
VAR炉电气故障原因分析及处理
2017-03-31 12:07周健
科技资讯 2016年33期
周健
摘 要:随着工业发展,对高品质金属材料的需求也越来越多。由于VAR炉清洁度较高,在熔铸过程中能较好改善金属内部结构和成份均匀性,所以对最终产品质量要求较高的领域正逐步开始大量应用VAR炉生产的钛及钛合金等产品。目前我国的航空,国防,医学和核工业等领域用钛的发展在很大程度上得力于VAR炉设备的使用与真空电弧重熔Vacuum Arc Remelting(VAR)炉熔炼技术的进步。在VAR炉使用过程中如何最大限度地延长VAR炉的使用寿命,减少故障率,保证其高效安全运转成为人们最为关心的问题之一。该文主要就在VAR炉使用过程中碰到的电气故障原因进行分析,并提出处理措施。
关键词:VAR炉 电气故障 晶闸管 预防措施 分析处理
中图分类号:TF066 文献标识码:A 文章编号:1672-3791(2015)11(c)-0060-03
由于钛的化学活性较低,使得钛及以钛为主要元素的合金化合物在进行熔铸时无法应用如黑色金属一类的常规操作方法。目前应用的钛及钛合金熔铸方法除真空感应熔铸、电渣熔铸、电子束和等离子冷床炉熔铸外最主要的应用方法就是真空自耗电弧熔铸,简称VAR。采用VAR法进行熔铸最大的优点是可以节约成本,并最大程度地提高金属性能,而且VAR炉的操作较为简便,可以较好地稳定控制产品质量,因此广泛地应用在航空航天等材料制作过程中。虽然VAR炉具有许多的优点,但在工业化应用中依然存在问题,必须寻找方法加以有效控制。
1 VAR技术浅析
VAR炉主要由7部分组成,分别为:真空系统、直流电源、自动及手动控制系统、稳弧搅拌系统、检测和自动记录系统、电极驱动机械系统、铜坩埚及冷却循环系统。VAR技术应用的一般流程为:混料—压制电极—电极焊接成自耗电极—熔炼—铸锭表面处理—检验。
VAR炉及其电气特点是由硅整流变压器和整流单元组合提供熔炼需要的DC电源,熔炼电压为30~45 V。电极驱动系统主要由电机及机械传动部分组成,在使用过程中能非常精准地控制熔速。另外稳弧系统避免了杂散电场的不对称性对熔池的影响,改善金属成份的均匀性,较好地控制产品质量。
2 实例分析
以VAR炉使用过程中出现的故障为例,探究VAR炉电气故障的原因及处理措施。
2.1 故障现象
VAR炉在正常熔炼过程中,熔炼电压突然从30 V上升到32 V,熔炼电流从7 900 A下降至7 000 A,此时从设备上未发现任何异常现象,也并没有收到报警提示。熔炼仍在继续进行,但熔炼速度有明显下降。
2.2 故障排查和原因分析及处理
第一,假设为水冷电缆线损坏导致故障发生。根据故障发生后所表现出的现象,可以先假设推断为水冷电缆线某处被烧断或连接处接触不良。通过对整套系统中的水冷电缆线的分析,选择其中最容易被烧断的4根电缆进行检查,采用机械旋动和检测外部磁场的方法对4根水冷电缆线进行逐条检查判断,判断3根电缆并未被烧断。
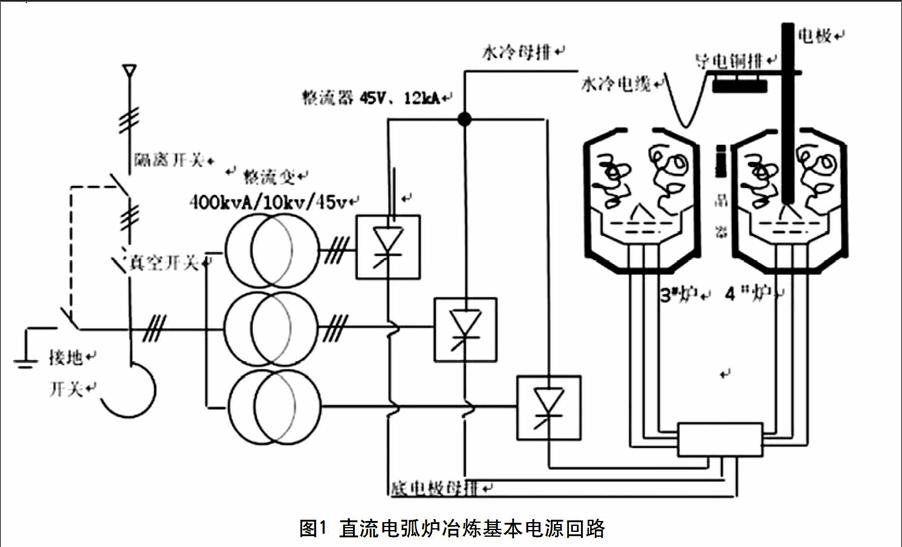
第二,假设整流电源故障。对最有可能出现故障的整流柜中的整流元件及控制板进行检查判断,如图1。
