对顺丁装置胶液罐复层裂纹修复试验性研究
2017-03-20 06:06:34杨小宁中国石油乌鲁木齐石油化工总厂设备安装公司新疆乌鲁木齐830000
化工管理 2017年7期
杨小宁(中国石油乌鲁木齐石油化工总厂设备安装公司, 新疆 乌鲁木齐 830000)
对顺丁装置胶液罐复层裂纹修复试验性研究
杨小宁(中国石油乌鲁木齐石油化工总厂设备安装公司, 新疆 乌鲁木齐 830000)
近年来,发生了在役复合板制压力容器复层裂纹的现象,修复后,再出现,文章以胶液罐复层裂纹防治为出发点,试验性的分析了重熔焊接法消除裂纹的方法,效果良好。
胶液罐;裂纹;焊接;重熔;试验;实施;控制
0 引言
顺丁橡胶装置2011年10月建成投入运行,2013年6月首次检验,检验单位发现8台胶罐(二类压力容器)内表面上下封头环焊缝附近有大量裂纹。经与制造单位现场分析后提出了对裂纹部位打磨补焊并加设止裂带的处理方案。
1 缺陷原因排查分析
1.1 原材料分析
(1)图纸设计要求:钢板Q345R+06Cr19Ni10标准JB4733-1996 主要受压元件材料标准:Q345R 标准GB713-2008。
(2)其它要求及说明:
①设备用复合板应符合JB4733-1996的规定,并按BII进行制造、检验验收。浮层表面质量应达到GB/T3280-2007中表面等级N0.4级的要求。
②不锈钢材料P≤0.035% S≤0.020%,复合钢板进厂后按JB4733-1996标准验收,通过对材质书及实物表面标记检验,各项指标满足标准要求,基层材料各项指标满足GB713-2008标准要求,复层材料各项指标满足GB/T3280-2007标准要求(交货状态2B切边,标准释意:2B为表面代号;表面加工类型:冷轧、热处理/热处理制度≥1040水冷或其它方式快冷、酸洗或除磷、光亮加工。)符合图纸主要受压元件材料标准要求。
1.2 封头制作分析
根据封头制造厂家提供资料,封头是采用旋压或点压成型制作的,常温下压制成型时不锈钢变形也造成部分奥氏体向马氏体转化。该复合板封头在旋压过程中进行了不少于2 次热处理,且热处理的温度为680℃~720℃(是封头成型的工艺要求),封头制做符合规范。
不管是从现场设备运行工况,还是从制作用的原材料,设备用封头成型工艺等均符合相关设计标准及固定式压力容器安全技术监察规程,从企业要安全、要运行、要效益来考虑,修复缺陷势在必行。
2 焊接修复试验方案制定
考虑装置现场修复条件远远差于制造时的条件,装置条件如焊接位置、操作条件、焊接工艺的实施、热处理条件等都及其恶略,要保证焊接质量,需要付出很大的代价,修复后有可能出现新的应力集中,接头组织的性能变化,以致产生新的焊接缺陷,因此实施焊接修复应慎重,不能草率行事。认真总结前期修复方案以及后续裂纹再次出现的现象,研究裂纹发展的趋势,复层裂纹不断扩展,有扩展至基层母材的现象,片面局部修复完毕再次延伸,治标不治本,只有完全彻底的消除复层裂纹,才能截断裂纹扩展的势头。
对此类必须实施焊接修复的,有必要制定详细的焊接工艺,制定严格的工艺及制度,确保修复质量,修复依据的标准,符合现行法规标准技术要求,以静态质量标准为依据,明确质量控制标准,修复的目标:安全使用到下一个检修周期。
修复焊接程序:制定修复方案、焊补工艺评定实验、制定修复工艺、外观检测渗透磁粉超声或射线检测、表面打磨、水压试验、磁粉或着色检测。
根据对现场裂纹分析,修补后裂纹再次出现,对比裂纹延伸规律,制订了在复层金属上采用重熔方法即惰性气体钨级氩弧焊接,只进行融化复层母材不加焊丝的焊接方法,焊接应采用有高频起弧的氩弧焊焊机,最终重熔至复层裂纹全部消除,复层硬度降至HB≤200。
焊接工艺评定实施,试件制备,按NB/T47014耐蚀堆焊工艺评定的板状试件尺寸制备,试件尺寸400mm*200mm*(3+20)mm,试件经在劣化后的封头上取样。劣化是指:经过3次以上650℃左右高温劣化,并经模拟封头旋压成形,使复层表面硬度达到HB250~330,并产生裂纹,重熔修复。评定实验过程记录;整个评定实验过程(封头制作、理化检测、焊接、机加工、理化检测、检验要求及结果评定)。
3 具体工艺试验实施过程
3.1 封头制作工艺要求
椭圆封头规格:EHA2000*20+3
材质:Q345R+S30408。
工艺要求:制作前板材硬度超声检测结果合格符合原材料订货技术要求。
制作过程检测:折边前硬度检测,折边完热处理前硬度检测热处理后硬度检测。着色检测,劣化工艺增加一次旋压折边硬度。着色检测,工艺增加一次热处理硬度。着色检测,工艺增加二次旋压折边硬度。着色检测,工艺增加二次热处理硬度。着色检测,工艺增加三次旋压折边硬度(见表1)。
着色检测结果,三次折边前各个阶段的着色检测均符合NB/T47013.5-2015标准I级的要求,评定为合格。三次折边后复层表面局部出现纵向密集微裂纹,结合表面硬度及裂纹现象,基本达到模拟现场设备裂纹状况。

