
数控机床几何精度检测程序研究
2017-03-19 10:05高崇白旭
科学与财富 2017年6期
高崇+白旭
摘 要:随着数控加工技术的迅速发展和零件加工精度的不断提高,我国数控机床制造水平正在逐步赶超世界先进水平,数控机床几何精度校准就显得尤为重要。数控机床的几何精度误差是影响数控机床加工精度、产生加工精度的主要因素。因此,对数控机床精度进行快速的校准,诊断数控机床在装配中出现的质量问题,并采取先进的误差补偿措施,是保证加工质量的有效途径。
关键词:数控机床;几何精度检测
1.数控机床精度分析
影响机床的相关精度(几何精度、运动精度、坐标定位精度)、工件原始条件(工件的材质、热处理、上序质量及工件在机床上的装夹位置等)、和机能效应(重力、夹紧和温热三类变形因素),是影响零件的加工精度的主要因素。其中,尤以机床相关精度的影响起着决定性的作用。几何精度、运动精度、坐标定位精度是由零部件的加工精度、装配特度等因素决定的。因此在数控机床的验收中,必须保证机床的几何精度、运动精度、坐标定位精度。
机床各主要部件的尺寸、形状、相互位置和相对运动的精确程度,是衡量机床质量的基本指标,机床的几何精度对加工零件的几何精度有直接影响,所以,在机床生产中,要逐台进行整机的几何精度检验,以确保机床产品的质量。
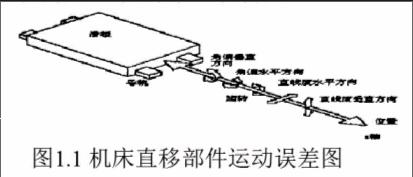
数控机床几何精度检验,必须真实反映其机床工作区内形成工件轮廓表面的刀尖相对工件运动轨迹的规律性要求,因为数控机床是高度自动化的数控机床,完全排除了零件加工时人的观察、测量、补偿等干预作用。工件的加工精度主要取决于机床载运刀具和工件的各部件的运动和定位精度,故数控机床几何精度检验的重点,应该是影响工件的形位精度。数控机床直移部件运动误差见图1.1所示。机床单轴系统共有六项误差:位置,角偏(垂直方向、水平方向),直线度(垂宜方向、水平方向),旋转。二个轴共有十二项误差,加上二轴的垂直,共计十三项误差。
2.检测标准
数控机床的几何精度包括直线度,垂直度,平面度,平行度等。传统方法采用大理石或金属平尺、角规、百分表、水平仪、准直仪、主轴检棒等工具。根椐检测标准要求,机床主运动机构从低速起,作低、中、高速运转,每级转速运转时间不少于2分钟,最高转速不得少于l小时,使主轴轴承和动力刀具主轴轴承达到稳定温度,检查主轴轴承和动力刀具主轴轴承温度和温升,轴承温度不应超过70℃,温升不应超过35℃。
(1)依据“切削规范”和工艺规程之规定,抗振试验做100%检验,并記录。
(2)依据《工艺规程》规定,机床噪声做100%检验,并填写《机床噪声检测记录单》。
(3)机床在进行空运转噪声检测时,不应有不正常尖叫声和冲击声,在任意级转速运转时,整机噪声不应超过工艺规定。
(4)依据国家相关机床标准的规定进行动作试验。
(5)依据《工艺规程》规定,连续空运转试验做100%检验。
(6)依据《工艺规程》规定,刀具检测试验做100%检验。
(7)参照《数控机床产品质量分等》的规定润滑系统做100%检验。
(8)依据《工艺规程》规定,机床清洁度用目测和手感法做100%检验。
3.检测程序
(1)调试前准备:
各按钮开关动作灵敏可靠连续试验不少于7次,控制系统输入程序指令执行动作准确可靠。
(2)负荷试验:
CRT输入重切程序进行负荷试验:主轴转速200r/min;切削深度6mm;进给量0.5mm/r;切削长度100mm,切削过程中不许有振动现象,切削进给量不许有明显的变化。
(3)抗振试验:
CRT输入抗振切削程序,进行抗振试验:主轴转速320-390r/min:切削深度>7mm;进给量0.1mm/r;切削宽度9mm;切削时机床不应有明显振动。
(4)检验几何精度
主轴检棒的跳动轴端处:0.01距轴端300处:将千分表分别指在主轴检棒的轴端处及距轴端300处,转动主轴在垂直和水平两个方向检测,检验表针的变化量,不准超过允差值。
(5)检验主轴定心轴径径向跳动
1)检验主轴轴肩支承面的跳动;将千分表指在主轴定心轴上,转动主轴读取表针的变化量,不准超过允差值。
2)检验主轴的轴向窜动:将千分表指在主轴轴肩支承面上,转动主轴读取表针的交化量,不准超过允差值。将千分表指在主轴检棒中心孔钢球上,转动主轴检验表针的变化量,不准超过允差值。
(6)检验溜板移动对主轴锥孔中心线的平行度(热检):
