
不饱和聚酯树脂合成工艺及成型工艺进展
2017-03-18 18:46杨波苏建伟
辽宁化工 2017年6期
杨波,苏建伟
(辽宁省石油化工规划设计院有限公司, 辽宁 沈阳 10010)
近年复合材料工业的发展速度越来越快,2009年全球复合材料的产量约为 900万 t。全球树脂基复合材料的年平均增长率 5%以上,其中亚太地区的增长率可达7%(中国约为9.5%,印度约为15%,欧美和北美地区约为4%),是全球复合材料产量高速增长是行业发展最明显的趋势之一【1】。目前,全球复合材料行业的重心正在从欧美发达国家向亚洲转变,亚太地区的产量约占到全球总量的36%左右,亚太复合材料产量高速增长是行业最明显的发展趋势。到2015年总产量已经占到全球产量的43%【2-4】。
1 不饱和聚酯树脂的合成工艺
1.1 主要原料
饱和二元醇,以1,2丙二醇为主,由于其在结构上的非对称性,可与苯乙烯完全相容,制备出非结晶的聚酯树脂,是目前应用较为广泛的二元醇【5】。通常会将其与乙二醇或其他二元醇混合使用,由于乙二醇在结构上的对称性,使生成的聚酯树脂具有明显的结晶性,这限制了聚酯树脂与苯乙烯的相容性,使产品达到了较好效果。
不饱和二元酸,以顺丁烯二酸酐和顺丁烯二酸为主,由于顺丁烯二酸酐具有较低熔点且反应时可以少缩合一分子水,所以应用较为广泛【6,7】。一般将不饱和二元酸和饱和二元酸混合使用,所得产品树脂中的不饱和键增多,树脂固化交联程度越高,从而使树脂得到较高的反应活性并达到改进树脂活性和固化性能的目的。
饱和二元酸,以邻苯二甲酸酐为主,主要由于其原料易获取和价格低廉等优点。化学结构上可以有效的调节聚酯分子链中双键的间距,并能改善与苯乙烯的相容性。制备出的树脂具有良好的透明性和综合性能。
交联剂,以苯乙烯为主。苯乙烯作为低粘度液体,与树脂及各种辅助成分能够良好的相容,发生共聚反应能形成组分均匀的共聚物【7,8】。
1.2 不饱和聚酯树脂的合成工艺
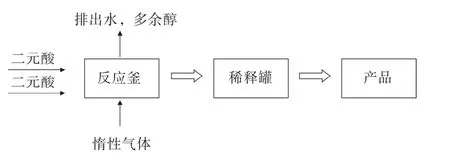
图1 不饱和聚酯树脂的生产流程
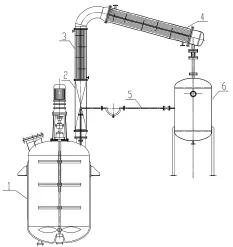
图2 不饱和树脂生产装置图
按一定比例称取相关反应物料,在装置体系中应先通入保护气体,排空装置系统的空气,然后投入二元醇原料。加热到指定温度,再次投入二元酸物料。待二元酸缓慢溶解后,启动反应装置搅拌器,开始脱水反应。升温反应体系至190~210 ℃,回流装置出口温度应控制在105 ℃以下,以避免二元醇挥发影响产品质量。使不饱和聚酯树脂酸度控制在40 mg KOH/g左右时,即可判断反应达到终点。将体系温度降低至190 ℃加入相关添加剂,搅拌,放料,投入预先计量的苯乙烯阻聚剂和光增剂,搅拌均匀进行稀释。稀释过程中温度控制在 90 ℃,冷却至室温就可过滤包装。
2 成型工艺
不饱和聚酯树脂是近代工业发展中的一个重要品种,在工业、农业、交通、建筑及其国防工业方面有着广泛的应用。用纤维材料增强的聚酯树脂,是近代复合材料中应用最普遍的一种,俗称玻璃钢。最早期的成型工艺以手糊成型工艺为主【9】。由于不饱和树脂树脂可以在一般温度下成型,操作方便,单单用手工法就可以得到不同尺寸、不同构型、不同特性的制品。但由于其生产效率低,劳动量大,产品质量不好把控,因此出现了喷射成型工艺。此方法在维持原有相关外界条件的基础上,将切断的玻璃纤维和树脂一起喷射到模具上,直到达到所需要的标准厚度为止。
目前,为了迎合市场对特种产品的需求,低温低压下模塑合成技术得到广泛发展和应用【10】,真空辅助树脂传递模塑(vacuum assisted resin transfer molding,简称 VARTM)工艺和真空注射模塑 (Vacuum Infusion Molding Process,简称 VIMP)工艺就是在低温低压状态下的模塑成型工艺,现已广泛应用于舰船领域、军事设施、国防工程等领域。