表1 硬度数据表
3.2 焊接修复工艺实施
按重熔工艺制备要求封头内定位选取三处存在裂纹的部位划分:横焊(CR01/1)、立焊(CR02/1)、仰焊(CR03/1)具有代表性的位置,每处规格要求:400mm*200mm.
施焊参数及过程要求见表2及备注

表2
焊接速度记录见表3。
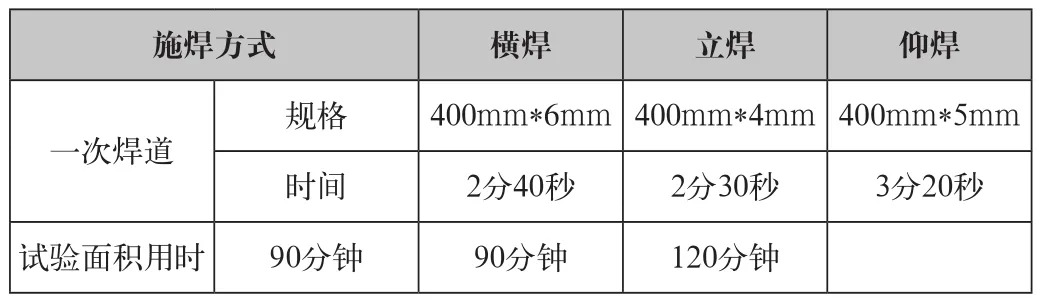
表3

表4 硬度数据表
4 结语
控制和预防缺陷的产生应从容器制造方面严格把关,旧容器不可能通过修复变成新容器;对修复要提出不同的质量要求,以减少修复过程中人力、物力、时间的浪费。
[1]李克欣.蒸汽管线裂纹分析[J].化工设备与管道.,2014,(02).
[2]张玉龙,李刚.裙座与壳体连接形式为圆弧过渡的全复合板焦炭塔的制造[J].压力容器,2014,(02).
猜你喜欢
石油化工设备(2021年4期)2021-07-21 08:46:22
制造技术与机床(2019年6期)2019-06-25 10:17:40
海峡科技与产业(2017年6期)2017-07-01 19:16:06
广西林业科学(2016年1期)2016-03-20 05:33:09
大型铸锻件(2015年5期)2015-12-16 11:43:22
焊接(2015年7期)2015-07-18 10:59:17
制造技术与机床(2015年10期)2015-04-09 07:05:50
河南科技(2015年7期)2015-03-11 16:23:27
河南科技(2015年3期)2015-02-27 14:20:42
金属加工(热加工)(2015年15期)2015-02-25 05:26:37