1)主平面:主平面检测方法是将千分表指在主轴检棒侧母线上,在300长度上检验溜板移动对主轴锥孔中心线的平行度,再将检棒旋转180°用同样方法检测,两次检测结果的代数平均值即为该项误差。
2)次平面:次平面检测方法与主平面检测方法相同。
(7)检验尾座套筒轴线对溜板移动的平行度
1)主平面:主平面检测方法是将千分表指在尾座套筒侧母线上,在150长度上检验溜板移动对尾座套筒的平行度,表针读数变化量即为该项误差。
2)次平面:次平面检测方法与主平面检测方法相同。
(8)检验尾座移动时对溜板移动的平行度
1)主平面;主平面检测方法是将千分表指在尾座套筒侧母线上,在全上使尾座与床鞍同步移动,表针读数即为该项误差。
2)次平面:次平面检测方法与主平面检测方法相同。
(9)检验床头顶尖跳动及台尾顶尖跳动
1)将千分表指在主轴顶尖上,转动主轴,检验表针的变化量,不准超过允差值。
2)将千分表指在台尾项尖上,转动台尾顶尖,检验表针的变化量,不准超过允差值。
(10)检验主轴和尾座两顶尖等高度(热检)
1)将检棒顶在主轴和尾座两顶尖上。
2)将千分表指在检棒上母线上,在全长上移动溜板,检验两顶尖的等高度,千分表的读数变化最即为该项误差。
(11)检验滑板横向移动对主轴轴线的垂直度(热检)
将千分表指在垂直检具上,旋转主轴,在最高点处手动方式移动滑板,在全长处记下表的读数,用同样方法在最低点处记下表的读数,两次检测结果的代数和的平均值即为该项误差。
(12)检验转塔刀架工具孔对主轴轴线的平行度
1)主平面:将检棒安装在刀架工具孔内,将磁力表座吸在主轴轴端处,将千分表指在检棒上母线上,在100长度上移动溜板,检验刀具孔中心线对主轴轴线的平行度,千分表的读数变化量即为该项误差。
2)次平面:次平面检测方法与主平面检测方法相同。
(13)检验转塔刀架工具孔对主轴轴线的同轴度(热检)
1)主平面:将检棒安装在刀架工具孔内,将磁力表座吸在主轴轴端处,将千分表指在检棒上母线上,旋转主轴,检验刀具孔中心线对主轴轴线的重合度,千分表的读数变化量即为该顼误差。
2)次平面:次平面检测方法与主平面检测方法相同。
①转塔附具定位面对溜板移动的平行度:
②转塔附具定位面的位置度:將刀架转至任一工位,将磁力表座吸在主轴轴端处,将千分表指在附具定位面上,在z轴方向移动溜板,移动80长度,千分表的读数变化量即为该工位的误差。各工位误差的最大值即为位置度误差。
(14)检验精车外圆的圆度和圆柱度
1)用千分尺在同一截面的相互垂直的两个方向上检测试件的直径值,两直径值之差的一半即为该项圆度误差。
2)用千分尺在规定截面内,在任意方向上检测试件的直径值,各直径值之差即为该项圆柱度误差。
3)精密机床用圆度仪检测。
(15)检验精车平面
将千分表指在试件上,在主轴中心处手动方式移动滑板,在试件边缘处记下表的读数,用同样方法检测并处记下180°对称方向表的读数,两次检测结果的代数差的平均值即为该项误差。
(16)检验精车螺纹的螺距累计误差:
在万能工具显微镜上检测。
(17)单脉冲试验:
将测微表压在床鞍侧面上手摇脉冲进给30个脉冲去其中20个脉冲,进给30各脉冲去其中20个脉冲,达到要求。
1)脉冲当量误差正反向不得大于20%。
2)轴前中后,上中下至少测量三点。
(18)返零试验:
1)Z轴误差:Z轴返回到床身尾部,设零点将测微表压在床鞍侧面上对零,将床鞍移动7处各不相同位置返回原点测微表各次读数最大差值为返零误差.
2)X轴误差:X轴返零试验与Z轴相同。
结论
本文全面的分析了以往及现有的数控机床几何精度的检验方法。在比较并分析了沿轴线的位置误差与空间位置误差的关系的基础上,确立了数控机床几何精度的检验方法及如何采用先进的检测方法来提高机床的精度问题。
猜你喜欢
科学与信息化(2022年14期)2022-07-31
科技资讯(2021年20期)2021-10-28
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2018年12期)2018-12-23
电子制作(2018年10期)2018-08-04
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
电子制作(2017年20期)2017-04-26
职业·下旬(2016年11期)2017-02-21
电子工业专用设备(2015年4期)2015-05-26