在判断分析过程中我们逐个检查整流单元的元件,发现有3只可控硅异常,表现为可控硅两端电压为零(在正常熔炼工作中的可控硅,用万用表直流电压档测量应有40 V电压)。在停机后,针对该3只可控硅整流回路进行重点检查,发现其中有两只可控硅的快速熔断器已经损坏,另外有一只可控硅经测量为控制极与阴极反向短路,判断其也已损坏。除去这3个原件外,其余都未发现异常。除此之外又单独对整流控制单元板元件进行了测试,按照其使用说明用其控制36 V电路中灯泡,观察其明亮程度,可以判断出整流控制单元板基本正常,触发信号正常,可以排除因控制单元板发生故障造成的VAR炉故障。
基于上述检查情况,确定更换损坏熔断器和可控硅。
在更换新的两只快速熔断器和一只晶闸管后,重新启动设备,在熔炼过程中无故障迹象,熔炼电流稳定工作在8 500 A,可判断故障基本排除。
2.3 整流元件损坏的原因分析
主回路晶闸管及其控制系统检测很重要。即经常观查整流变压器网侧的三相电流是否平衡,当出现三相电流不平衡时,就意味着设备的主回路系统及其控制系统有故障(既少相整流,现象为设备达不到额定输出状态)。产生此种现象的原因较多。下面就其中几项进行说明。
(1)晶闸管触发不良:晶闸管在工作一定时期后有可能因其自身某些参数的改变,致本来可能触发良好的到后来触发不开,形成少一相整流。此时可在该相晶闸管的脉冲触发变压器线路板盒 JDG-RCP 中的限流电阻 R1 上并接一电阻(50~100 Ω/2W)一试,其作用是加大触发电流。
导致可控硅性能劣化损坏的另外一个主要因素是通态压降损耗及连接损耗共同产生热影响的结果。流过电流大的支路,会使可控硅结温度超过最高允许的125 ℃而损坏,实践证明可控硅器件的表面温度最高不宜超过65 ℃。经综合分析:自耗炉整流可控硅因桥臂均流恶化造成的损坏占60%,因冷却水管路端部被腐蚀堵塞致使可控硅过热损坏占30%,因其他原因(过电压、过电流或瞬态冲击等)损坏的占10%。
多并联可控硅不均流超过标准后,将致使整流器内磁场分布越来越不均匀,从而引起漏磁场局部集中现象加重,造成整流器内涡流损耗和杂散损耗增加。不断增加的内涡流损耗和杂散损耗表现在可控硅内部为热损,可加速可控硅老化,造成最终损坏。
(2)晶闸管本身损坏:晶闸管一般在正常使用条件下不易损坏,但使用日久难免发生。此时可用备件晶闸管更换。晶闸管损坏有3种现象,即主体击穿、断路和门极击穿或断路。具体检测方法为断开晶闸管的一端后,用万用表电阻挡检测晶闸管阳极和阴极两端电阻值,正常应为无穷大。用万用表电阻挡检测晶闸管门极和阴极两端电阻值,正常应在10~20 Ω左右。
猜你喜欢
科技风(2018年32期)2018-10-21
中国新技术新产品(2017年2期)2017-01-20
演艺科技(2016年11期)2016-12-24
科技创新与应用(2016年34期)2016-12-23
科技创新与应用(2016年34期)2016-12-23
中学课程辅导·教师教育(中)(2016年1期)2016-02-26
科技视界(2016年5期)2016-02-22
