 Cr18Ni9Ti
1Cr18Ni9Ti属于奥氏体不锈钢,具有较好的塑性和高温性能,焊接性良好,热裂纹倾向小,一般用于耐腐蚀、抗氧化、对强度要求不高,或在较高或较低温度下工作的零件,可满意地进行氩弧焊、电子束焊、电阻焊、摩擦焊和钎焊等。1Cr18Ni9Ti主要用于燃油导管、喷管等零件。
1.4 GH3030
GH3030属于镍基高温合金,具有良好的热稳定性,以及冲压和焊接性能。除了以镍为基体组成外,还含有大量的铬及钛、铝、钨、钼、铌等合金元素,这些合金元素都容易和氧发生作用而氧化,在熔焊时,如果对焊接区没有采取有效地保护措施,会引起合金元素的严重烧损,影响焊接接头的耐热性。可进行钨极氩弧焊,电阻点、缝焊。钨极氩弧焊时工艺性能好,焊接裂纹敏感性小,焊接接头的强度系数一般均>90%。GH3030在700℃以上时随着温度的升高,强度下降较快,容易产生变形。主要用于尾喷管等耐高温零件。
2 高故障率机件在焊接修理过程中的技术要点
2.1 滑油箱的故障分析及操作技术要点
该油箱箱体是壁厚只有0.8 mm的3A21铝锰系合金,在强烈振动的飞行过程中,箱体极易造成凹坑,焊缝根部出现裂纹,给飞行带来安全隐患。采取箱体切割、整形、焊接等方法来完成修理。当油箱在原焊缝处机械切割、卷边后,有2个焊接技术难点:①由于金属延展性,造成两卷边厚度不等,一般在0.3~0.7 mm,且不规则;②在卷边端面,直径约1 mm的凹坑和划痕,这些凹坑、划痕表面附着氧化膜,其熔点约2050℃。这样在焊接过程中,基体金属及焊丝熔化,而表面的氧化膜仍处于固体状态,阻碍焊丝与基体金属相互熔合,出现不熔化的缺陷。采取措施:①做好表面处理,用锉刀、细钢丝刷将待焊部位的氧化膜去除,直至露出银白色光泽。②操作技术,将箱体置于平焊位置,装配定位焊焊点之间距离20~30 mm,卷边间隙<0.5 mm,后用锉刀将卷边边缘待焊处修锉平整。起焊时,焊接倾角为60°~70°,当卷边熔化软塌时,减少至30°。在两卷边厚度差>0.3 mm时,应添加焊丝,防止造成薄边下塌,出现不熔合缺陷。采用小电流、提高焊接速度,采取较小线能量,减小箱体变形。
2.2 燃油导管的故障分析及操作技术要点
该导管是含有4.8%~5.5%的镁和0.3%~0.6%的锰的铝镁系合金,所以该导管的抗拉强度、硬度比3A21大,但冷弯角度较小,如果冷弯角度过大,容易产生裂纹甚至断裂,在出现此故障后,目前采取用3A21替代5A05制作弯管部位,与原材料进行焊接。5A05镁的含量比较高,其沸点为1170℃,而焊接电弧温度>2000℃,造成了镁的蒸发,采用相同材料5A05作为焊丝来补充镁的含量,维持原金属内部组织结构,保证其物理、化学、力学性能。
2.3 尾喷管的故障分析及操作技术要点
尾喷管是由于飞机的剧烈震动,在安装圆孔处产生裂纹,安装圆孔磨损超差,安装后无法达到技术要求。可采取对原安装孔补焊后将端面锉平,在其他位置钻打安装孔,超过6.2 mm的裂纹用Φ2~2.5 mm钻头在裂纹两端钻止裂孔进行焊接,装机使用一定时间后,未出现裂纹等故障。GH3030电阻系数比碳钢大6~8倍,而导热系数比碳钢小3~4倍,热量不易被基体金属传导散失,温度分布不均匀,电流越大,裂纹倾向越大,所以应采用较小的焊接电流和适当增大焊接速度。