VIPM工艺原理要是在模具面上铺放增强材料,将型腔边缘密封严实,然后在型腔内抽真空,在将数通过设计好的树脂分配体系在真空作用下注入模腔内,逐渐浸渍增强材料,真空压力一直保持至树脂凝胶。在李新华,祝颖丹等人对VIPM成型工艺用不饱和聚酯树脂的研究中【11】,发现低粘度的不饱和聚酯树脂可以达到VIPM制作工艺的要求,凝胶时间的可控性成为了成型的关键。在相关试压数据作为佐证的条件下,得出在树脂加入添加剂后,35℃时粘度基本在200~300 Pa·S左右,能够较好满足工艺要求,当促进剂用量低于0.4%时,不同温度下树脂体系的固化特性对促进剂的用量十分敏感,促进剂用量在0.4%~1%时,凝胶时间与促进剂用量成近似的线性关系,变化也比较平缓,容易把控;低收缩添加剂在树脂体系中的最佳含量为10%左右,与浇筑体断面的扫描电镜结果分析吻合。
VARTM工艺是在RTM工艺基础发展起来的一种低成本液体模型成型技术,其工艺的基本原理就是在真空状态下排除纤维增强中的气体,利用树脂的流动、渗透实现对纤维及其织物的浸渍,在室温或加热条件下固化成型出一定形状和纤维体积含量的制件。在赵立波,张飞等人对VARTM工艺对不饱和树脂的成型问题研究上【12】,发现保证制品质量的关键是确保树脂充分浸渍增强材料预成型。在大量的试验与测试中发现要使树脂满足工艺要求,需要控制引发剂的用量在0.4%~1%范围内,才能使凝胶化时间约为50 min达到较好的成型要求;当温度为15~50 ℃时,树脂体系的粘度可保持在300 mPa·s以下可得到较好品质;在凝胶时间的控制上,发现加入引发剂的量为0.5%与1%时,所得到的树脂浇筑体的力学性能差别不大,因此在保证树脂性能的前提下,可以通过调节引发剂的用量来控制树脂的凝胶时间。
[1]陈红,刘小峯 ,邹林,洪彬. 2009-2010年国外不饱和聚酯树脂工业进展[J]. 热固性树脂,2011(02):41-45.
[2]陈志军,邹林,刘 小峯 ,陈红. 2013-2014年世界不饱和聚酯树脂工业进展[J]. 热固性树脂,2015(03):63-70.
[3]邹林,刘小峯 ,陈红. 2014-2015年国内外不饱和聚酯树脂工业进展[J].热固性树脂,2016(02):63-70.
[4]帝斯曼复合材料树脂研究开发与技术服务中心在南京落成[J]. 上海化工,2015(01):38.
[5]张凤彦. 不饱和聚酯树脂的新进展[J]. 河北化工,2006(03):57-58.
[6]祝晚华,刘琦焕,范春娟. 不饱和聚酯树脂改性研究新进展[J]. 绝缘材料,2011(02):34-38.
[7]许大蔚,黎杰鹏,等,不饱和聚酯树脂的紫外光固化研究[J]. 热固性树脂,2045,30(5):24-28.
[8]曾黎明,李永强. 反应型阻燃不饱和聚酯树脂的合成工艺与性能研究[J]. 玻璃钢/复合材料,2000(04):29-46.
[9]凌绳. 不饱和聚酯树脂及其成型工艺进展[J]. 热固性树脂,1996(01):49-52.
[10]张曼曼,李炜. 真空辅助成型用不饱和树脂的粘度模型和流变特性分析[J]. 玻璃钢/复合材料,2014(07):5-9.
[11]李新华,祝颖丹,等. VIMP成型工艺用不饱和聚酯树脂的研究[J].武汉理工法学学报,2002(08):24-28.
[12]赵立波,张飞,等. VARTM用不饱和聚酯树脂的成型工艺研究[J]. 绝缘材料,2011(05):21-23+34.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
山东化工(2019年13期)2019-02-16
中国生殖健康(2018年2期)2018-11-06
天然产物研究与开发(2018年9期)2018-10-08
制造技术与机床(2017年5期)2018-01-19
中学科技(2016年5期)2016-05-12
中国卫生标准管理(2015年24期)2016-01-14
中国塑料(2015年5期)2015-10-14
中国塑料(2015年5期)2015-10-14
西安交通大学学报(医学版)(2015年2期)2015-02-28