3 相关机件焊接工艺参数
合理地制定焊接修理工艺,对保证焊缝质量起到了至关重要的作用,因此在进行焊接修理实际操作前,必须要选择合理的焊接工艺参数。相关机件焊接工艺参数如表1所示。
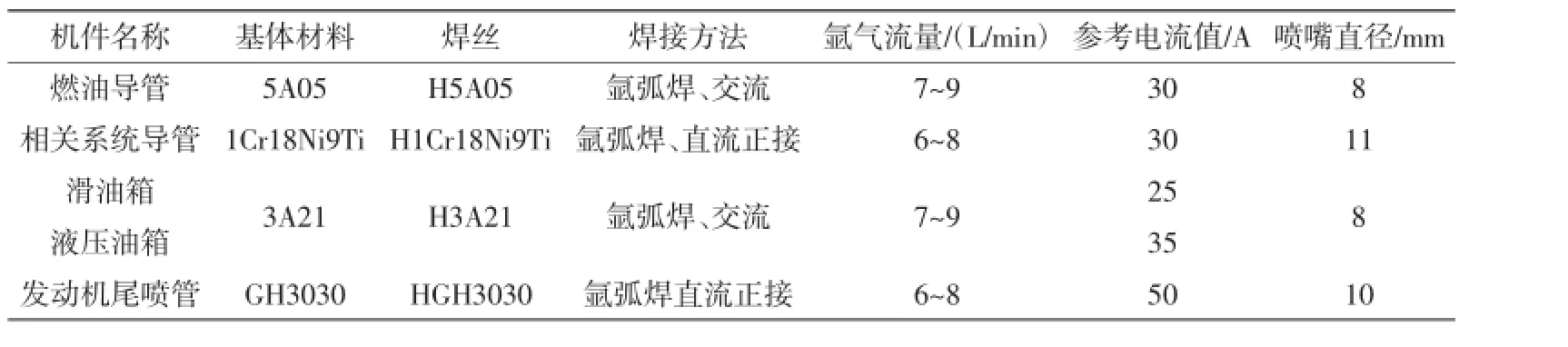
表1 相关机件焊接工艺参数
4 焊后检验
对焊接修复区进行检验,是不可忽视的关键环节,保证焊接修理质量的一个重要手段。
4.1 外观及尺寸检验
用5~20倍的放大镜检查焊缝是否符合要求,有无裂纹、假焊、弧坑、未焊透、烧穿、咬边等缺陷。
4.2 气密性检验
各类密闭容器、导管经焊接修理后,需要检查气密性。检验油箱时用导管连接油箱口,将其余的孔堵塞,向油箱内通入压缩空气,焊缝表面涂上肥皂水,若发现肥皂泡,应重新补焊。
4.3 射线探伤检验
利用射线在缺陷处和无缺陷处被吸收的程度不同,通过接头后强度的衰减差异,作用在胶片上的感光程度也不一样,这样通过观察底片上的影像,就能够发现焊缝内有无缺陷及缺陷的种类、大小和分布。
5 结束语
由于飞机损伤形式多种多样,实施修理的方法也更为灵活,只有在平时的工作中不断总结,积累经验,战时才能得心应手,圆满完成应急抢修装备保障任务。
[1]关桥分.航空制造工程手册/焊接[M].航空工业出版社,1996.
[2]陈强.焊接手册/焊接结构[M].机械工业出版社,2008.
[3]郝建军,李建平,李新领.氩弧焊工艺与实训[M].北京理工大学出版社,2011.
[4]任长春.金属材料及机械制造工艺[M].西安电子科技大学出版社,2012.
〔编辑 凌瑞〕
森德格公司新一代振动诊断仪、动平衡仪
诊断仪不同于一般的分析仪,将振动故障诊断的成熟理论,诊断专家多年的经验融合到手持式仪器中,只需输入几个设备参数,依据提示测量,便可自动识别80%的常见故障。采用多参数缺陷识别算法的滚动轴承诊断系统,更是大大降低了常见单参数方法(包络或冲击法)的误诊率。www.sendig.com.cn


10.16621/j.cnki.issn1001-0599.2017.02.52
E953
B
猜你喜欢
航空学报(2021年5期)2021-06-16 01:55:52
装备制造技术(2020年9期)2021-01-26 00:14:42
重型机械(2020年3期)2020-08-24 08:31:40
贵州农机化(2019年1期)2019-01-08 10:25:03
农机使用与维修(2019年12期)2019-01-06 03:42:07
中国军转民(2017年9期)2017-12-19 12:11:40
电子制作(2017年19期)2017-02-02 07:08:44
中国科技博览(2016年10期)2016-04-29 03:01:27
焊接(2016年10期)2016-02-27 13:05:35
乡村科技(2015年15期)2015-02-20 18:53:25
